竹节纱生产工艺探讨
2016-11-17李兰女
李兰女
(南通双莲纺织有限公司,江苏 南通 226014)
竹节纱生产工艺探讨
李兰女
(南通双莲纺织有限公司,江苏 南通226014)
为了提高竹节纱的纺制质量,在介绍变牵伸型竹节纱的基本参数、前纺半制品的生产工艺要求、易出现的质量问题、检测方法和要求等的基础上,根据竹节纱的风格特点,分析细纱工艺关于竹节参数、捻系数、生产速度等参数的设定,工艺器材钢丝圈及其清洁器隔距、钳口与集合器、胶辊的选用及注意环节。指出:由于竹节纱强力低、生产速度慢、产量低,应严格控制半制品的质量并合理地设定细纱工艺参数,可以降低断头,提高生产效率;在多品种、小批量情况下,工艺设定和器材选用要考虑其通用性。
竹节纱;平纱;工艺;参数;捻系数;竹节;钢丝圈;胶辊
目前,竹节纱的生产方式分为变牵伸型、植入型、纤维型、牵伸波型、涂色型等[1]。生产变牵伸型竹节纱时是在普通环锭细纱机上增加一套变牵伸装置,通过微机控制,瞬间改变细纱机的牵伸倍数,增加中后区的喂入量以形成竹节;竹节的粗细、长短、排列顺序等都可以按有规律或无规律方式设定,其风格多样、立体感强,可用于织造衣着织物、装饰织物等。竹节纱的生产现已非常普及,市场上的竹节纱产品种类繁多,目前有关竹节纱的生产绝大部分是依据客户提供的竹节纱样或者面料仿制生产。竹节纱是花式纱线中种类最多最常见的一种,其主要特征是纱体忽粗忽细,打破了传统纺纱条干好,粗、细节少的要求,但生产中易出现毛羽多、断头多、出硬头等问题。
1 竹节纱质量指标控制
不同类型的竹节纱风格各不相同,技术指标无统一的规定,检测项目与要求和平纱的侧重点有所不同,对竹节纱条干、粗细节、棉结等指标要求不高,仅在毛羽、强力、线密度等方面需要重点控制。竹节纱的竹节部分捻系数非常小,纤维松散,竹节倍率越高则所含的纤维根数也越多,越容易出现毛羽纱,也越容易产生弱捻竹节;可以适当增大捻系数来对症处理。对于短绒含量比较高的品种,相对湿度比常规生产时提高5%~10%,以减少毛羽和含尘量。正常生产时,竹节纱的线密度无变化,重量CV值比平纱稍高;当竹节装置及传动设备发生故障时,竹节纱的线密度易出现变化,如断电后原已设定的参数可能会恢复到出厂状态,伺服电机传动带磨损后传动比异常,前罗拉速度检测齿轮磨损等;因此,竹节纱的线密度测试周期建议由2 d缩短为1 d。
2 前纺半制品的要求
生产竹节纱半制品的要求与平纱无区别,且由于竹节纱粗细不匀的风格特点,成纱的要求也相对较低,如平纱质量要求严格控制条干均匀度、粗细节等,竹节纱则不要求,所以一般企业也不做此类项目测试,生产中往往忽视对半制品的控制。
从统计数据可知,竹节纱的平均强力比平纱要小15%~25%,强力CV值较高,强力太小会影响后道工序的正常生产,降低生产效率;如果半制品质量水平低,会额外增加有害的粗细节而降低纱线的强力,增加断头。竹节纱的基纱比较细,与正常纱线一样要求条干均匀,细节少;因此,半制品的质量必须严格控制,这对提高竹节纱强力、降低断头、提高生产效率有很大帮助。
3 细纱工艺参数设定
3.1竹节纱的竹节参数
3.1.1基本参数
竹节纱的基本参数包括竹节倍率、竹节长度、竹节间距、基纱号数和平均号数等。竹节倍率,是竹节部分与基纱部分的线密度比值,大多为1.9~3.5;竹节长度,是指竹节部分的长短;竹节间距,是指竹节与竹节间隔的长度;基纱号数,是指竹节纱中细的部分的纱线号数;平均纱号,是纱的竹节部分与基纱部分综合平均的纱线号数。
3.1.2竹节参数设定原则
竹节参数,是竹节纱生产中特有的细纱工艺参数。一般而言,如果是自主设定生产竹节纱,可以先按照设定的基纱纱号生产出平纱,然后在基纱基础上加上要求的竹节部分,基纱加上竹节后平均纱号即可确定,即平均纱号是由基纱纱号和竹节规格确定。这种生产方式是由纱的风格决定织物面料的风格。如果是根据客户来样进行仿制,就必须首先根据来样确定平均纱号,以满足相同织造工艺条件下用纱量和织物克重的要求,在保证平均纱号不变的前提下,生产出客户所要求风格的竹节纱。
竹节纱产品风格多样,其竹节长度、倍率、节距千变万化,客户提供的样品繁多,大多不会提供准确的竹节参数;因此,首先要初步分析来样的竹节纱参数,最终通过试纺对样确定。对样是确定竹节参数的关键步骤,对样方法,包括切断称重法、目测法、黑板对比法等。
3.2捻系数
批判理论视角下的语言教师教育研究………………[美]玛格丽特·霍金斯………………[加]邦尼·诺顿 李奕婷 译(2·5)
捻系数的设定通常有两种途径:一是参照样纱捻系数大小设定;二是根据生产的情况、品种的不同自主设定。竹节纱捻系数是以平均纱号为基础设定的,纱号越小捻系数越大;竹节倍率越高捻系数越大;纤维或单纱强力越小捻系数越大。表1是部分品种捻系数的自主设定参考值。
表1部分品种捻系数的自主设定参考值
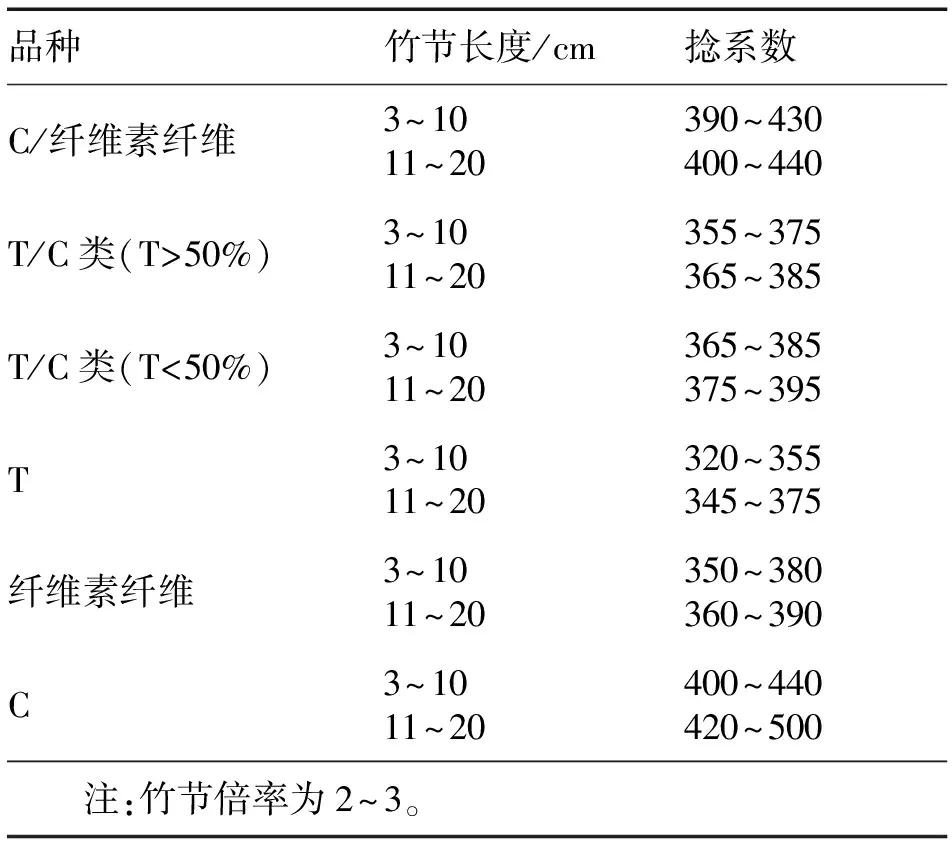
品种竹节长度/cm捻系数C/纤维素纤维3~1011~20390~430400~440T/C类(T>50%)3~1011~20355~375365~385T/C类(T<50%)3~1011~20365~385375~395T3~1011~20320~355345~375纤维素纤维3~1011~20350~380360~390C3~1011~20400~440420~500 注:竹节倍率为2~3。
捻度测试需要注意两个方面:第一,来样大多为面料。纺纱厂测试单纱的捻度通常用的是管纱,一般是将管纱络成筒纱,再由筒纱织成面料,测试的捻度结果有明显增大趋势,单纱织成织物面料后测试的捻度结果与原管纱相比差异是比较大的。第二,竹节纱捻度的测试与平纱有所不同。竹节纱由竹节部分和基纱部分组成,而竹节部分捻度小,基纱部分捻度大[2],所以测试时要尽量做到被检测长度内所包含的竹节和基纱的比例相同或者相近;如果竹节比例大,则测试捻度的结果会偏小,反之则会偏大。
在仿制竹节纱产品时,捻度设定以来样作为参考,再根据纱线品种、原料、强力等因素再做适当调整。如果是AB纱[3]等特殊品种,捻度反映面料风格的,则必须按照来样的捻度生产,建议纺纱企业在测试和比较捻度时,以筒纱作为取样测试对象,增加测试次数,减小捻度误差,保持织物风格不变。
3.3生产速度
竹节纱粗细不匀的特点影响了捻度的正常传递,其单纱强力降低,生产中纱体粗、细的不断交替变化,使得纺纱气圈张力很不稳定,导致断头率升高。我公司使用的竹节纱装置是以中后罗拉的加速度喂入来实现竹节纱的生产,每一次加速度喂入形成一个竹节,生产中频繁的加速度运动使得细纱机后区牵伸传动部分的齿轮、轴承等零部件磨损加快,影响机械性能。因为诸多原因,前罗拉的转速要适当降低,如纺14.6 tex棉和粘胶混纺品种,其平纱的断裂强度只有10 cN/tex~13 cN/tex,而竹节纱的强力仅为8 cN/tex~10 cN/tex,速度即使控制在160 r/min时断头率也比较高,如18.2 tex涤棉混纺品种设定速度控制在180 r/min~210 r/min。
3.4钢丝圈
钢丝圈对型号、轻重和更换周期的要求。竹节纱以平均纱号为依据来选择钢丝圈,因为锭速低时选用的钢丝圈需偏重,同时单纱强力小则需偏轻掌握,所以钢丝圈轻重选择与同类平纱基本接近,强力特别小的品种用钢丝圈要比平纱稍小1~2个号数,其型号的选择也与平纱相同。因为竹节纱的竹节部分捻度非常小、纤维根数多、纤维松散、毛羽多,易使钢丝圈绕花、变重、张力变大、寿命缩短、细纱断头多且易形成棉球,所以更换周期应适当缩短。
3.5钢丝圈清洁器隔距
清洁器隔距[4]不合理,钢丝圈的绕花比例可达95%以上。由于一些企业品种多,批量少,改纺频繁的缘故,使清洁器隔距调整的工作量大,所以这一工艺参数往往得不到很好的执行。在实际生产中,可以将隔距变化的频率减小,采用比较通用的隔距值,如PG1型钢领配FO31.5(10/0)到FO80.0(3)间所有的钢丝圈,都可以采用1.8 mm的清洁器隔距。
3.6钳口与集合器
与同类的平纱相比,竹节纱钳口隔距需要加大0.5 mm~1.0 mm、集合器隔距加大0.2 mm~0.4 mm,还应根据竹节倍率和品种进行适当调整:纤维越长的强力越高,隔距越大;倍率越大隔距也越大,否则容易出现吐“硬头”问题,要避免该问题,还是应偏小掌握。集合器的使用对减少毛羽有一定的作用,而使用不当也会带来很多的负面影响,如纱疵明显增加,从而增大工人的操作难度和工作量。
3.7胶辊
虽然竹节纱具有粗细不匀的风格,但用于竹节纱生产的胶辊在改善成纱的强力、毛羽、细纱断头等方面都起着重要作用[5]。选用硬度稍高的或改变其表面处理方式可延长使用周期、降低生产成本,当然也要求所用胶辊能够改善条干、降低断头,提高生产效率,以选择邵尔A硬度为68度~75度的胶辊为宜;对于小批量、多品种的生产车间,建议采用通用性、适纺性强的胶辊。
4 结语
4.1鉴于竹节纱来样仿制生产的状态,为满足客户对纱线风格的要求,生产企业应根据来样正确分析竹节参数及捻度,制定竹节纱质量指标、检测方法的标准,并确保检测结果准确,有可比性。
4.2随着织造工艺的进步以及织物用途的扩大,突破机织纱捻度偏大、针织纱捻度偏小的传统理念,捻度设定不仅要考虑织物的风格,还要考虑单纱强力,捻度的工艺设定范围可以放宽。
4.3由于竹节纱强力小,生产速度慢,产量低,应在生产中严格控制半制品质量,合理设定细纱工艺参数可以降低断头,提高生产效率。
4.4生产多品种、小批量为主的企业,在工艺设定、器材选用上要考虑其通用性,以减少工人的工作量。
[1] 刘桂阳,张增强.竹节纱的生产方式[J].纺织导报,2005 (9):64-67.
[2] 卢雨正,高卫东,谢春萍.环锭纺竹节纱捻度分布及其对强力的影响[J].纺织学报,2006,27(7):16-18.
[3] 李兰女.AB纱纺纱工艺探讨[J].上海纺织科技,2011,39(8):37-38.
[4] 李兰女.提高纺纱生产效率、降低生产成本的技术措施[J].上海纺织科技,2009,37(4):17-18.
[5] 余桂林.胶辊、胶圈应用技术与改善成纱质量的关系[J].纺织器材,2005,32(4):39-41.
Discussion on Production Process of Slub Yarn
LI Lannyu
(Nantong Double Lotus Textile Co.,Ltd.,Nantong 226014,China)
In order to improve the spinning quality of slub yarn,introduction is done to the basic parameters of variable drafted slub yarn,the semi-product in fore-spinning process,problems probably occurring with product quality,the testing method and the requirements.Considering the style of the slub yarn,analysis is made to how to set the slub parameters,twist coefficient,the production speed and other parameters.Selection is done of traveler and cleaner gauge,nipping jaw and collector,cots and some cautions.It is pointed out that to lower the yarn breakage and increase the production efficiency,it is necessary to strictly control the semi-product quality and properly set spinning process parameters due to the fact that slub yarn is of low strength,low production and low capacity of product.As the production with varieties and small batch,the versatility should be taken into account when process design and equipment selection have to be done.
slub yarn;plain yarn;process;parameter;twist coefficient;slub;traveler;roller
2015-11-02
李兰女(1980—),女,江苏泰州人,工程师,主要从事纺纱工艺和纱线质量管理工作。
TS104.79
A
1001-9634(2016)04-0045-03
