无菌原料药美罗培南车间设计探讨
2016-11-10董继红邵景玲李占印
黄 红 董继红 邵景玲 李占印
盐城工学院 盐城 224051
无菌原料药美罗培南车间设计探讨
黄红*董继红邵景玲李占印
盐城工学院盐城224051
依据无菌原料药美罗培南生产的物料衡算和主要设备设计与选型结果,探讨美罗培南从化学原料到成品药的车间设计过程。车间总平面、一般生产区、洁净区和辅助生产区都依据GMP和建筑设计防火等规范进行具体布置,并说明了车间人物流流向。
无菌原料药美罗培南车间设计总平面布置
美罗培南的分子结构式见图1。
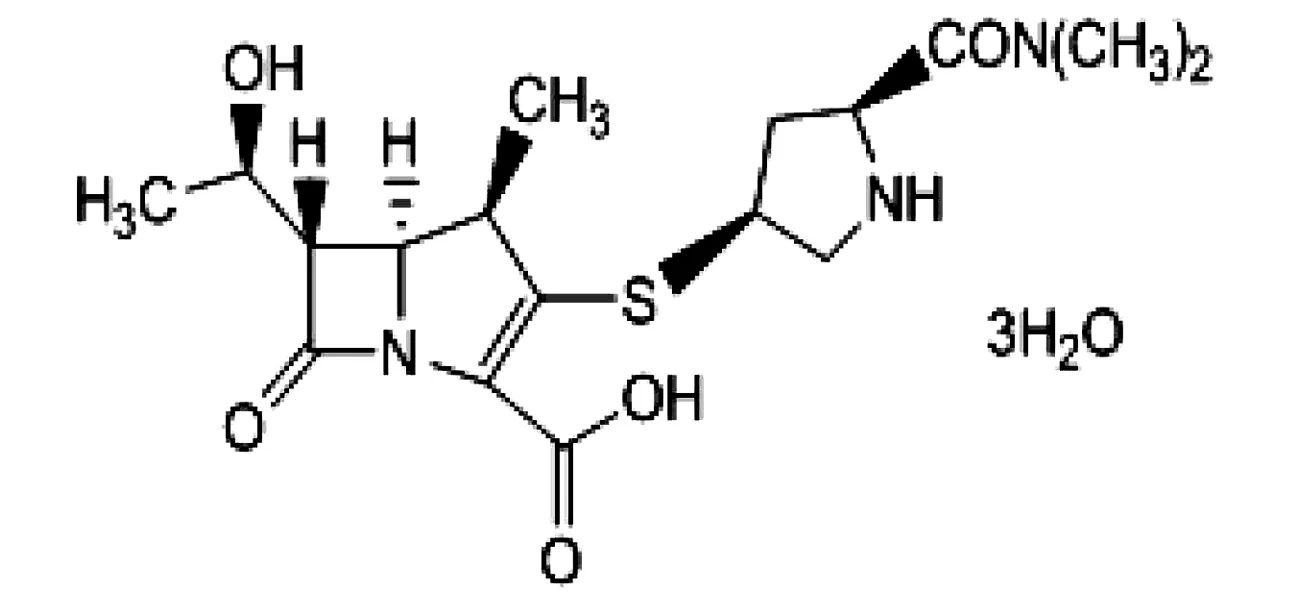
图1 美罗培南化学结构式
1995年首次由DainipponSumitomoPharman研发并在意大利上市[1],它属于1β-甲基碳青霉烯类抗生素类,具有抗菌活性强、抗菌谱广的特点[2]。Sunagawa等[3]首次报道了美罗培南的合成路线,化学反应方程式见图2。

图2 美罗培南化学反应式
本设计生产美罗培南主要以缩合物、四氢呋喃、钯炭、甲醇、氢气等为原料,进行还原反应,减压蒸馏,大孔树脂吸附,浓缩,析晶,干燥,得到美罗培南(三水化合物)粗品,再经精制得美罗培南(三水化合物)成品。年产量为25t,年工作日为250天,每天生产一批,每批生产100kg精品美罗培南。依据工艺流程和生产要求,进行物料衡算,结果见图3和图4。
依据物料衡算,进行各反应工段主要设备的设计与选型,结果见表1。

图3 物料衡算流程(一)
1 车间设计要点
(1)厂房的形式有集中式和单体式[4],考虑到美罗培南生产车间的整体布局,以及周围环境等因素,另外各个工段联系比较紧密,生产防火、防爆等级没有变化,厂区面积小,所以采用集中式。
(2)车间设计为长方形。由工艺要求可知,单层多为工业厂房所用,多层与单层结合也很常见,

图4 物料衡算流程(二)
一般而言,单层厂房投资少,利用率较高,但占地面积较大[5],根据表1,以及PID工艺流程图,部分物料流动可以利用高度差得以实现等客观条件,通过计算所需的高度较高,需要操作台等因素,最终选择两层厂房。为方便人流和物流,设计选择的厂房宽为18m,跨度设置为6-3-6,中间3m为通廊。

表1 主要设备
(3)通过对设备进行布置,总厂房高度为12m,合成区域为两层操作台,高度为6m。由于生产区氢气、甲醇、丙酮、四氢呋喃均为易燃易爆危险性的物质,所以选用耐火等级为一级厂房[6]。
(4)厂房的总长度为86m,宽度为18m。车间总平面布置见图5。

图5 总平面布置
2 一般生产区平面布置
原料药生产区为一般生产区,集中布置在厂房的西北角,占地面积375m2。设备一排摆放,设备与墙之间的距离根据各自安全距离而定[7]。操作台上主要设备为浓缩釜、冷凝器和接收储罐。各反应釜按照工艺流程的先后顺序并列一排成直线布置,悬挂于操作台。冷凝器设在浓缩釜旁边并配有相应的接收罐。操作台下主要为压滤机、中间罐、离心泵、干燥机等。两工段交接处设有中间暂存储罐,保证产品的连续化生产。暂存储罐旁设有离心泵输送液体物料。一般生产区平面布置见图6。

图6一般生产区平面布置
3 洁净区平面布置
制药洁净车间的设计不仅要遵循一般化工车间设计常用的设计规范和规定,而且要遵守与洁净厂房设计有关的设计规范和规定。
按照洁净等级的不同,制药生产车间可分为一般生产区、控制区和洁净区。本产品为无菌原料药,精制粉碎包装工序中的脱色结晶为C级洁净区,过滤、洗涤、干燥三合一阶段为B级洁净区,其他除了外包均为B级下的A级洁净区[5]。具体布置见图7。

图7 洁净区布置
4 辅助生产区平面布置
辅助生产部分包括物料净化用室、称量室、
原辅料外包装清洁室、动力室(真空泵和压缩机室)、配料室、配电室、通风空调室、分析化验室、原辅料和成品仓库等[8]。
本原料药生产车间中,制药用纯化水、注射用水、乙二醇、蒸汽室、空调、真空系统等都集中布置在二楼。其中纯化水的制备占据三个房间。具体布置见图8。

图8 纯化水制备的布置
(1)纯化水车间的制水设备按照工艺流程的顺序进行布置,摆放时要保持设备水平方向的连续性,原水储罐以及两个纯化水水箱由于体积较大,故置于房间的三个角落。同时安全距离要设置合理,同类型设备和性质相似的设备尽量集中布置。
(2)注射用水的设备与纯水站相邻。只要将纯化水进一步处理即可得到所需的注射用水。设备排列方式按照工艺流程顺序进行分布。
(3)乙二醇存放室、蒸汽室、空调、真空系统的房间均放在第二层。乙二醇存放室靠近一般生产区,因为从反应一开始就需要使用。其余的都靠近制水站,以便提供水站所需的能量来源。各辅助生产用室的布局参见图5。储罐间的具体布置见图9。

图9 储罐间的布置
5车间人物流流向布置
车间内的设施及布局应考虑人物流分开的原则,避免交叉发生污染。同时严格遵守A级洁净区、B级洁净区、C级洁净区及一般生产区的相关操作理念;禁止人员未穿洁净服在洁净区内进出,在A级洁净区域操作的人员必须穿着无菌工作服进行相关工作。对于物料传递路线,应设置单独的物料入口,其净化系统多采用带有互锁设施的缓冲室或传递窗,不得作为人流通道。
人员经过更鞋→一更→二更→三更→手消毒→洁净区。各自去向自己的岗位;原料通过传递窗→脱色→结晶→过滤洗涤干燥→粉碎筛分→待验→内包→外包→成品。人物流流向布置见图10。

图10 人物流流向布置
6 结 语
对美罗培南无菌化学原料药车间设计进行探讨。2010版GMP要求无菌原料药“动态”都要达到要求,在未来,制药设备的自动化以及无人化程度都将被大幅提高。同时,在密闭系统中进行物料输送已不再是难题。由于生产设备改革更新,自动化智能控制系统的利用,就可能设计出科技化、现代化的车间。要作出一个优秀方案,必须继承前辈经典的设计理念,还要实现创新,开拓思路,设计出高效、节能、安全、卫生的生产车间。
1郑衍,顾觉奋.碳青霉烯类抗生素研究新进展[J].国外医药抗生素分册,1999,20(1):1-5.
2刘华祥,孟庆伟.1β-甲基碳青霉烯类抗生素美罗培南合成进展[J].中国抗生素杂志,2009,34(5):257-262.
3SunagawaM,MatsumuraH,InoueT,etal.Synthesisandbiologicalpropertiesof1beta-methyl-carbapenemswithN-methylpyrrolidinylthiogroupanC-2position[J].JAntibiot,1992,45(4):500-506.
4张珩主编.制药工程工艺设计[M].北京:化学工业出版社,2013.
5吴德荣,汪镇安等.化工工艺设计手册(第四版)[M].北京:化学工业出版社,2009.
6GB50016-2014,建筑设计防火规范[S].
7蒋作良,殷斌烈等.药厂反应设备及车间工艺设计.北京:中国医药科技出版社,1994.1(1998.10重印).
8万春艳,宫莉萍等.药品生产质量管理规范(GMP)2010年版教程[M].北京:化学工业出版社,2014.7.
2016-06-01)
*黄红:在校大学生。专业研究方向为制药工程与工艺。
联系人:董继红。电话:13515130400,E-mail:65490463@qq.com。
