一种波形钢腹板FRP桥面板组合桥梁的应用
2016-11-08周印霄
周印霄

摘要:介绍了一种新型的组合结构桥梁,其主梁采用波形钢工字梁,桥面系为FRP桥面板,该结构充分利用波形钢工字梁优越的抗剪承弯能力,以及FRP材料抗拉、抗疲劳、抗腐蚀能力强等优点,实现了主桥结构的装配化施工。结合大广高速深州至大名段分离式立交桥工程,详细阐述了波形钢腹板FRP桥面板组合桥梁的施工方案。这种新型桥梁结构的应用对于推进桥梁创新意义重大。
关键词:波形钢腹板;工字梁;FRP桥面板;拉挤成型
中图分类号:U443.32文献标志码:B
0引言
波形钢腹板是以被加工成波形的钢板作为腹板的构件,用以替代传统的预应力钢筋混凝土腹板。世界上第一座波形钢腹板组合箱梁桥是于20世纪80年代末建成的法国Cognac桥;1993年日本将波形钢腹板应用于新开桥并使该技术得到了发展;2005年中国建成了第一座波形钢腹板组合箱梁桥——淮安长征人行天桥。近10余年间,波形钢腹板设计理论日益成熟,科研数据日臻完善,施工水平逐步提高,施工工法也呈现多样化发展,包括预制装配法、满堂支架法、无支架法、挂篮悬浇法、顶推施工法、RW工法等[1];且在各类跨径中均得到了应用发展,为完善中国波形钢腹板组合结构的科研、设计、施工、监控等提供了宝贵的经验。波形钢腹板具有的自重小、抗震性能好、抗剪能力高、褶皱效应强、结构美观、施工便捷、节能环保等优点备受设计师和工程师们青睐。
FRP材料是一种以高分子环氧树脂为基体,以玻璃钢或碳纤维等为增强体,经过复合工艺制成的复合材料。FRP复合材料具有抗拉强度高、质量轻、不锈蚀、热膨胀系数低、无磁性以及抗疲劳等特点[2],用于制造各种运动用具、管道、造船、汽车与电子产品的外壳和印刷电路板。
1项目概况
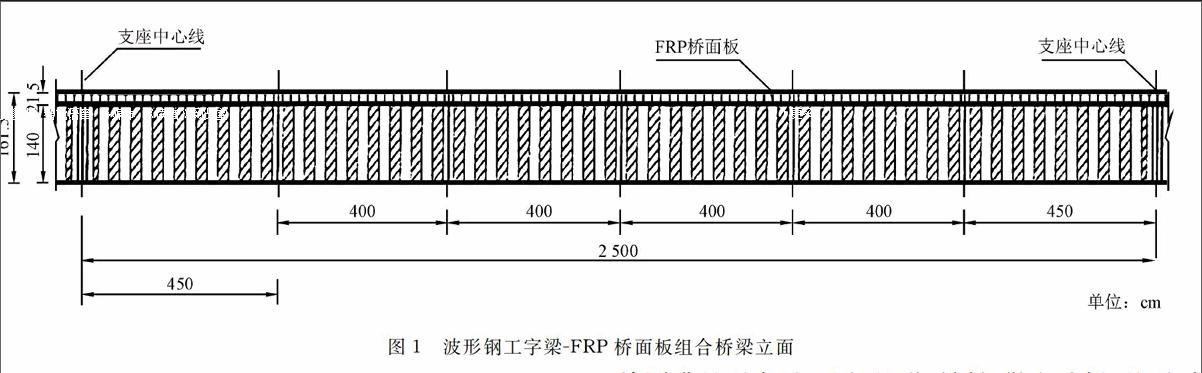
大广高速深州至大名段K17+487.363分离式立交桥,上部结构采用预应力混凝土工字梁和钢梁结构2种形式,跨径组合为20 m+4×25 m+20 m,其钢梁结构采用的是一种新型的波形钢腹板FRP桥面板组合结构(图1),钢梁为H型波形钢腹板结构,桥面板采用FRP玻璃钢材料,梁高161.5 cm[3]。
2细部构造
主梁采用波形钢腹板Q345D钢材工字梁,梁高140 cm,腹板厚度为6 mm,波长1 000 mm,波高200 mm;上下翼板采用宽600 mm、厚20 mm的钢板。为提高抗扭刚度,每4 m设计一道钢横梁,支点截面处设端横梁。FRP桥面板厚21.5 cm,宽25 cm,采用相邻桥板咬合式设计(图2、3)。
3施工方案
3.1波形钢工字梁的加工制作
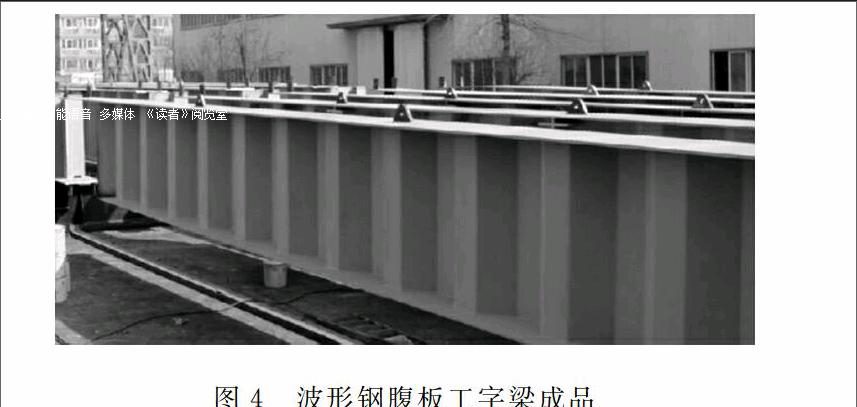
所用Q345D钢板的化学组分、力学性能经外委检测满足要求后,进行整形、号料、抛丸除锈,然后采用模压设备对平钢板进行波形板连续模压,实现整梁波形板纵向无焊接缝,确保受弯构件的整体稳定性[4]。钢板冷弯成型后,基板不应有裂纹以及明显凹凸和皱褶,几何尺寸和平面翘曲量等参数须符合设计要求。翼板与波形钢腹板结合部采用全自动焊接机器人自动跟进焊接,焊接前必须进行焊接工艺评定,选取焊接参数,严格处理焊接环境等。由于顶翼板与腹板焊接处的仰焊作业难度高,采用大型翻转机将工字梁整体进行翻转,把高难度的仰焊变为低难度的平焊,从而确保焊缝的施工质量。要对焊接成型后的波形钢腹板工字梁进行焊缝的无损检测,常规检测方法为射线探伤、磁粉探伤、超声波探伤等[56]。在组焊成型过程中钢板受焊接应力影响所产生的变形,应采用机械矫正法进行整形。探伤及整形符合要求后的波形钢工字梁应进行二次抛丸除锈,前处理达标后4 h应进行涂装作业,否则必须再次进行前处理,以确保涂装质量,至此成品波形钢腹板工字梁制作完毕(图4)。
3.2FRP桥面板制作
3.2.1FRP桥面板
本桥桥面板采用21.5 cm FRP拉挤型材。拉挤工艺是一种连续生产复合型材的方法[7],它是将纱架上的无捻玻璃纤维粗纱和其他连续增强材料、聚脂表面毡等进行树脂浸渍,然后通过一定截面形状的成型模具,使其在模内固化成型后连续出模,由此形成拉挤制品的自动化生产工艺(图5)。
3.2.2拉挤工艺流程
拉挤工艺流程为:玻璃纤维粗纱排布、浸胶、预成型、挤压模塑及固化、牵引、切割、制品。
(1)排布。将安装在纱架上的增强材料从纱筒上引出,并均匀整齐地排布出来。
(2)树脂浸渍。将排布整齐的增强纤维均匀浸渍在已配好的不饱和树脂中,最常用的是直槽浸渍法。在整个浸渍过程中,纤维和毡排列应十分整齐。
(3)预成型。浸渍后的增强材料穿过预成型装置,以连续的方式谨慎传递,确保它们的相对位置和均匀分布。接近制品的最终形状时,挤出多余的树脂,排除气泡,然后再进入模具进行成型固化。
(4)固化。浸胶增强材料进入模具并在模具中固化成型。模具是在系统确定的条件下设计的,根据树脂固化放热曲线及物料与模具的摩擦性能,将模具分成3个不同的加热区,其温度由树脂系统的性能确定。模具是拉挤成型工艺中最关键的部分,模具长度与固化速度、模具温度、制品尺寸、拉挤速度、增强材料性质有关,同时还应考虑树脂的压型收缩率等参数。
(5)牵引。牵引装置本身可以是1个履带型拉出器或2个往复运动的夹持装置,以便确保连续运动,拉挤速度对树脂浸润、拉挤产品性能有着重要的影响。
(6)切割。型材由自动同步移动的切割锯按需要的长度切割,切割过程刀具的磨耗非常严重。
3.3FRP桥面板运输及安装
FRP桥面板自重较轻,因此采用常规载货汽车即可运输至现场,但要采取有效的成品保护方法,防止FRP桥面板在起吊、运输、卸放过程中受砸、折、剪等强大外力造成破坏[8]。
针对FRP型材局部承压屈服强度及剪切强度低等特点,设计中在FRP桥面板底板中粘贴金属钢带,以使螺栓连接处的应力通过钢带尽可能均匀分布在钢带及FRP型材上。同时,为避免单板受力,波形钢腹板工字梁顶板铺设2 mm厚的氯丁橡胶,每个氯丁橡胶设置4个螺栓孔,孔径为23 mm,在氯丁橡胶开口处涂环氧胶,将波形钢腹板工字梁与钢带FRP组合梁粘结在一起[9]。将钢带FRP组合梁通过螺栓孔紧固在波形钢腹板工字梁的翼板上(图6)。使用FRP桥面板替代那些结构性能劣化、抗力衰减的桥面板是个很省时的办法,因为桥面板可以在工厂中生产,现场安装过程只需要很短的时间就能完成。由于FRP复合材料重量轻,在多地震地区使用FRP桥面板会减小地震过程中惯性力的作用,因此减少地震产生的损害[10]。在安装FRP桥面板时,要认真检查桥面板与工字梁翼板的结合情况,保证贴合均匀,无单板受力状态,且要掌握好螺栓拧紧力,拧紧力过大会对FRP材料造成破坏,过小则会使桥面板与主梁产生松动,影响结构稳定。
图6FRP桥面板连接部设计
4结语
大广高速K17+487.363分离式立交桥波形钢工字梁FRP桥面板组合桥梁实现了上部结构及桥面系的装配化施工,大大降低了传统预应力钢筋混凝土的劳动强度,且最大程度降低了结构自重,根治了混凝土腹板开裂问题。引进轻型桥面板解决了混凝土桥面板因盐分等引起的腐蚀问题,建桥速度和承载能力得到极大提高,桥型更为美观,降低了基础及下部结构设计截面,造价更为低廉,是一种全新的结构形式。
尽管FRP具有轻质、高强、耐锈蚀等优点,但也存在一定缺点,通常表现为各向异性、弹性模量低、剪切强度低、防火性能差等。在桥面体系中应用
FRP材料最大程度降低了雨水、盐分的侵蚀,且大大降低了结构恒载,维护费用低,经济指标突出,受到国内学者和工程师们推崇。面对未来广大的市场,还需要FRP生产厂家及科研工作者们就现有FRP材料的结构组分、力学性能等进行科研攻关,以获得更高的剪切强度、更好的延性等关键性能,优化FRP材料的连接部设计,并开发多种形式的组合体系。
参考文献:
[1]王飞,刘之光,任亮.波形钢腹板小箱梁顶推设计与施工研究[J].筑路机械与施工机械化,2015,32(8):6669.
[2]方志,杨剑.FRP和RPC在土木工程中的研究及应用[J].铁道科学与工程学报,2005,2(4):5461.
[3]朱坤宁,万水.FRP钢组合结构桥梁建造关键技术研究[J].玻璃钢/复合材料,2011(5):812.
[4]刘小旭.FRP沥青混凝土钢桥面铺装结构静力特性研究[D].重庆:重庆交通大学,2010.
[5]朱春阳.FRP钢管混凝土结构静动力学性能研究[D].大连:大连海事大学,2015.
[6]周英武,王苏岩.FRP加固钢筋混凝土梁抗剪计算公式的对比分析[J].铁道科学与工程学报,2005,2(3):2228.
[7]张锡祥,巫祖烈,杨忠,等.高耐久性FRP桥梁结构、构件的研究与实践[J].重庆交通大学学报:自然科学版,2011,30(S2):12241232.
[8]曾宪桃,车惠民.复合材料FRP在桥梁工程中的应用及其前景[J].桥梁建设,2000(2):6670.
[9]刘朵,杨丙文,张建东,等. 波形钢腹板组合桥梁内衬混凝土抗剪性能研究[J].世界桥梁,2013,41(6):7275.
[10]黄琪.波形钢腹板的设计方法[J].长安大学学报:自然科学版,2009,29(3):7376.
[责任编辑:王玉玲]
