液压螺栓拉伸量数据测量装置的研究
2016-10-31田勇
田 勇
(乌鲁木齐铁路局 科学技术研究所, 新疆乌鲁木齐 830011)
液压螺栓拉伸量数据测量装置的研究
田勇
(乌鲁木齐铁路局科学技术研究所, 新疆乌鲁木齐 830011)
传统液压螺栓拉伸量数据测量方式主要是采用传统机械指针式百分表,这种靠人工监测手工记录数据的操作方式,存在着人为误读和很多不确定因素,直接影响了螺栓的紧固质量和设备的整体性能。新型液压螺栓拉伸量数据测量装置采用位移传感器采集拉伸量信号,通过数字式百分表实时显示螺栓拉伸量测量数据,同时将采集的数据通过多通道采集系统转换模块经RS-232串口将数据统一传输到中央控制器中,对采集来的多路数据进行虚拟仪表显示和内部逻辑运算、判断、分析、报误等,并将测量数据自动存储并上传形成表格文件,供检验及管理人员进行数据核查和问题分析。
螺栓拉伸量; 位移传感器; 人机界面; 数据测量
在核电装备、风电装备、石油装备及铁路装备的大功率内燃机车柴油机等高端装备中,大量使用高强度、大扭矩的螺栓和螺母进行连接紧固。特别是大功率和谐内燃机车柴油机的新造总装和检修解体组装作业中,大扭矩螺栓和螺母的拆卸和组装作业是其重要的工艺环节,而大功率柴油机的主轴承螺母和汽缸盖螺母等关键部件拆装都是采用螺栓液压拉伸作业方式进行。螺栓液压拉伸最关键的工艺要求就是拉伸量测量的控制,随着铁路大功率和谐内燃机车的快速发展,这就对在作业过程中螺栓拉伸量长度数据的控制精度和测量方式提出了新的要求,以满足不断发展的大功率和谐机车柴油机检修作业的工艺需要。
1 传统液压螺栓拉伸量数据测量方式
传统液压螺栓拉伸量数据测量方式主要是采用传统机械指针式百分表对作业过程中的螺栓拉伸量进行测量调试,同时用手工记录数据的人工操作方式,再将观测到的数据记录在螺栓拉伸量测量表格上,经现场检验人员的签字确认,作为质量检查的依据和存档资料,这种靠手工记录数据的操作方式,记录过程中存在着人为误读和很多不确定因素,直接影响着螺栓的紧固质量和内燃机车设备的整体性能和运行质量,主轴承螺栓拉伸量指针式百分表测量见图1,汽缸盖螺栓拉伸量指针式百分表测量见图2。
尤其是在大功率内燃机车柴油机的检修作业过程中,采用传统方式测量螺栓拉伸量,由于人为因素测量不准确,数据不能自动读取和存储,特别是主轴承和汽缸盖等关键螺栓拉伸量不足或过大,都将造成检修作业重新返工影响交车,如果不符合工艺质量标准要求的大功率内燃机车上线运行,一旦发生曲轴和汽缸盖漏气、拉缸、抱瓦等问题,将导致干支线机车途中停轮等严重铁路事故,甚至可能造成不可预测的重大铁路安全事故损失,为此,研究开发了适用于液压螺栓拉伸量数据测量装置(以下简称装置)。

图1 主轴承螺栓拉伸量指针百分表测量

图2 汽缸盖螺栓拉伸量指针百分表测量
2 液压螺栓拉伸量数据测量装置
2.1常用螺栓和螺母连接紧固方式
目前常用的螺栓和螺母的连接紧固方式有两种:一种是螺栓扭矩方式,在设计中一般给出的是拧紧扭矩, 而对特殊要求的连接紧固采用螺母转角计算和扭矩与转角相互校准、调整,扭矩方式的计算来自拉伸力,但受螺栓的新旧程度, 螺栓和螺母有没有润滑及螺纹摩擦副等因素影响, 会产生扭剪力和侧向力,对联接的接触面会有摩擦损伤,其精度控制也不是特别精确。另一种是螺栓拉伸方式,在设计中一般给出的是预紧力。螺栓拉伸方式是利用液压油缸精确控制螺栓预紧力直接对螺栓端头施加外力,将螺栓拉伸到工艺要求的拉伸量长度,然后通过金属拨杆来拨动螺母拧紧,这样就保留了对螺栓施加的载荷。采用拉伸方式对螺栓和螺母进行紧固,由于不受螺栓和螺母润滑及螺纹摩擦副的影响,使用纯拉力直接拉长螺栓,无扭剪力和侧向力,对联接的接触面无摩擦损伤,得到的剩余载荷与有效载荷比扭矩紧固方式更大,所以拉伸方式是更高效、更精确的紧固方式。特别适用于紧固精度要求较高的接合应用中。
2.2研发装置的必要性
在日趋激烈的市场竞争中,产品的最大竞争力就是质量,作为产品质量保证的关键环节,产品的测试及测量方式具有极其重要地位和作用,
随着我国铁路装备技术的不断发展,对机车检修质量和检修效率提出了更高的要求。传统的人工检测及手工记录的数据测量方式已远远不能适应铁路部门管理信息化的要求,特别是对大功率机车柴油机螺栓拉伸量被测数据信息不仅要能在现场实时显示监测,而且还能对各项关键数据自动读取、分析判断、数据存储、传输打印等,还可将被测数据通过局域网等手段传输到数据库用于数据共享,这就迫切需要一种新型螺栓拉伸量数据测量装置。
2.3研发装置的可行性
随着计算机电子技术信息技术的飞速发展,微型化、集成化、智能化、虚拟化和网络化成为计算机技术为核心的现代测控技术的一个发展趋势,特别是智能传感器及人机视觉技术等新型技术在工业控制中的应用,使得数据虚拟显示、记录存储、分析判断等功能的实现成为可能。
2.4装置组成原理
螺栓拉伸量数据测量原理是利用多个位移传感器采集拉伸量模拟信号,通过数字式百分表实时显示螺栓拉伸量测量数据供现场操作人员使用, 以满足作业现场操作显示螺栓拉伸量数值的需求,同时再将采集来的数据送到多通道采集系统转换模块中经A/D转换为数字信号,经CAN总线由RS-232串口将数据统一传输到人机界面的控制器中,对采集来的多路数据进行内部逻辑运算、判断、分析、报误等, 便于操作人员随时掌握拉伸变化量,避免操作人员疏忽大意造成误判断,同时测量数据按工艺要求自动存储并上传形成历史表格文件,测试测量数据可供检验、验收及管理人员后台数据共享并据此进行数据核查和问题分析,螺栓拉伸量数据测量装置组成原理见图3所示。

图3 螺栓拉伸量数据测量装置组成原理
2.5装置组成架构
螺栓拉伸量数据测量装置的设计应遵循系统完整、安全可靠、接口统一、功能完备、使用简单、携带方便的原则,螺栓拉伸量数据测量装置主要由位移传感器、数字显示表、多通道数据采集器、交流电变压器、24 V电源模块、直流信号调理模块、触摸显示屏等模块组成。作业时将拉伸器吊装到拉伸螺栓上,用螺栓拉体将拉伸螺栓旋紧,位移传感器指针伸进螺栓拉体孔与拉伸螺栓头部平面接触后数字显示表调零,启动液压泵站使液压压力值达到工艺要求,对应螺栓拉伸量达到最大值,用专用拨杆将螺母旋紧后并使液压泵站卸压,此时,数字显示表所显示的值即为螺栓实际拉伸量,同时,测量过程通过数据采集器送入测量装置。
采用位移数字显示百分表采集螺栓拉伸量数据进行现场监测,同时通过接口将采集到的数据传输到多通道数据采集模块,然后经CAN总线将数据进行转换、滤波、放大及调理等处理,送入控制模块完成数据的通讯输入、过程显示、逻辑计算、存储分析、判断报误等测控过程。采用RS-232上传、下载控制程序或利用USB快速上传、下载人机画面程序,使用SD存储卡进一步扩展数据存储容量或通过局域网将测试的数据进行上传数据库存储,并以CSV文本格式通过接口上传到上位计算机上形成数据试验或分析报告,螺栓拉伸量数据测量装置组成架构见图4所示。

图4 螺栓拉伸量数据测量装置组成架构
2.6测量软件
螺栓拉伸量数据测量装置的人机互动界面显示系统采用基于C语言语法的宏命令DOPSoft编程软件进行人机互动程序编写,实现测试控制及对测量结果的逻辑判断等功能,编辑软件DOPSoft支持Windows XP / Vista / 7等操作系统,多路位移数据传感器与中央控制模块通过RS-232串口采用RTU模式Modbus总线协议进行通讯,上位计算机采用LabVIEW可视化图形编程软件编写数据分析处理管理系统程序,实现对历史数据进行查询统计和分析判断等功能,人机互动界面程序运行过程原理见图5.

图5 人机互动界面程序运行过程原理图
2.7测量功能
螺栓拉伸量数据测量装置主要功能由动态拉伸测量、历史数据查询、实时曲线分析和帮助使用说明等部分组成,在动态拉伸测量界面可测试3种类型产品、16个部位、实时显示4组动态测量拉伸值和最大值,通过与预先设置的螺栓拉伸量上限值和下限值数据对比进行分析判断,做出合格及不合格结论并报警显示,同时自动生成并存储测试时间日期、位号、测量值、操作者、试验类型、试验结果等数据,避免了人工采集造成的漏检、误检,提高了测量的准确度,螺栓拉伸量数据测量装置人机界面主界面如图6。

图6 螺栓拉伸量数据测量装置人机界面主界面
2.8数据处理
通过接口将CSV文本存储格式导出以Excel的文件格式数据存储在上位计算机上,采用LabVIEW可视化图形软件编写计算机终端的螺栓拉伸量数据分析处理管理软件,对历史数据进行查询统计和分析判断,根据历史数据绘制历史趋势曲线图,能直观反映出拉伸量的变化幅度,并能自动计算出合格数与不合格数数量并自动绘制测试过程拉伸曲线并最终形成数据分析报告,液压螺栓拉伸量测量数据分析界面见图7。

图7 螺栓拉伸量数据测量装置数据分析界面
2.9现场应用
测量装置通过库尔勒等机务段柴油机检修作业现场实地应用,实现了数字化测量和显示、测量数据超限判断、数据存储分析等,生成测量的时间日期、位号、各表测量值、操作者、试验类型、试验结果等数据,按照检修工艺要求,主轴承和汽缸盖螺栓紧固后伸长量应为0.65~0.75 mm,HMI界面显示的数据与位移传感器检测的值均在工艺许可范围内达到了预期的要求,柴油机检修主轴承螺栓拉伸应用测试见图8。
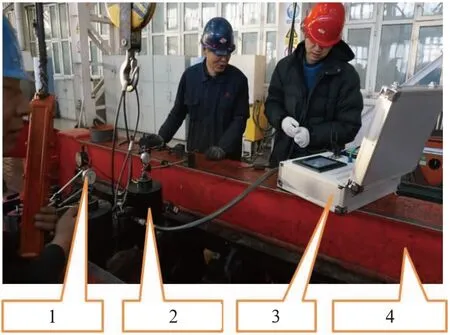

图8 机务段主轴承螺栓拉伸应用测试
3 结束语
液压螺栓拉伸量数据测量装置的应用,实现了主轴承和汽缸盖螺栓检修的数字化测量、显示及超限判断,通过采用位移传感测量技术代替传统机械指针式百分表进行数字化测量螺栓拉伸量,集成传感器技术、人机交互技术、通讯接口等技术实现被测数据的自动测量、数字显示、数据存储、分析判断等功能,便于操作人员、管理人员等随时掌握拉伸变化量,避免工作人员疏忽大意造成误判断,实现了检测作业由人控到机控的有效转变,达到了拉伸检测作业的规范性、可靠性、高效率的管理,大大提高了螺栓拉伸紧固连接质量,保证了大功率柴油机机车整体检修水平,同时将检修数据上传数据库,实现了检修数据信息共享,提高了检修作业信息化管理水平。
[1]魏克新,赵钢,等.自动控制综合应用技术[M]. 北京:机械工业出版社,2008.
[2]中达电通股份有限公司, DOP-B人机界面使用手册[Z].
[3]雷振山,魏丽,赵晨光,等.LabVIEW高级编程与虚拟仪器工程应用[M].北京:中国铁道出版社,2013.
[4]乌鲁木齐铁路局科学技术研究所.数字式螺栓拉伸测量装置研制报告[R].2015.
Hydraulic Bolt Drawing Value Data Measurement Method Research
TIANYong
(Urumqi Railway Administration Institute of Science and Technology, Urumqi 830011 Xinjiang, China)
The traditional hydraulic bolt tensile data measurement methods mainly adopts the traditional mechanical pointer type dial indicator,this by artificial monitoring manual record data mode of operation, there is a man-made misreading and many uncertain factors,directly affect the quality of the bolt fastening and the overall performance of the equipment. The new type of hydraulic bolt tensile data using amount of tensile collected displacement sensor signal measurement, through the digital dial indicator real-time display bolt tensile measurement data, at the same time will be collected by multichannel data acquisition system conversion module via RS232 serial interface to transmit data to industrial touch screen controller, multi-channel data collected for internal logic operations, judgment, analysis and reporting errors, and the measured data will be automatically stored file and upload form, for the inspection and management personnel for data verification and problem analysis.
bolt on tensile strength; displacement transducer; industrial touch screen; measurements
1008-7842 (2016) 04-0024-04
男,高级工程师(
2016-04-13)
U262.29
Adoi:10.3969/j.issn.1008-7842.2016.04.06
