瓷质柔光釉饰砖立体柔性镜抛均匀性研究
2016-09-18刘学斌古战文杨庆霞邓江文陈志川东莞市唯美陶瓷工业园有限公司
刘学斌 古战文 杨庆霞 邓江文 陈志川(东莞市唯美陶瓷工业园有限公司)
瓷质柔光釉饰砖立体柔性镜抛均匀性研究
刘学斌古战文杨庆霞邓江文陈志川
(东莞市唯美陶瓷工业园有限公司)
本文以瓷质釉饰砖抛光生产工序为研究,以产品光泽度、产品耐污性能为检测指标,探讨了釉饰瓷砖生产工序中的产品背纹设计、抛光磨具、抛光工序及抛光打蜡工艺对瓷质柔光釉饰立体柔性镜抛均匀性的影响。研究表明:采用正六角蜂窝背纹生产的釉饰抛釉砖,运用新型树脂金刚石仿形抛光磨具进行弹性与柔性相结合的复合三元运动抛光工艺,结合纳米级超洁亮与纳米柔光防污剂组合的打蜡工艺,可以有效地提高瓷质釉饰砖立体柔性柔光镜抛均匀性能。
瓷质釉饰砖;柔性柔光镜抛;产品背纹;抛光磨具;抛光蜡水
1 引言
自2009年起,亮光全抛釉产品逐渐成为国内建陶市场的主流产品,而同质化也越来越严重[1]。目前市场上所热销的全抛釉产品或大理石瓷砖表面光泽度一般为90°左右,从家居生活实际使用角度来看,一定程度上造成光污染,干扰了人的视觉。近两年新兴的瓷质柔光全抛釉饰砖是采用立体柔性镜抛技术,使得砖面产生漫散射,降低砖抛光表面的反光率,从而达到柔光效果。瓷质釉饰全抛砖的柔光效果介乎于亮面全抛釉砖强光和亚光砖弱光之间,其光泽度一般在30~60°之间,此光泽度也是最符合人体视觉舒适的范围[2]。大规格墙地砖抛光技术是影响釉饰抛光产品最终质量的关键,其抛光工艺相对比较复杂,有众多的抛光质量影响因素[3]。
本文针对瓷质柔光釉饰全抛砖立体柔性镜抛效果,以瓷质釉饰砖抛光生产工序为研究,探讨了产品生产后工序中的釉饰砖产品背纹、抛光磨具、抛光工序以及抛光打蜡工艺对瓷质柔光釉饰立体柔性镜抛均匀性的影响,为瓷质釉饰砖立体柔性柔光(简称双柔)镜抛技术的研究与生产应用推广提供了实际的参考依据。
2 实验
2.1实验材料
⑴普通防污蜡水、纳米超洁亮蜡水、纳米柔光蜡水——佛山某专业陶瓷化工科技有限公司生产。
⑵黑色钢笔墨水——上海墨水厂生产的英雄牌黑墨水。
⑶抛光磨具——佛山市精摩陶瓷材料有限公司生产。
2.2实验测试及仪器
⑴柔光镜抛工艺测试——采用广东科达机电股份有限公司的新型往复摆动式抛光机对瓷质釉饰砖进行立体镜抛。
⑵光泽度性能测试——瓷砖表面的光泽度是指瓷砖表面反射光的能力。采用科仕佳光电仪器有限公司生产的WGG60-Y4型光泽度计来测试砖面光泽度,本项目瓷质柔光釉饰全抛砖光泽度控制50°左右。
⑶防污性能测试——采用黑色钢笔墨水在抛光除蜡后的砖面均匀涂抹,其后用踩踏方式进行破坏性处理,待砖表面的墨水测试24小时后,用清水和抹布进行清洗,从而对比测试前后产品釉面效果的变化。
⑷耐污染性测定:按照GB/T4100-2006《陶瓷砖》附录G标准,GB/T3810.14-2006陶瓷砖试验方法第14部分:耐污染性的测定方法。
2.3主要抛光工艺
瓷质釉释半成品砖→仿形弹性抛光→柔性抛光→上纳米防污蜡水→磨边→贴塑料薄膜→打包。
3 结果与讨论
3.1产品背纹纹理设计对瓷质柔光釉饰砖立体柔性镜抛均匀性影响
在对陶瓷釉饰砖进行柔光镜面抛光生产过程中,经常出现因产品背纹纹理的不同需要重新调整抛光参数设置,而且调整幅度很大,一定程度上影响了柔光镜抛的均匀性。这是因为不同产品背纹纹理导致其产品的砖形变化不一,从而需要调整抛光参数,影响了产品的抛光均匀性。
砖形是釉饰镜抛产品生产过程中必须严格控制的一个工艺参数,其直接影响到产品抛光和铺贴使用效果。为了更好地探讨产品背纹纹理设计对产品砖型及柔光镜抛均匀性的影响,在相同的工艺条件(同一压机设备、统一的坯釉配方及工艺参数、同一窑炉及窑位)下,对实际生产中常用的不同背纹纹理(正方格纹、45°斜条纹、正六角蜂窝纹)产品进行一系列的在线对比生产试验。如表1。
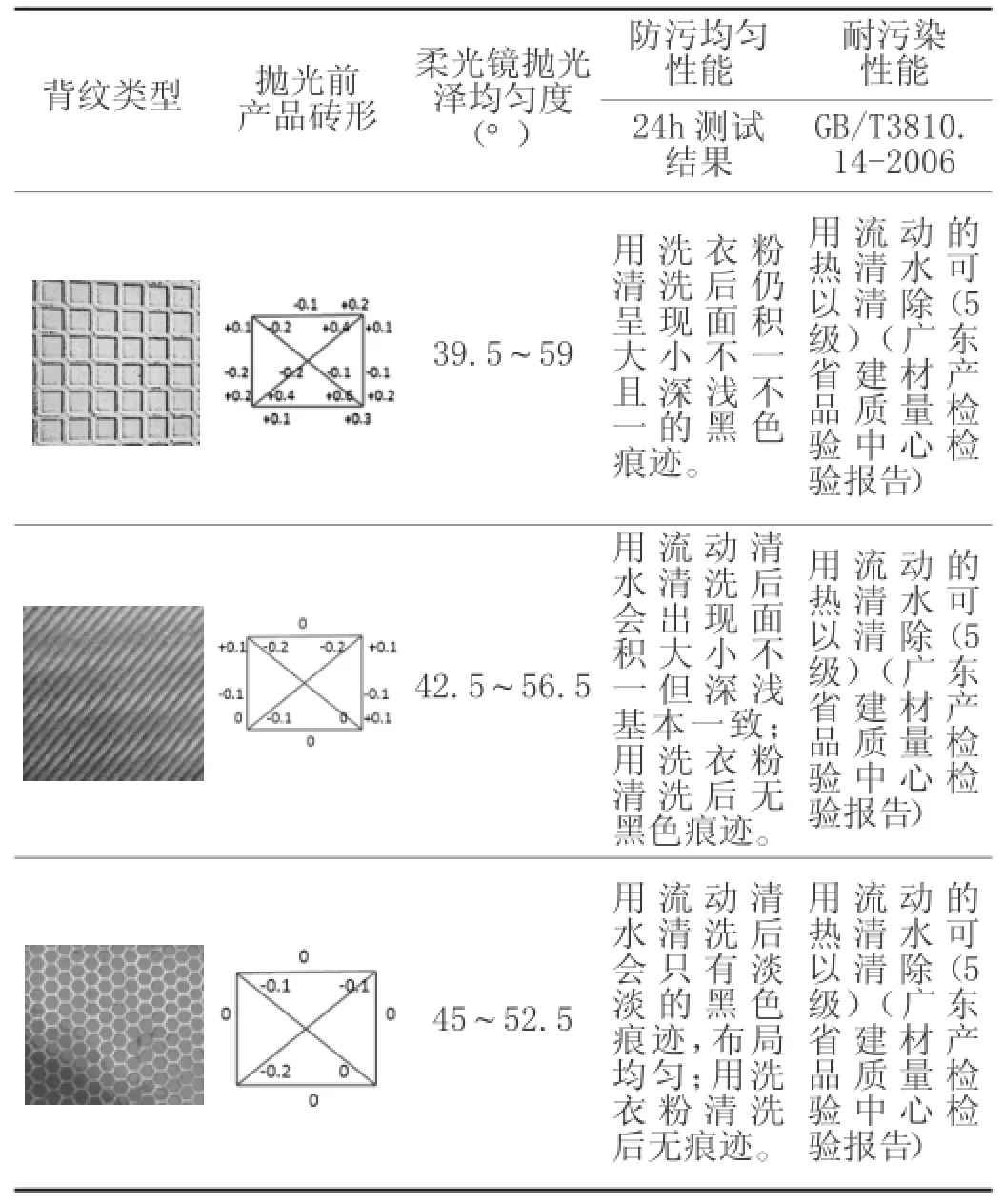
表1 不同的产品背纹纹理对柔光釉饰瓷砖立体镜抛均匀性影响试验
从表1可知,采用背纹为正六角蜂窝纹的柔光镜抛产品效果优于其他两种背纹,同时也说明不同的产品背纹对产品的砖型和柔光镜抛抛光均匀性有不同程度的影响。
为了使釉饰砖产品要达到抛光后表面中间部位与四边均匀效果,在大生产坯体配方稳定的前提下,还可以采用产品背纹的四边边缘内侧增加一条底筋(如图1),改善产品的平整度。有研究表明[4],所设计的抛釉砖专用底模,即在常规底模的四边边缘内侧各设置一条槽,使相对应的砖坯体各边缘内侧增加一条筋,改变原来砖坯边缘的重心位置把砖坯边缘的重心受力点往外移,解决了烧成过程中因砖坯软化后走砖变形使釉料高温熔融流动到四边堆积而造成四边釉层偏厚塌边的问题。

图1 产品背纹的四边边缘内侧增加底筋示意图
3.2抛光磨具设计对瓷质柔光釉饰砖立体柔性镜抛均匀性影响
由于釉饰砖的釉层相对比较薄,一般情况下所抛削的釉层深度为0.10~0.2mm。如采用抛光砖的“刚性”抛光方式,就容易在砖表面产生局部缺花、缺釉现象。因此在进行釉饰砖釉层镜面抛光时,其对抛光磨具要求是比较高,其关键技术在于磨具结构的设计上[5]。
在现有陶瓷厂的瓷砖抛光流水生产工序中,最常用的抛光磨块有菱苦土SiC磨具、金属结合剂金刚石磨具、树脂金刚石软磨片、海绵抛光擦以及树脂金刚石磨具等。根据不同瓷砖品类的抛光效果,选择不同种类的抛光磨具。抛光磨具中的磨料主要的用途为磨削抛光作用,应具备相当高的硬度,并且要在磨削抛光过程中能抵抗碎裂、保持切削刃的能力[6]。金刚石就是抛光磨削最好的磨料,无论是天然金刚石,还是人造金刚石,都具有硬度高,耐磨性好,摩氏硬度高达10,显微硬度为10000kg/mm2,显微硬度比石英高1000倍,比刚玉高150倍,可广泛用于切削、磨削、钻探[7]。针对陶瓷釉饰砖全抛釉层厚度的特点,一般都会采用T型弹性树脂金刚石磨具进行釉饰砖面仿形抛光[1]。树脂金刚石磨具具有一定的弹性和较高的结合性、导热性和强度,以及自锐性好、不易堵塞等特点,同时根据不同金刚石目数搭配可以粗抛、精细加工,具有良好的抛光性能。特别是纳米Si3N4改性聚酰亚胺树脂型金刚石磨具[8]。
现有市场上的弹性树脂金刚石磨具一般分为:全弧型树脂金刚石磨具、小柱块排列均匀型树脂基金刚石磨块。全弧型树脂金刚石磨具能一定程度上解决砖面与磨具之间刮擦而产生的划痕[9]。但由于其全弧整面块状结构,仿形效果有限,容易使釉饰表面局部抛露底,因此常用于瓷质抛光砖产品抛光工序。目前行业内抛釉饰产品抛光阶段大都采用柱块排列均匀型树脂基金刚石磨具,采用排列规整的树脂金刚石磨具进行抛光,其工作面能够根据砖面形状自由调整方向,仿形抛光功能强,抛光时间较短,能提高砖面光洁度[10]。由于这种金刚石磨块均匀排列整齐,抛光磨盘按一定的轨迹行走时,得到的柔光镜抛釉面容易产生有规律性的波浪纹,甚至无法消除,其镜抛抛光均匀度就难以保证[11]。
为了达到釉饰瓷砖柔光镜抛均匀效果,在上述两种弹性树脂金刚石抛光磨具的基础上,项目设计出新型树脂金刚石仿形抛光磨具(如图2),其表面特点为:多行不同形状不同大小的磨粒成弧状非规则排列。同时将小磨块粒的边角设计为45°圆弧状,以减少抛光过程中磨粒对水流通的阻力,保证抛光过程中每个角落水流的畅通性和均匀性,避免工件灼伤。在实际饰面砖抛光生产的过程中,上一排金刚石磨头抛光所留下的磨痕由下一排非规则排列的金刚石磨头磨抛掉,如此层层消磨淡化磨痕,使抛光后砖面的波浪纹变浅或甚没有波浪纹,从而提高釉饰抛釉砖的柔光镜抛均匀品质[11]。
图2 各种金刚石抛光模具效果图
3.3抛光工艺对瓷质柔光釉饰砖立体柔性镜抛均匀性影响
抛光工序是保证釉饰柔光镜抛砖表面粗糙度和光泽度均匀性的关键技术。在抛光过程中最为关键的设备部位是抛光磨头凸轮机构。常见的抛光磨头机构分为摆动式、圆柱滚动式、圆锥滚动式和行星端面式四种[12]。本文采用广东科达机电股份有限公司的新型往复式摆动式抛光机作为项目釉饰瓷砖的镜面抛光设备,有实践表明[12][13]:通过输送带将釉饰砖以一定速度的纵向运动,抛光机上面的曲柄滑块带动横梁摆动而使抛光磨头凸轮机构作往复的直线运动,以及正在砖面往复摆动抛光磨具的高速自动旋转运动复合成了三元运动,实现了柔光镜抛抛光均匀和改善漏抛。
抛光的目的就是釉饰抛釉砖表面获得均匀的光泽度和平整度。这就要求在抛光过程中,既要考虑釉饰砖釉层允许的抛削量,又要考虑抛光表面均匀度。因此除了研究抛光磨头机构的运行方式与曲柄摆动规律,还要对抛削速率、抛光磨具材质以及抛光磨具磨粒目数等抛光工艺参数进行摸索确定[14]。在项目实验中,通过新型往复式摆动式抛光实际生产试验综合对比分析,采用弹性抛光工艺与柔抛工艺相结合的抛光工艺可以提高柔光釉饰砖镜抛抛光均匀度。这种组合抛光工艺即采用新型树脂金刚石仿形抛光磨具釉饰沿着釉饰砖面的形状进行仿形修整抛光,其磨具的磨粒目数由150目到3000目依此递增;然后再采用4000~5000目海绵金刚石抛光擦进行超精细抛光来淡化磨痕或波浪纹变浅。
3.4抛光打蜡工艺对瓷质柔光釉饰砖立体柔性镜抛均匀性影响
经铺贴、使用的瓷质抛光砖,普遍存在抗污染性能差,其表面容易受到污染,从而影响了其清洁和美观效果[15]。这是由于瓷质抛光砖表面经过抛光后产生了许多不同大小的小裂纹和气孔。因此,一般都会在其抛光表面进行纳米保护膜技术处理,以提高瓷砖表面的防污性能[16]。瓷质镜面全抛釉饰砖与瓷质抛光砖类似,都需要经过一系列的镜面抛光工艺,因而其表面同样也存在一些极少量微细小的气孔或毛孔,虽然瓷质镜面全抛釉饰砖的表面是一层类似玻璃的透明釉,比瓷质抛光砖的表面更致密。因此,本项目通过对瓷质柔光镜面全抛釉饰砖进行了不同抛光蜡水选择及其系列工艺对比试验(如表2),探讨了抛光蜡水对瓷质柔光镜面全抛釉饰砖抛光均匀度的影响。
从表2实验结果可知,采用纳米级超洁亮与纳米柔光蜡水组合及其工艺对瓷质镜面全抛釉饰砖进行防污处理效果优于其他方案,其砖表面光泽度为45~55°,用流动清水清洗后无痕迹,耐污性能达到5级,其防污与耐污均匀性能达到最佳。
4 结论
⑴通过实验对比分析证明,采用正六角背纹生产的釉饰抛釉砖产品,运用新型树脂金刚石仿形抛光磨具进行弹性抛光工艺与柔抛工艺相结合的复合三元运动抛光,以及纳米级超洁亮与纳米柔光防污剂组合打蜡工艺,可以有效地提高瓷质釉饰砖立体双柔镜抛均匀性能。
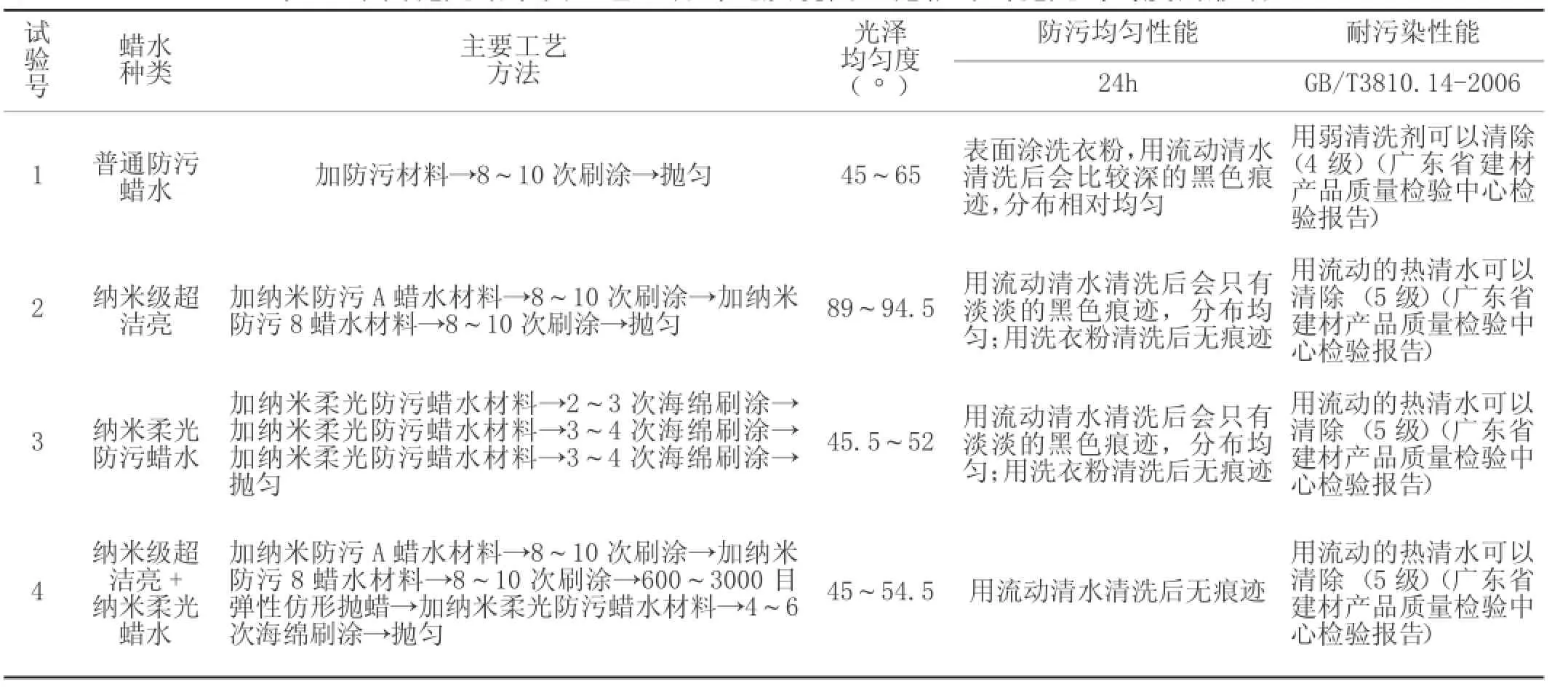
表2 不同抛光蜡水及工艺组合对瓷质镜面全抛釉饰砖抛光均匀度的影响
⑵运用立体柔性柔光镜抛技术生产的瓷质柔光釉饰全抛釉陶瓷砖的表面光泽达到柔光效果,其光泽度为50°左右,此柔光效果符合人体居住视觉舒适的范围。●
[1]古战文,李佳鹏,刘任松,等.凹凸仿古全抛陶瓷砖工艺艺术的研究[J].新材料新装饰,2013(05):285+287.
[2]柔光瓷砖崭露头角 行业未来大势所趋[EB/OL].中华陶瓷网,2015-05-14.
[3]陈彩如,谭建平.大规格陶瓷砖抛光过程仿真与试验研究[J].中国陶瓷,2008(02):45-47.
[4]黄绍明,蒋永光.瓷砖模具以及由其制作的瓷砖砖坯[P/OL]. CN201420866513,2014-12-31.
[5]孔海发.有关“柔抛工艺”与“靠形抛光”的分析[J].佛山陶瓷,2010(6):50-50.
[6]张惠民.普通磨料制造[M].北京:中国标准出版社,2001.
[7]北京师范大学,华中师范大学,南京师范大学.无机化学[M].中国:高等教育出版社,2007.
[8]彭进,侯永改,张琳琪.金刚石磨具纳米Si3N4改性聚酰亚胺树脂结合剂研究[J].金刚石与磨料磨具工程,2008(02):57-60.
[9]周华,伊贤东.树脂金刚石磨具及其制作模具[P/OL]. CN201310205492,2013-05-28.
[10]窦培良,邵志,王慧敏,等.仿古陶瓷砖修磨专用金刚石磨块[P/OL].CN201320492425,2013-08-13.
[11]古战文,刘学斌,杨庆霞,等.仿形抛光磨具[P/OL]. CN201520888452.8,2015-11-10.
[12]戴哲敏,李德生.瓷砖行星端面磨抛光机磨抛分析[J].陶瓷学报,2012(04):483-487.
[13]李松,郑超,黄瑞文.抛光砖面磨抛均匀性浅析[J].陶瓷,2005(07):19-22.
[14]冯浩,张柏清.墙地砖抛光机磨削均匀性分析及建模[J].陶瓷学报,1999(04):220-225.
[15]曾令可,柴卉,任雪潭,等.提高瓷质抛光砖表面防污性能的研究[J].硅酸盐通报,2007,26(4):760-764.
[16]周鹏,何高,袁金波,等.瓷质抛光砖“超洁亮”技术[J].佛山陶瓷,2007(5):16-18.