粘片胶固化对塑封集成电路可靠性的影响
2016-09-07李强,李红
李 强,李 红
(天水华天科技股份有限公司,甘肃天水,741000)
粘片胶固化对塑封集成电路可靠性的影响
李强,李红
(天水华天科技股份有限公司,甘肃天水,741000)
当具有诸如分层等可靠性缺陷的微电子器件焊接在线路板上,通过回流焊时会产生塑封体裂缝、塑封体鼓胀等重要缺陷。粘片胶未充分固化、水汽未完全排除、环境湿气较大易吸湿等原因导致水汽沿着塑封体与引线引脚向内部扩散。表现为各结合面的分层,粘片胶与芯片之间、塑封体与引线之间、塑封体与芯片之间,各种分层在快速加热产生的热应力下水汽快速膨胀,从而引起器件可靠性隐患。
并键词:粘片胶;分层;可靠性
1 引言
近年来,塑料封装以其低廉的成本,在电子整机产品中得到广泛应用,代替陶瓷封装和金属封装成为封装业的主流,同时塑料封装集成电路的产品可靠性也不断提升,几乎可以与军工产品相媲美。集成电路常规塑料封装过程中,由于芯片始终要和粘片胶相结合,如果粘片胶内部湿气未完全排除,塑封集成电路就会存在可靠性隐患,比如芯片分层、粘片胶分层等。芯片分层已有很多研究,不再讨论,这里主要分析粘片胶分层对产品可靠性的影响。集成电路塑料封装粘片胶高温固化时间不够,不能将高温粘片胶中的水汽完全排出,使得产品受热时高温粘片胶中的水汽迅速膨胀,引起分层甚至产品爆裂,导致产品可靠性降低甚至失效。
2 分层原因分析
在集成电路封装过程中,高温粘片胶固化时间不足导致粘片胶固化不充分会影响产品可靠性,具体现象如下:在回流焊过程中,部分封装产品会出现封装体底部有凸起现象而导致电路虚焊。对产品进行回流焊实验,回流焊温度为250℃,回流焊过程总时间为7 min,其中温度在175℃以上的时间为2 min,当采用热吹枪加热到270℃时,产品底部出现“鼓包裂开”。针对上述问题,需对样品进行分析、验证,并总结失效机理,制定预防改善措施,对产品先进行非破坏性分析和破坏性分析。
2.1外观检查
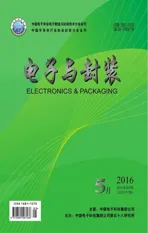
对封装产品的外观进行检测,发现正常产品的底部平整,异常产品封装体的底部出现开裂现象,具体情况如图1所示。
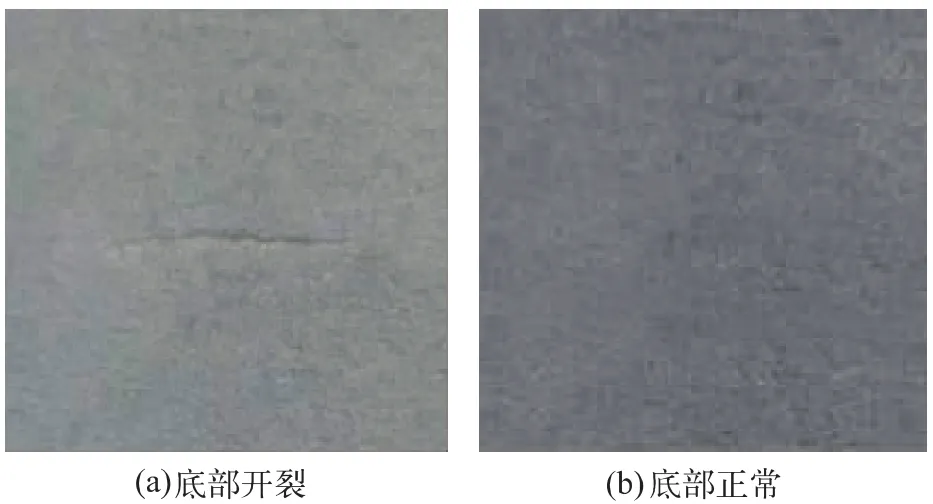
图1 开裂产品和正常产品封装体底部外观对比
2.2X-Ray透视分析
X-Ray检查是指利用高电压撞击靶材产生X射线穿透,来检测电子元器件、半导体封装产品内部结构构造品质以及SMT各类型焊点焊接质量等。对失效封装体底部开裂产品进行X-Ray检查,如图2所示,发现产品焊线良好。
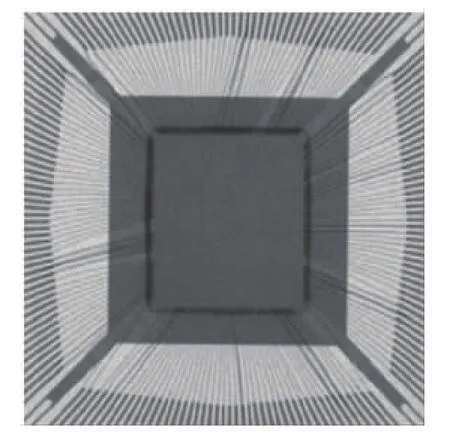
图2 失效产品X-Ray检查
2.3SAT扫描分析
SAM(Scanning Acoustic Microscope)又被称作SAT(Scanning Acoustic Tomography),同X-Ray一样,也是半导体行业用的非接触性检测工具之一,可对IC封装内部结构进行非破坏性检测,能有效检出因水汽或热能所造成的各种破坏,如填胶中的裂缝、封装材料内部的气孔等。对封装体底部开裂产品进行超声扫描(反射)检查,如图3所示,圈出区域表示有分层,发现产品的芯片表面和引线框架打线区域未出现分层,故判断产品分层合格。
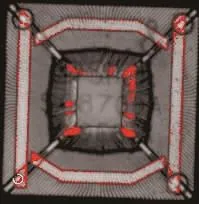
图3 产品分层合格
再次对产品进行超声扫描(透射)检查,如图4所示,发现产品芯片区域颜色发黑,透射探头无法穿透样品,判断产品存在异常,需要进行Cross-Section检查。
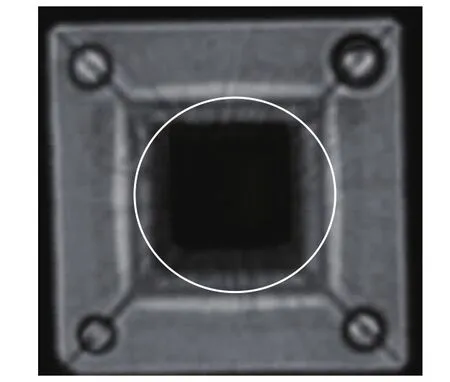
图4 超声扫描(透射)检查
2.4Cross-Section分析
Cross-Section分析是指对产品进行切割,观察产品横断面各界面之间的分层情况。为进一步探究产品存在异常的原因,对问题产品进行切片分析,具体如图5所示。
通过切片分析,发现产品粘片胶与载体、载体与塑封体之间存在明显的分层,初步判断是封装体分层内存在气体,导致产品在加热过程中气体受热膨胀,塑封体底部裂开。
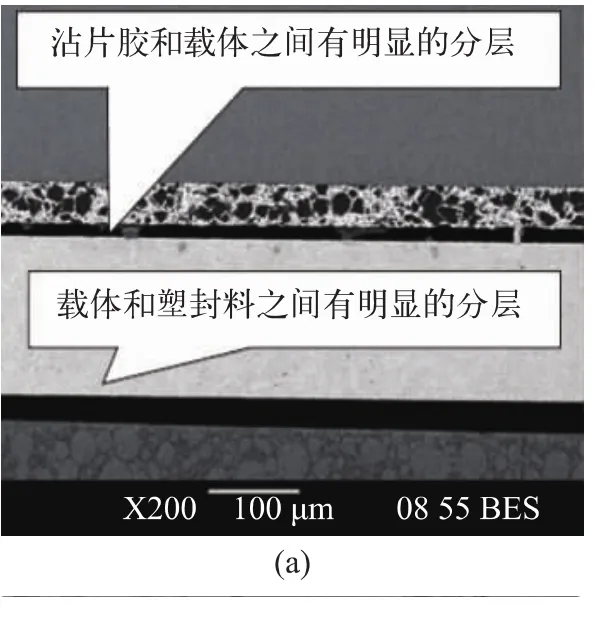
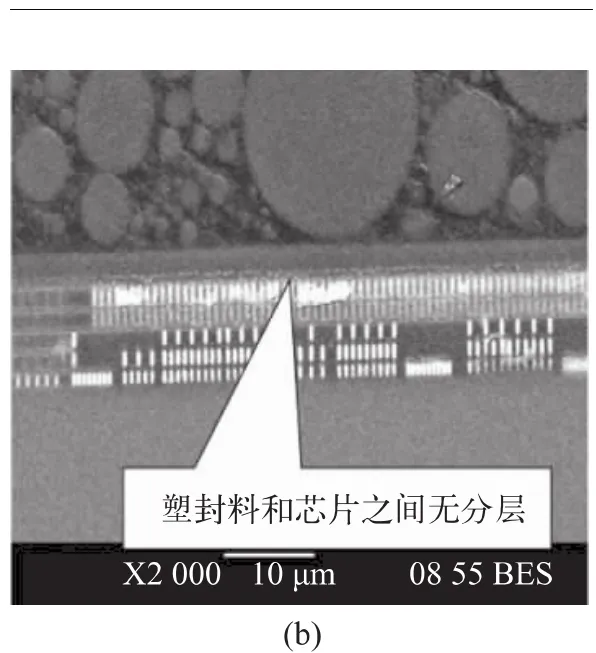
图5 开裂产品切片分析结果
3 验证分析及改善措施
为进一步验证失效机理,使故障复现,对产品再次进行回流焊验证分析,选择3批样品,先测量塑封体厚度变化情况,再进行Cross-Section分析。如表1所示,对3批分别进行试验,并测量实验前后封装体的厚度。
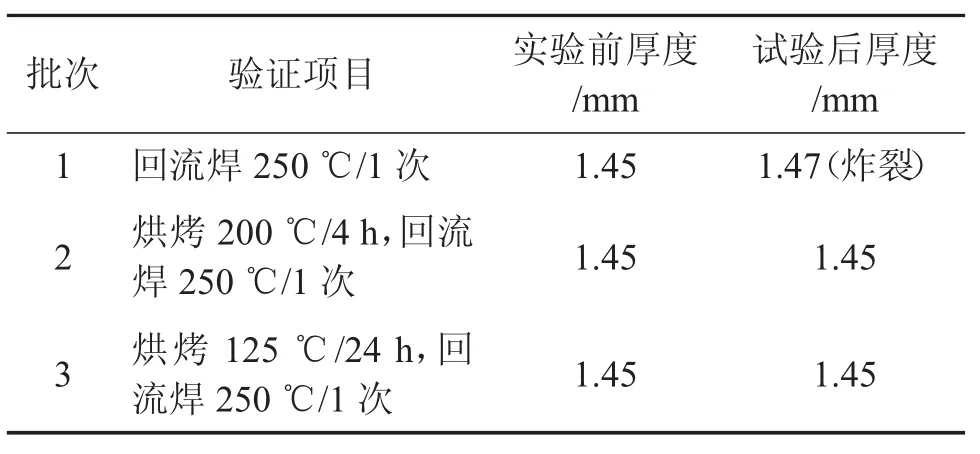
表1 不同实验条件下封装体厚度的变化
由表1可以看出,烘烤200℃/4 h或125℃/24 h,回流焊250℃/1次前后的塑封体厚度无变化并合格。不烘烤的样品,回流焊250℃/1次后塑封体厚度发生变化或炸裂,判断是由于粘片胶中的水分未烘干,导致产品炸裂。为进一步探究异常原因,进一步对产品进行Cross-Section验证。
如图6所示,通过Cross-Section验证,发现不烘烤的样品,在回流焊250℃/1次后塑封体裂开且介质间存在明显分层;烘烤200℃/4 h或125℃/24 h,回流焊250℃/1次后塑封体各介质间无明显分层或裂开。
由于封装材料中粘片胶中存在大量水分,通过上述模拟验证和故障复现,说明塑封体背面鼓包裂开是因为粘片胶固化时间不够,没有将粘片胶中的水分完全排出,导致产品受热时导电胶中的水分受热膨胀,汽化形成鼓包引起塑封体裂开。
为进一步防止封装后的产品因粘片胶的吸湿在回流焊后出现鼓包现象,建议控制粘片胶的固化时间,确保粘片胶充分固化并排除其中的水分,优选粘片胶固化条件为200℃/4 h。
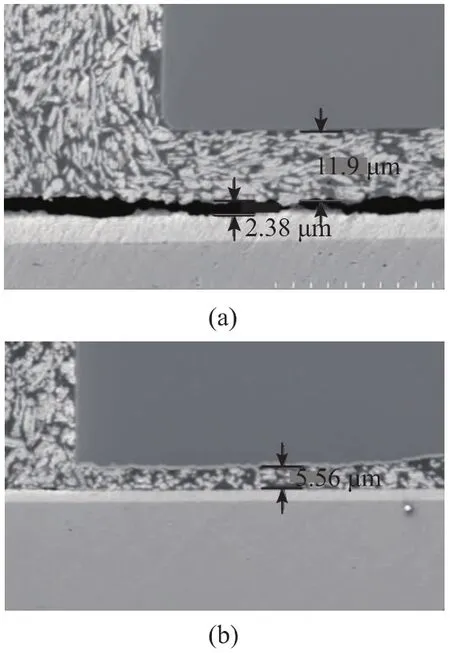
图6 分层产品对比
4 结束语
塑料封装的IC产品,在封装过程中存在各种各样的异常现象,微小的封装缺陷都有可能导致严重的质量缺陷,只有不断地验证分析,提高工艺,并确保每一个环节严格按照相关标准执行,才能确保产品的质量,所以需要不断提高工艺、制程水平,才能满足不断发展的需求。针对集成电路塑料封装中因粘片胶吸湿在回流焊后出现鼓包的现象,可以通过控制粘片胶的固化时间达到去除水分的目的,从而避免因气体膨胀导致产品失效的情况发生。
[1]SHEN C H,SPRINGER G S.Moisture absorption and desorption of composite materials[J].J Composite Materrials,1976,10(2):2-20.
[2]李新,周毅,孙承孙.塑封微电子器件失效机理研究进展[J].半导体技术,2008(2):98-101.
The Effect of Epoxy on the Reliability of Plastic Integrated Circuit
LI Qiang,LI Hong
(Huatian Technology Co.,Ltd,Tianshui 741000,China)
Because of the plastic packaging process,the chip should always and molding compound adhesive binding,there is the reliability problems can not be overcome.Such as chip layer,adhesive layer and so on.Many studies have no longer discuss stratified,chip,here mainly analyzes the influence of adhesive layer on the reliability of products.Due to the high temperature adhesive curing time is not enough,not the vapor temperature adhesive in a completely discharged,the product is heated,the water vapor in high temperature adhesive in the rapid expansion,cause abdominal burst,product reliability can not be through.
adhesive;layered;reliability

TN305.94
A
1681-1070(2016)05-0023-03
2015-12-2
李强(1976—),男,甘肃天水人,助理工程师,就职于天水华天科技股份有限公司,主要从事失效及可靠性试验设备维保工作;
李红(1970—),女,甘肃天水人,工程师,就职于天水华天科技股份有限公司,主要负责项目管理工作。