聚合物中空型材气辅挤出三维黏弹数值模拟
2016-08-16任重黄兴元柳和生
任重,黄兴元,柳和生
(1. 南昌大学 机电工程学院,江西 南昌,330031;2. 江西科技师范大学 光电子与通信重点实验室,江西 南昌,330038)
聚合物中空型材气辅挤出三维黏弹数值模拟
任重1, 2,黄兴元1,柳和生1
(1. 南昌大学 机电工程学院,江西 南昌,330031;
2. 江西科技师范大学 光电子与通信重点实验室,江西 南昌,330038)
根据中空型材的结构特点,利用三维等温微分黏弹有限元方法,对中空“回”型截面型材的4种聚合物熔体挤出方式(无气辅、内/外壁单气辅和内外壁双气辅挤出)在口模内外的流动场进行数值模拟,得到4种挤出方式的离模膨胀率、压力场、速度场、剪切速率和法向应力场分布情况。研究结果表明:对于内/外壁单气辅挤出,由于内/外壁面的压力、速度、剪切速率和应力场分布不对称,使得挤出熔体容易出现突出的膨胀/收缩现象;虽然无气辅挤出的各种物理场数值相对较大,但由于内外壁面产生的物理场均存在相互反作用,离模膨胀效应却不是特别严重;而内外壁双气辅挤出,由于熔体内外壁均满足完全滑移条件,使得压力、法向速度、剪切速率和应力场均为0,离模膨胀效应得到有效消除。
聚合物;气辅挤出;离模膨胀;有限元;三维黏弹数值模拟
在聚合物材料的生产和使用中,中空型材如输气、输油、给排水和医用输液管等均通过连续挤出加工制成。对于传统的聚合物挤出方式,由于聚合物固有的黏弹性、加工工艺和挤出口模结构等因素,使得挤出制品容易出现离模膨胀[1-2]、熔体破裂[3]和表面不平整[4]等严重的质量问题。到目前为止,国内外一些学者对挤出过程中存在这些问题的影响因素从理论[5]、数值模拟[6]和实验[7]等角度进行了较深入研究,但是这些研究大多是围绕着实心棒材、线材[8-9]等进行,或者只是进行二维的模拟分析[10-11],而中空型材的三维数值模拟涉及甚少。由于结构的特殊性,使得中空型材在挤出过程中更容易出现离模膨胀、熔体破裂和形状扭曲等问题。气辅挤出技术[12-13]是一种最新的聚合物成型技术,它已经被证明是一种可用于消除离模膨胀等问题的有效方法。因此,本文作者以聚合物中空型材为研究对象,根据中空“回”型截面型材具有内外2个壁面与口模接触的特点,将气辅挤出技术运用于中空“回”型材的挤出过程中,采用三维等温微分黏弹有限元方法,对中空“回”型材聚合物熔体在口模中的挤出流变行为进行数值模拟,并与传统无气辅挤出和内/外壁面单气辅挤出的模拟结果进行比较,从压力场、速度场、剪切速率和应力场等角度来探究中空“回”型材挤出过程中各种因素影响机理,从而了解气辅挤出在中空型材挤出中消除挤出问题的优势。
1 模型和数值方法
1.1几何模型和有限元网格模型
图1所示为中空“回”型截面型材的几何和有限元网格模型。聚合物中空“回”型材几何结构模型如图1(a)所示。图1(a)中,ABCDA′B′C′D′为熔体入口端面,IJKLI′J′K′L′为口模出口端面,EFGHE′F′G′H′为熔体末端端面,熔体在口模内长度为20 mm,口模外自由区长度为40 mm,中空型材外直径为40 mm,内直径为20 mm。由于熔体截面成中空正方形对称结构,取图1(a)中1/4部分(如图1(b))进行有限元计算,采用8节点全六面体单元将计算区域进行网格离散划分,靠近口模出口处、熔体外壁面和内壁面网格适当加密,整个模型网格数为2 808。
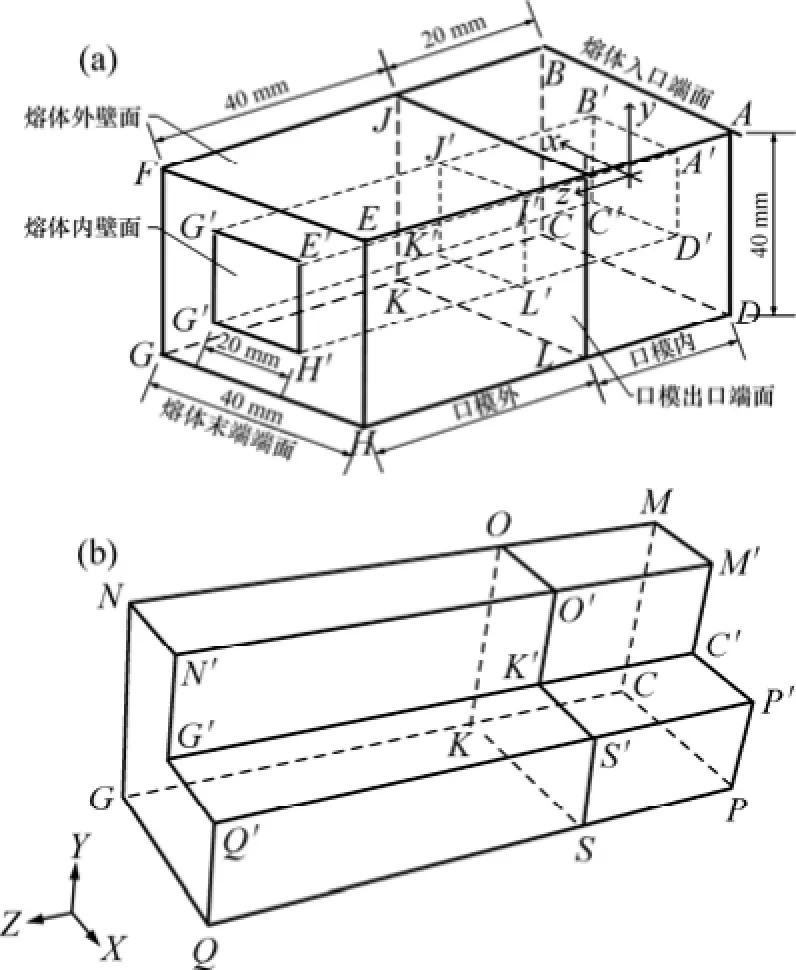
图1 中空“回”型截面型材的几何和有限元网格模型Fig. 1 Geometric structure and finite element grid of hollow back-typed section profile
1.2基本假设和基本方程
基于聚合物流变学理论,根据挤出成型流动的特点,对本研究的聚合物熔体进行如下假设:假设熔体不可压缩、流动为等温稳态层流,且由于聚合物的高黏性,忽略熔体的惯性力和重力对流动的影响。在以上假设条件下,熔体流场需遵循的连续方程和动量方程如下。
连续方程:

动量方程:

式中:▽为哈密顿算子,v为熔体的速度矢量,p为熔体静压力,τ为偏应力张量。
由于聚合物熔体为黏弹流体,本文采用能很好反映黏弹流体特性且应用较多的Phan-Thien-Tanner(PTT)微分黏弹本构方程[14]来描述聚合物熔体的流动特性,该本构方程如下所示:

1.3材料物性参数
本文采用的材料为 PS(盘锦石化生产,牌号为825TV),其PTT本构参数如表1所示。

表1 PTT本构方程参数值Table 1 Constitutive parameters of PTT model
1.4边界条件
由于本文采用中空“回”型材的1/4截面体来进行有限元计算,根据图1(b),对该有限元模型设置如下边界条件。
1) 入口面:M′MCPP′C′为熔体入口面,假设入口处熔体为完全发展流,即满足如下关系:。其中,vx,vy和vz分别为熔体在x,y和z方向的流速,入口流率设为1.0 cm3/s。
2) 壁面:该中空“回”型材的壁面分为外壁面和内壁面,其中MCGN和CGQP为外壁面,M′C′G′N′和C′G′Q′P′为内壁面。传统无气辅挤出为壁面无滑移,其边界条件满足法向速度和切向速度均为0 m/s,即:vn=0;vs=0。气辅挤出为壁面完全滑移,其边界条件满足剪切应力和法向速度均为0,即fs=0,vn=0。
3) 对称面:MNN′M′和P′Q′QP为对称面,满足的边界条件为fs=0;vn=0。
4) 自由表面:ONGU,UGQS,O′N′G′U′和U′G′Q′S′为离模膨胀的自由表面,满足的动力学边界条件为fn=0;fs=0和vn=0。
5) 熔体末端面:NGQQ′G′N′为熔体末端面。在无外力牵引下,该面的法向作用力和切向速度均为0 m/s,即fn=0和vs=0。
1.5数值计算方法
本文有限元计算采用EVSS,SU 以及Mini-element数值算法来求解挤出流场中的应力场和速度场。对于挤出自由面,使用三维网格优化(Optimesh-3D)方法进行网格重画。由于黏弹流体流变行为的高度非线性,为了使有限元计算最终收敛,计算中对熔体松弛时间和运动边界采用渐进(evolution)方法进行设置,并采用Galerkin法进行迭代计算。
1.6气辅工艺
本文采用单螺杆挤出机(SJ-50)结合气辅装置进行中空型材气辅挤出,在气辅口模增加了气室和约0.1 mm的进气缝隙,气辅装置主要由压缩空气制备和控制装置组成,包括:空气压缩机、高压储气罐、转子流量计、压力控制器和气体加热装置等,具体气辅工艺参数可调范围如表2所示。

表2 气辅工艺参数Table 2 Gas-assisted process parameters
2 模拟结果和讨论
2.1离模膨胀分析
根据中空“回”型材的结果特点,分别对图1(b)的有限元网格模型的内外壁面设置不同的边界条件,即:传统无气辅、内壁面单气辅、外壁面单气辅和内外壁面双气辅挤出4种情况,其挤出效果网格图和和熔体末端截面形状如图2所示。图2(a)所示为传统无气辅挤出结果。从图 2(a)可知:内外壁面均存在一定的离模膨胀。图2(b)所示为内壁面单气辅挤出情况。从图2(b)可知:其挤出效果明显存在严重的离模膨胀,且随着流动方向,中空内径呈喇叭放射状增大趋势,制品出口端截面几乎成圆形形状。图2(c)所示为外壁面单气辅挤出情况。从图 2(c)可见:挤出自由区出现了明显的离模收缩现象,且每个面中间部位收缩最为严重,呈明显的内凹形状,且随着挤出方向,内部中空区域空间呈收缩减小趋势。图2(d)所示为内外壁面双气辅的挤出效果。从图2(d)可以看出:整个熔体均没有出现离模膨胀现象,中空区域内径也没有发生变化,挤出效果最佳。
本文中熔体入口端初始截面面积为12.000 cm2,经计算得到如图2(a),2(b),2(c)和2(d)所示的出口端截面面积分别为 15.040,17.928,115.190和 12.000 cm2。根据文献[15],得到图2中4种挤出方式的挤出胀大率如图3所示。
以上模拟结果和分析表明,传统挤出无法避免会出现离模膨胀现象,而中空型材内外双气辅可以消除离模膨胀。但是,若采用内壁单气辅的挤出方式,则离模膨胀更加严重;反之,采用外壁面单气辅的挤出方式,则容易出现离模收缩和内凹现象。
为了更加深入了解中空型材传统挤出和气辅挤出的作用机理,将从压力场、速度场、剪切速率场和第一法向应力场分布来进行分析。

图2 4种挤出方式模拟结果Fig. 2 Simulation results of four extrusion methods

图3 4种挤出方式挤出胀大率Fig. 3 Swell ratio of four different extrusion methods
2.2压力场分析
为了对4种挤出情况的压力分布进行分析,且从便于观察内外壁面和流道压力分布角度,这里只取中空“回”型材的轴对称1/4部分来进行分析,每种压力分布云图分别如图4所示。
从图4可以看出:传统无气辅挤出、内壁面单气辅挤出和外壁面单气辅挤出在熔体流动方向上均存在明显的压力梯度分布,其中传统无气辅挤出的压力梯度最大,且在口模出口处内外壁面压力均为负值,使得内外壁面均向外膨胀(见图4(a));内壁面单气辅挤出在口模出口处,熔体外壁面存在负压力值,而熔体内壁面存在正压力,这使得外壁面向外膨胀(见图4(b));外壁面单气辅挤出与内壁面单气辅挤出正好相反,在口模出口处的熔体内壁面存在负压力值,而外壁面存在正压力,使得内壁面向内收缩(见图4(c));而采用内壁面和外壁面均气辅的挤出,从熔体入口到熔体末端的压力分布均为0 Pa,故不产生离模膨胀(见图4(d))。
2.3速度场分析
2.3.1X和Y方向速度分布
图5所示分别为传统无气辅挤出、内壁面单气辅挤出、外壁面单气辅挤出和内外壁面双气辅挤出的X方向速度分布云图。从图 5(a)可见:传统无气辅挤出在口模出口处,内壁面存在X正方向速度,而在外壁面存在X负方向速度,说明熔体脱离口模后内外壁面均产生了向外的扭转膨胀运动;从图5(b)可见:内壁面单气辅挤出中,在口模出口很长的一段区域内,内外壁面均产生了X负方向速度,且口模处负向速度最大,只有口模内和靠近熔体末端速度为0 m/s,这使得熔体向外产生了较大的偏转膨胀运动;从图5(c)可见:外壁面单气辅挤出中,在口模出口附近及内壁面具有X正向的速度,而口模内、熔体外壁面和靠近熔体末端速度为0 m/s,这说明熔体产生了明显的向内收缩运动;而从图5(d)可见:对于内外壁面双气辅挤出,整个熔体从入口到末端X方向速度均为0 m/s,即熔体没有产生任何X方向的膨胀运动。

图4 不同挤出方式的压力分布云图Fig. 4 Pressure distributions of different extrusions

图5 不同挤出方式X方向速度分布云图Fig. 5 X direction velocity distributions of different extrusions
对于Y方向的速度分布,由于本文中的方形中空型材为Z轴对称结构,Y方向表现出与X方向同样的速度分布。
2.3.2Z方向速度分布
图6所示分别为4种挤出模式的Z方向速度分布云图。从图 6(a)可见:传统无气辅挤出,口模内熔体内外壁面流动速度均为0 m/s,即壁面无滑移,而熔体中部流动速度最大,熔体挤出口模后,整个熔体速度分布较均匀,且相比口模内而言,由于存在法向的速度,产生离模膨胀使得Z方向的速度有所降低。图6(b)所示为内壁面单气辅挤出Z方向速度分布。从图6(b)可知:在口模内部熔体内壁面速度最大,熔体中间部分速度次之,熔体外壁面速度为0 m/s,这与边界条件设置完全吻合,而在口模出口处,靠近熔体内壁面的速度明显大于熔体外壁面的速度,出口模后约17 mm后熔体的Z方向速度才基本一致,这表明由于外壁面无滑移挤出在口模出口处产生较大的压力降,从而使熔体在脱离口模后由于弹性储能释放,产生了较大的法向速度而削弱了Z方向速度,即产生了较大的离模膨胀现象。图6(c)所示的情况与图6(b)所示的情况正好相反,即:在口模内部时的熔体的流速沿从外到内壁面依次减小直至0 m/s,而在口模出口处,靠近熔体外壁面的流速明显大于熔体内壁面的流速,这表明由于内壁面无滑移条件使得在口模出口处产生了较大的压力降,而外壁面熔体产生的压力降较小,当熔体挤出口模后,容易使得内壁面的熔体产生向内的离模膨胀,从而使得整个中空型材产生了较明显的挤出收缩现象。而图6(d)所示为内外壁面双气辅挤出Z方向速度分布,从图6(d)可见:整个熔体沿Z方向速度分布一致,没有产生任何膨胀现象。

图6 不同挤出方式的Z方向速度分布云图Fig. 6 Z direction velocity distributions of different extrusions
2.4剪切速率分析
图7所示分别为4种挤出模式口模出口处剪切速度分布云图。从图 7(a)可知:由于传统无气辅挤出,使得熔体内外壁面流动均为无滑移状态,从而在口模出口处均产生了较大的剪切速率,即较大剪切应力而引起内外壁面同时发生离模膨胀。从图7(b)可知:由于熔体内壁面单独气辅挤出作用,使得内壁面熔体完全滑移而没有产生剪切速率,即没有剪切应力,而熔体外壁面由于无滑移作用而产生较大的剪切速率和剪切应力,由于这种外壁面大剪切速率没有受到内壁面剪切速率的相互作用,使得外壁面离模膨胀更加明显。而对于图7(c)所示的熔体外壁面单独气辅挤出而言,情况与图7(b)所示情况相反,由于熔体内壁面产生了较大的剪切速率而无外壁面剪切速率的反作用,使得熔体内壁产生明显的向内收缩。而从图7(d)可知:由于内外壁面双气辅挤出作用,使得内外壁面均没有产生剪切速率,也即没有产生剪切应力,因此离模后离模膨胀现象得以很好地消除。
2.5应力分析
对于传统挤出,当熔体从口模挤出时,由于熔体的第一法向应力作用,使得挤出的熔体产生离模膨胀。图 8所示为不同挤出方式的第一法向应力分布等值图。从图8(a)可知:在口模出口处,熔体内外壁面均存在很大的第一法向应力,这使得内外壁面均产生向外的离模膨胀,但是,由于内外壁面第一法向应力相互反作用,反而使得离模膨胀程度不是特别大。图8(b)所示为熔体内壁面单气辅挤出第一法向应力等值线分布。从图8(b)可知:只有在口模出口处的熔体外壁面存在较大的第一法向应力,而熔体内壁面不存在,使得离模膨胀效应很大。图 8(c)所示为熔体外壁面单气辅挤出第一法向应力等值线分布,与图8(b)所示情况正好相反,仅在口模出口的熔体内壁面存在第一法向应力,而外壁面不存在,使得离模收缩效应严重;而从图8(d)可知:整个口模内和口模出口处,熔体内外壁面的第一法向应力均为0 Pa。
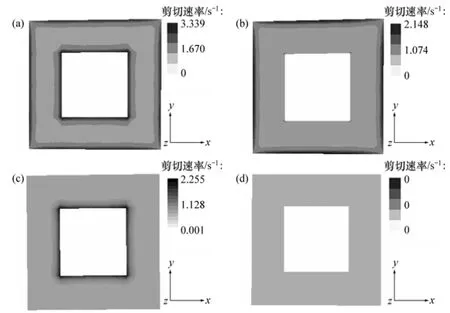
图7 不同挤出方式口模出口处剪切速率分布云图Fig. 7 Shear rate distributions of different extrusions at the exit of die

图8 不同挤出方式的第一法向应力分布等值图Fig. 8 First normal stress contour distributions of different extrusions
3 结论
1) 在中空“回”型材挤出加工中,对于传统无气辅的挤出,由于熔体内外壁面均与口模壁面产生黏附的无滑移,使得熔体内外壁面均同时产生向外的法向速度、剪切速率和第一法向应力,但是,由于熔体内外作用力部分得到相互抵消,使得离模膨胀效应显得不是特别严重;而对于内外壁面单气辅挤出而言,由于熔体内壁面或者外壁面单独一面产生法向速度、剪切速率和第一法向应力,缺少了另一面作用力的反影响,反而使得离模膨胀和离模收缩效应表现突出。
2) 而对于熔体内外壁面同时进行气体辅助的挤出,由于熔体的内外壁面与口模壁面均形成完全滑移的条件,使得口模内外和口模出口处流场的法向速度、剪切速率和第一法向应力均为0 Pa。表明中空型材内外壁面双气辅挤出能很好地消除离模膨胀效应,这可以为气辅技术应用于中空型材挤出实验研究和实际生产提供参考。
[1] 黄益宾, 柳和生, 黄兴元, 等. 聚合物气辅共挤成型中挤出胀大的数值模拟[J]. 高分子材料科学与工程, 2010, 26(5):171-174. HUANG Yibin, LIU Hesheng, HUANG Xingyuan, et al. Numerical simulation of the die swell in gas-assisted coextrusion[J]. Polymer Materials Science and Engineering,2010, 26(5): 171-174.
[2] 黄兴元, 柳和生, 周国发, 等. 聚合物气辅挤出的挤出胀大研究[J]. 塑料工业, 2005, 33(7): 32-35. HUANG Xingyuan, LIU Hesheng, ZHOU Guofa, et al. Study of die swell of gas-assisted extrusion of polymer[J]. China Plastics Industry, 2005, 33(7): 32-35.
[3] 肖建华, 柳和生, 黄兴元. 高分子材料的挤出胀大和熔体破裂[J]. 高分子材料科学与工程, 2008, 24(9): 36-40. XIAO Jianhua, LIU Hesheng, HUANG Xingyuan. Extrusion swell and melt fracture of polymer[J]. Polymer Materials Science and Engineering, 2008, 24(9): 36-40.
[4] ZATLOUKAL M, CHALOUPKOVA K, WITTE J D, et al. Analysis of the free surface instabilities in extrusion and coextrusion flows for metallocene based polyolefins[C]// TAPPI European PLACE Conference. Athens, Greece: TAPPI Press,2007: 1055-1109.
[5] TANNER R I. A theory of die-swell[J]. Journal of Polymer Science Part A-Z: Polymer Physics, 1970, 8(12): 2067-2078.
[6] 柳和生, 涂志刚, 黄兴元. 聚合物熔体挤出胀大的三维数值模拟[J]. 高分子通报, 2008(11): 31-38. LIU Hesheng, TU Zhigang, HUANG Xingyuan. Three dimension numerical simulation of extrusion swell of polymer melts[J]. Polymer Bulletin, 2008(11): 31-38.
[7] 黄兴元, 柳和生, 周国发. 气辅挤出过程中挤出胀大的实验和模拟研究[J]. 塑料, 2005, 34(6): 55-59. HUANG Xingyuan, LIU Hesheng, ZHOU Guofa. Experiment and simulation for extrusion swell in gas-assisted extrusion[J]. Plastics, 2005, 34(6): 55-59.
[8] 王建, 陶瑞涛, 陈晋南. 数值模拟研究滑移和工艺条件对ABS棒材挤出过程的影响[J]. 化工进展, 2011, 30(S1):226-229. WANG Jian, TAO Ruitao, CHEN Jinnan. Numerical simulation to study the influence of slip and processing conditions on extrusion molding of ABS bar[J]. Chemical Industry and Engineering Progress, 2011, 30(S1): 226-229.
[9] 闫丽, 周国发, 周勇飞, 等. 聚合物异型材气辅口模挤出成型气辅滑移对异型材挤出胀大的影响[J]. 中国塑料, 2007, 21(7):60-64. YAN Li, ZHOU Guofa, ZHOU Yongfei, et al. Effect of gas-assisted slip on extrusion die swell of gas-assisted die extrusion process of polymeric profiles[J]. China Plastics, 2007,21(7): 60-64.
[10] 吕静, 陈晋南, 胡冬冬. 壁面滑移对两种聚合物熔体共挤出影响的数值研究[J]. 化工学报, 2004, 55(3): 455-459. LÜ Jing, CHEN Jinnan, HU Dongdong. Numerical study of effect of wall slip on bi-component co-extrusion[J]. Journal of Chemical Industry and Engineering, 2004, 55(3): 455-459.
[11] 孙建威, 刘明侯, 张根烜, 等. 滑移边界条件对二维微喷管数值模拟结果的影响[J]. 宇航学报, 2005, 26(6): 707-711. SUN Jianwei, LIU Minghou, ZHANG Genxuan, et al. Effect of slip boundary condition on numerical results of 2D micro thruster[J]. Journal of Astronautics, 2005, 26(6): 707-711.
[12] LIANG R F, MACKLEY M R. The gas-assisted extrusion of molten polyethlene[J]. Journal of Rheology, 2001, 45(1):211-226.
[13] 邓小珍, 柳和生, 黄益宾, 等. 气辅共挤出界面位置对挤出胀大的影响[J]. 高分子材料科学与工程, 2013, 29(9): 114-118. DENG Xiaozhen, LIU Hesheng, HUANG Yibin, et al. Influence of interface position on die swell in gas-assisted co-extrusion molding processes[J]. Polymer Materials Science and Engineering, 2013, 29(9): 114-118.
[14] THIEN N P, TANNER R I. A new constitutive equation derived from network theory[J]. Journal of Non-Newtonian Fluid Mech,1997, 2(4): 353.
[15] 邓小珍, 柳和生, 黄益宾, 等. 非等温气辅共挤出胀大的三维粘弹数值模拟[J]. 高分子材料科学与工程, 2013, 29(3):169-172. DENG Xiaozhen. LIU Hesheng. HUANG Yibin, et al. Three-dimensional nonisothermal numerical simulation of die swell in gas-assisted coextrusion process with viscoelastic fluids[J]. Polymer Materials Science and Engineering, 2013,29(3): 169-172.
(编辑 罗金花)
Three dimensional viscoelastic numerical simulation of gas-assisted extrusions for hollow profile polymer melt
REN Zhong1, 2, HUANG Xingyuan1, LIU Hesheng1
(1. School of Mechanical and Electronic Engineering, Nanchang University, Nanchang 330031, China;2. Key Laboratory of Optic-electronic and Communication,Jiangxi Science and Technology Normal University, Nanchang 330038, China)
According to the structural feature of hollow profile, by using three dimensional isothermal differential viscoelastic finite element method, four kinds of different extrusion methods (i.e., traditional without gas-assisted extrusion(TWGE), inner wall alone gas-assisted extrusion(IAGE), outer wall alone gas-assisted extrusion(OAGE), and internal and external double wall gas-assisted extrusion(IEDGE)) of the hollow back-typed section profile’s melt flow field inside and outside the die were numerically simulated. The die swell ratio, pressure, velocity, shear rate and normal stress field distributions of four extrusion methods were obtained. The results show that the phenomenon of die swell and shrink are easily generated due to the non-uniformed distribution of the pressure, velocity, shear rate and normal stress field for the IAGE and OAGE methods. Although the TWGE’s physical field values are the largest, the die swell effect is not very serious due to the interaction force existed between the outer wall and inner wall. But for the IEDGE method, the pressure, normal velocity of X and Y direction, shear rate and stress fields are equal to zero inside and outside the die, and the die swell effect is greatly removed because the full slip condition inside of the die is satisfied by using the double gas-assisted extrusion method.
polymer; gas-assisted extrusion; die swell; finite element method; three dimensional viscoelastic numerical simulation
TQ320.66+3
A
1672-7207(2016)04-1128-08
10.11817/j.issn.1672-7207.2016.04.007
2015-04-08;
2015-06-15
国家自然科学基金资助项目(51163011,51463015);国家教育部高等学校博士学科点专项科研基金资助项目(20093601110001);赣鄱英才 555工程领军人物培养计划项目(2011);江西省研究生创新专项基金资助项目(YC2014-B004)(Projects (51163011, 51463015) supported by the National Natural Science Foundation of China; Project (20093601110001) supported by the PhD Programs Foundation of Ministry of Education of China; Project (2011) supported by Ganpo Excellence 555 Leader Training Project; Project (YC2014-B004) supported by Graduate Innovation Funding Project of Jiangxi Province)
黄兴元,博士,教授,从事聚合物成型理论及装置研究;E-mail:huangxingyuan001@126.com