YJ17卷接机SE墨油筒下压装置的改进
2016-08-11何际伟
何际伟
(广西中烟工业有限责任公司 广西南宁 530001)
YJ17卷接机SE墨油筒下压装置的改进
何际伟
(广西中烟工业有限责任公司 广西南宁 530001)
在生产某联营加工牌号卷烟时,需要用到墨油打印钢号。使用原机合金墨油筒进行人工填充墨油方式,容易使空气混入墨油,导致出墨不均、烟支钢印无墨、钢印易脏等现象。为保证产品质量,改用预先填充好的一次性塑料墨油筒,虽然很好地解决了空气混入墨油的问题,但一次性塑料墨油筒加压后容易产生变形,导致溢墨频发。为此,结合设备结构及工作原理,提出改进措施,通过在墨油下压气缸进气前加装压力控制调节阀,以及重新设计和加工墨油筒下压推块等措施,有效地解决了一次性塑料墨油筒加压后因压力过大容易产生变形、溢墨的问题,保证了卷烟产品工艺质量,提高了设备有效作业率。
墨油筒;下压推块;压力控制调节阀;密封片
1 前言
为保证我公司联营加工牌号卷烟产品的质量,提升我公司联营加工制造水平,树立良好的企业形象,急需对联营生产设备相关部位进行优化和改进,以提高设备联营生产适应性,保质保量完成联营生产任务。
2 存在问题
在生产某中烟公司带有套色钢印的某联营加工牌号卷烟过程中,当墨油使用完后,需人工往设备自带的合金墨油筒里填充添加墨油。此时墨油筒中容易混入空气,导致出墨不均、烟支钢印无墨、钢印易脏等。为保证产品质量,我厂改用了预先填充好的一次性塑料墨油筒。这虽然很好地解决了空气混入墨油的问题,但随后机台操作人员又反映,更换墨油并使用一段时间后,经常出现墨油从墨油筒内壁和密封片之间溢出来的现象,严重时整筒墨油都溢漏完。此时如果发现不及时,就很容易造成烟支钢印不清或钢印无墨的质量问题,严重影响设备有效作业率。而且,大量溢出的墨油会使得设备严重脏污(如图1所示),很难清洁,既浪费了墨油,又增加了员工清洁的工作量。

图1
3 墨筒溢墨原因分析
墨油下压装置是靠气缸推动活塞上下运动来工作的,目前使用的墨油筒是用塑料做的、一次性使用的墨油筒。通过对SE墨油筒下压装置的结构和工作原理以及墨油筒自身所用材料的特点进行认真仔细的分析和研究,发现造成墨油容易从墨油筒内壁和密封片之间溢出来的原因,主要有以下两个:
3.1 墨油下压气缸压力过大
墨油筒下压推块的下压速度和压力是由常开的不可调的正压空气控制,过大的压力容易使墨油筒自身产生微量变形。墨油筒的材料是塑料的,而且墨油筒壁又比较薄,厚度仅有1mm左右,当墨油被过度的挤压而不能及时排出时,墨油筒就很容易发生变形。而墨油筒上方的密封片只是用一块圆钢片裹上一层橡胶做成的,这时墨油就很容易从墨油筒内壁和密封片之间溢出来。
3.2 墨油下压推块相对墨油筒内腔偏小偏薄
经测量发现,原设备下压推块的直径为φ42mm,厚度为4mm,而墨油筒的内径为φ45mm。这样,推块在下压过程中难以与墨油筒始终保持对中。如果推块与墨油筒顶部的密封片不对中,密封片就会被压斜,密封片与墨油筒就不垂直,墨油就很容易从墨油筒内壁与密封片之间溢出来。
从上述分析可以看出,墨油下压气缸压力过大以及墨油下压推块相对墨油筒内经偏小偏薄,是造成墨油容易从墨油筒内壁与密封片之间溢出来的主要原因。
4 改进方案
如前所述,要想使得墨油下压推块压力适中,不会引起墨油筒变形,又要保证墨油下压推块与墨油筒顶部的密封片对中,就需要对相关部位进行优化和改进。通过多方面的分析和验证,决定采取两个改进措施:①在墨油下压气缸进气管前面加装一个压力控制调节阀;②重新设计和加工下压推块。
5 具体方案设计
5.1 加装压力控制调节阀
从上面的溢墨原因分析得出,既然下压推块气缸压力过大会造成墨油从墨油筒内壁与密封片之间溢出来,那么只要将气缸压力降下来就能解决问题,而气缸的压力又是由气压来控制的,所以我们只需要把气压降下来就可以了。因为压力调节控制阀的作用可以自由调节和控制气压压力的大小,所以,我们选择了在气缸进气前增加压力调节控制阀的方法,具体的做法是:在墨油下压气缸进气管前加装一个与进气管直径(∮6mm)相同的气压压力调节控制阀。本案所加装的压力调节控制阀实物如图2所示;在气路上加装压力调节控制阀前后对比效果图如图3~4所示。

图2 压力调节控制阀

图3

图4
5.2 重新设计和加工墨油下压推块
从前面的溢墨原因分析可知,除了墨油下压气缸气压过大会造成墨油从墨油筒内壁与密封片之间溢出来之外,墨油下压推块与墨油筒不对中同样也会造成墨油从墨油筒内壁与密封片之间溢出来。针对原墨油下压推块直径较小,厚度较薄的情况,对应的改进措施是:将墨油下压推块直径由原来的φ42mm加大到φ44.5mm,厚度由原来的4mm增加到10mm,推块与推杆连接部分由原来的13mm加长为18mm,并增加了卸气孔,卸气孔的直径设为φ4mm,其它尺寸、精度与原下压推块相同。以上改动数据均为多次试验后所得出的数据。墨油推块直径加大的目的是为了让墨油推块的下压表面与墨油筒顶部密封片的接触面积增大,使密封片不容易被压斜;墨油推块加厚的目的是为了使墨油推块与墨油筒之间在下压的过程中起到良好的垂直导向作用;推块与推杆连接部分加深、加长的目的是为了保证推块与推杆连接后的垂直度;卸气孔的作用是,在墨油推块向墨油筒下压的过程中起到卸气的作用。墨油下压推块改进前后示意图如图5~6所示;安装在设备上的实物效果图如图7~8所示。
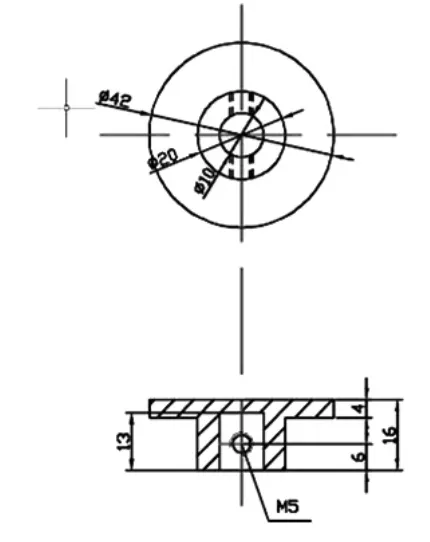
图5 改进前
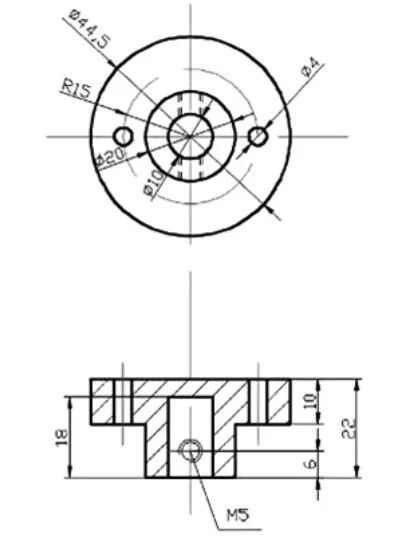
图6 改进后

图7 改进前

图8 改进后
6 改进效果及应用
把改进后的墨油下压装置安装到其中一组生产联营加工牌号卷烟的卷接机上进行试用,然后跟踪统计相关数据(如表1)以查看改进效果。跟踪调查3个月,未发生因气压过大或由于墨油筒不对中不垂直而造成墨油筒顶部密封片被压斜,墨油从墨油筒内壁和密封片之间溢出的现象,项目应用效果良好,达到了预期目标,得到操作人员和维修人员的认可与好评,现已在其它机组进行推广和应用。

表1
7 结束语
本项目的实施,有效的解决了使用一次性塑料墨油筒容易溢墨的问题,达到了预期的目标,取得了较为显著的效果。而且,通过这样小小的改进,让我们亲身体会到,在平时的操作和维修中,经常会遇到更换不同材质的辅助材料后就会出现这样或那样的故障和问题,只要我们多动脑筋,敢于创新,总会找到问题解决的办法。
[1]《机组MAX70运行手册》(PROTOS70).HAUNI公司.1997,10.
[2]YJ17-YJ27卷接机组(第1版).中国科学技术出版社,2001,8.
[3]徐灝.《机械设计手册》(第三卷).机械工业出版社,2001.
TS43
A
1004-7344(2016)05-0225-02
2016-1-25
何际伟(1975-),男,维修技师,主要从事烟草设备技术工作。
