红沿河核电厂控制棒组件表面氧化及影响分析
2016-08-05杨晓环田朝晖刘晶晶邓平赳
杨晓环 田朝晖 刘晶晶 邓平赳
(辽宁省瓦房店市红沿河镇红沿河核电有限公司,瓦房店 116300)
红沿河核电厂控制棒组件表面氧化及影响分析
杨晓环田朝晖刘晶晶邓平赳
(辽宁省瓦房店市红沿河镇红沿河核电有限公司,瓦房店 116300)
控制棒相关组件对电厂的安全稳定运行起到至关重要的作用。红沿河控制棒燃料组件在装料前出现的不同程度锈蚀,装料后在堆芯照相过程中发现上管座导向管口附近发现黄斑现象。本文分析产生锈蚀的原因,认为是控制棒包壳管采用的渗氮工艺所致。于是,从控制棒落棒时间、耐磨性以及一回路化学及放射性化学3个方面,分析控制棒锈蚀对机组运行产生的影响,并对机组后续安全稳定运行提出建议,如加强控制棒入场检查、燃料组件性能检查及加强放化取样分析等。
控制棒锈蚀黄斑检查组件
引言
控制棒是中子强吸收体,它的移动速度快,操作可靠,使用灵活,控制反应性的准确度高,是各类型反应堆中紧急控制和功率调节不可缺少的控制部件。不同类型的反应堆,其控制棒形状与尺寸也不相同。在压水反应堆中,一般都采用棒束控制,即在燃料组件中的导向管内插入控制棒。对控制棒材料的要求,首先要求它具有很大的中子吸收截面。另外,还要求控制棒材料有较长的寿命,且其材料具有抗辐照、抗腐蚀性能和良好的机械性能。压水堆核电站反应性一般通过调节一回路硼浓度、控制棒和固体可燃毒物三种方式来控制。其中,控制棒是对反应性最直接有效的控制手段。因此,控制棒的性能好坏直接关系到堆芯反应性的控制。
为了减少压水堆中曾发现的控制棒磨蚀现象,目前压水堆控制棒包壳均采用离子渗氮工艺进行处理。离子渗氮处理在于得到表面氮富集,这有助于减少金属部件间的磨损,主要是降低了导致咬合的围观粘接,提高了表面层的弹性极限,因此减少了微观破裂的发生。
1问题描述
2014年5月,红沿河核电厂1号机组进行相关组件倒换时,发现在大部分控制棒星形柄内部空心处有黑色颗粒状物质,如图1所示。
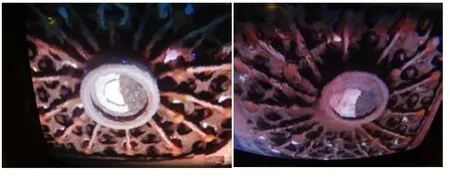
图1控制棒星形柄异物图片
针对此黑色颗粒状物质取样,并经化学检测发现,该黑色颗粒状物质主要为Fe,能谱图如图2所示。
初步分析认为,可能是一回路管道腐蚀和氧化产物受一回路冷却剂冲刷,最后积聚到控制棒星形柄内部空心所致,不影响机组稳定运行。
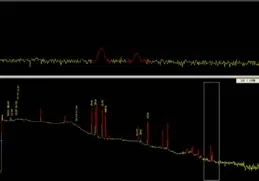
图2黑色颗粒状物质能谱图
2014年6月,国内某电厂在机组装料完成后,利用彩色水下摄像机对装载的燃料组件进行摄像核查,发现配插控制棒组件的燃料组件上管座导向管管口周围有黄色沉积物(以下简称“黄斑”),配插可燃毒物及阻流塞相关组件的燃料组件上管座未发现此类现象。
红沿河公司根据经验反馈,立即查看之前的堆芯照相录像,发现在上管座导向管出口处也有黄斑,烧过一个循环后该黄斑消失。为了追查黄斑的来源,红沿河核电厂在3号机装料前对乏池控制棒相关组件进行抽查。同时为了对比,也对乏池内阻力塞相关组件进行抽查。发现抽查的控制棒组件上有明显的黄色锈迹,而抽查的阻力塞相关组件表面情况良好,有金属光泽,无锈迹,如图3所示。此现象表明,控制棒相关组件在装入堆芯前,在乏池内就已经腐蚀。

图3乏池内抽查的控制棒及阻力塞相关组件
3号机装料完成后,按照要求进行堆芯照相期间,发现控制棒相关组件处的上管座与导向管出口均出现黄斑,而配插有可燃毒物及阻力塞的燃料组件上管座相应位置上均无黄斑,且黄斑形成的程度与装料时间有关,即随着装料时间的增加而增加,且该黄斑沿导向管管口向周围延伸,离管口越远,颜色逐渐变淡,如图4所示。
2018年7月27日,恰逢火星大冲,火星与地球之间的距离达到最近,是从地球上观测火星和发射火星探测器的绝佳时机。正当全球关注火星的时候,意大利的科学家利用欧空局火星快车探测器,在火星南极发现了液态水构成的地下湖泊存在的证据,首次在火星找到了大规模存在液态水的迹象,受到了全世界媒体的密集关注。
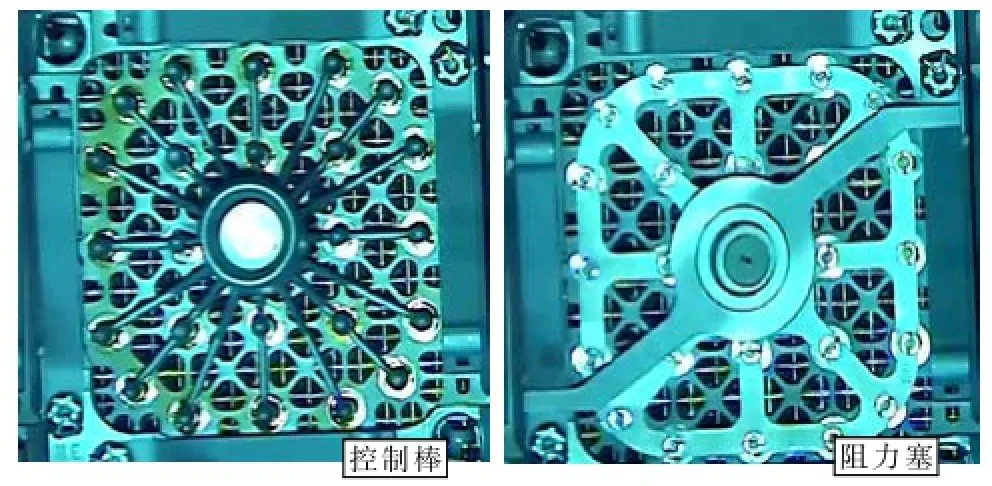
图4装料完成后堆芯照相图
结合装料前对乏池相关组件所做的检查,分析认为,装料前已腐蚀的控制棒上的锈斑在装料过程中经一回路水冲刷,从控制棒表面剥离经导向管冲到上管座上所致。
2原因分析
渗氮工艺是目前改善奥氏体不锈钢摩擦性能应用最广泛的表面工程技术。控制棒包壳管经离子渗氮处理后,可显著提高包壳管表面硬度和耐磨性能。从1987年开始,法国就使用渗氮工艺处理控制棒包壳管。控制棒经过离子渗氮后,控制棒表面呈现浅灰、深灰或几乎全黑的金属光泽。
在潮湿环境中,渗氮处理后的不锈钢管贮存一段时间后,控制棒表面贫铬区域敏化腐蚀会形成点状或圆状的深灰或黄色斑痕。根据AREVA的经验反馈,在乏池或堆芯中,控制棒导向管表面腐蚀形成可溶性Fe2+离子,Fe2+离子在水中或者空气中氧化,形成黄色的不可溶Fe3+离子。当控制棒组件入堆使用后,控制棒表面层会被钝化,表层覆盖黑色的Fe3O4层,渗氮管将不再有腐蚀敏感性。
经调研,田湾核电站控制棒也是使用渗氮处理工艺,但在装、卸料过程中并未出现红沿河类似的“黄斑”及“黑色粉末”现象。分析认为,田湾核电站控制棒由俄罗斯生产制造,由于俄罗斯气候干燥,故在制造厂期间控制棒未发生锈蚀。与之对应,红沿河核电厂控制棒组件在中核建中核燃料元件有限公司(812厂)制造,控制棒在812厂期间就曾发现过类似黄斑锈蚀现象。田湾核电站控制棒配插在燃料组件中运抵电站,田湾核电站新燃料采用干式贮存方式,且在新燃料厂房进行严格的温湿度控制。装料后,控制棒表面尚未被腐蚀就已经钝化,故田湾核电站没有出现红沿河类似的控制棒“黄斑”现象。
综上所述,渗氮工艺虽然增强了包壳管的硬度和耐磨度,但表面耐腐蚀性能却降低了,所以会发生控制棒表面出现“黄斑”的情况。当经过一个或多个循环后,控制棒表面被钝化,腐蚀不再继续。
3影响
已腐蚀的渗氮控制棒在堆内运行,其潜在的风险主要有控制棒落棒时间、耐磨性的影响以及表面渗氮层氧化物对一回路化学及放射性化学的影响。
3.1控制棒落棒时间及耐磨性影响
控制棒发生腐蚀可能会出现如下两个风险:一是控制棒表面出现腐蚀产物,导致控制棒尺寸发生变化,影响控制棒运行时的下落时间或发生卡棒;二是控制棒表面因腐蚀而减薄,在反应堆高压高温的工况条件下,发生控制棒内银铟镉吸收体泄漏。两种结果的出现,都是反应堆运行所不允许的。
针对如上两个风险,调研国内外相关经验,对带有锈蚀的控制棒组件进行落棒试验。试验表明,该类锈蚀的控制棒组件在运行时不会有卡棒或下落时间超差的情况发生[1]。
针对控制棒的耐磨性能影响分析。根据AREVA的试验和论证研究,控制棒表面渗氮层的厚度>12μm,最大腐蚀厚度不超过1μm。FRAMATOME对Chooz B1的RCCA金相检查表明,氧化后剩余的氮化层厚度仍然大于12μm,足以保证控制棒的抗磨损功能满足要求。自AREVA将控制棒包壳由非渗氮管改为渗氮管后,在AREVA法国EDF国内运行的1500多组渗氮控制棒组件和在法国之外的大约500组渗氮控制棒组件,到目前为止都没有发生过控制棒破损事件[2]。大量堆内运行实际情况表明,控制棒表面的锈蚀不会影响控制棒的落棒时间或发生控制棒破损泄漏。
3.2一回路水化学及放射性
假设全部控制棒渗氮管(53组RCCA)发生最大敏化腐蚀,在敏化腐蚀处再活化过程的电量积分在3C/cm2(单位面积库仑数)时,腐蚀产物最大重量约为1150g。而实际上,并非所有的控制棒都发生敏化腐蚀,且在堆内运行时,表层的敏化腐蚀区域转化为钝化区,并形成黑色的Fe3O4。假设约1200g的控制棒敏化腐蚀产物进入一回路冷却系统,如果在首次临界前,NSSS开始阶段可以有效降低悬浮腐蚀产物的浓度以满足限值要求,那么当达到满功率时,其浓度很低(<0.5ppm)。从放射化学角度看,在360天内释放1200g引起的剂量和放射性增加值小于5%[1]。控制棒表面可接受的腐蚀准则是Q≤3C/cm2,对于含有24根渗氮棒的控制棒组件,后期可能释放到反应堆水池或一回路系统中的腐蚀产物为21.7g;考虑到存在腐蚀敏感性区域,对全堆芯的渗氮控制棒组件取平均电通量密度1C/cm2计算,可能释放到一回路系统或反应堆水池中的腐蚀产物少于441g。检验表明,只要在首次临界前和满功率运行工况下,所产生的悬浮物满足规定限值,则预期不会对冷却剂系统的活性产生不利影响[2]。
腐蚀产物主要是Fe元素,从红沿河1-3号机装料后一回路放化数据分析来看,Fe-59值低于探测下限,表明该腐蚀产物对一回路水质影响不大,对一回路冷却剂系统的活性不会产生不利影响。
4结论及建议
4.1结论
(1)控制棒表面腐蚀黄斑现象不会对燃料管理及反应堆运行带来危害。为避免去除“黄斑”时给组件带来新的风险,建议不进行表面处理,直接使用。另外,电站在后续换料大修及日常运行期间应加强监督及控制棒的检查。
(2)历史经验和实验验证表明,控制棒包壳管在乏池或空气中的腐蚀仅限于表面,不会影响其性能和落棒时间,也不会影响一回路的水化学和放射性。
4.2建议
(1)保证乏池水质,防止控制棒腐蚀恶化。通常情况下,控制棒配插到首炉燃料组件运抵电站,且由于受工期等影响,首炉燃料组件有可能在乏池放置较长时间,增加了控制棒腐蚀时间。因此,在此过程中要保持乏池水质满足要求,以防腐蚀恶化。
(2)加强控制棒组件的跟踪检查,特别是接近使用寿命的控制棒检查;控制棒使用寿命较长,平均设计寿命为10年左右。
(3)进行燃料组件变形检查,为控制棒落棒时间提供保证。
(4)加强一回路放化数据取样分析,有利于监督控制棒在堆内的腐蚀情况。
参考文件
[1] D.Hertz.HarmonitmRCCANiteidedRodsexternalOxidation:Analysis and Acceptability[C].Framatome,2001.
[2]蒲曾坪,朱发文.红沿河核电一期工程控制棒组件机械设计验证报告[R].成都:中国核动力研究设计院,2010.
Analysis of Components and Influence of Control Rod Surface Oxidation Hongyanhe Nuclear Power Plant
YANG Xiaohuan,TIAN Zhaohui,LIU Jingjing,DENG Pingjiu
(Liaoning city in Wafangdian City Province town along the red Hongyanhe Nuclear Power Co.Ltd.Wafangdian City,116300)
Control rod related components play an important role in the safe and stable operation of power plants.Hongyanhe control rod fuel assembly before the charging appeared different degree of rust,after loading in reactor core photographic process found on socket oriented orifice near found macular phenomenon.In this paper,the cause of corrosion is analyzed,which is considered to be the result of the nitriding process used in the control rod shell.So from the control rod drop bar time,wear resistance and a loop chemical and radioactive chemical three aspects.Analysis control rod corrosion on the unit operation,and puts forward some suggestions on the following sets the safe and stable operation,such as strengthening the control of bar admission examination,fuel assembly performance check and strengthen sampling analysis etc.
control rod corrosion macular test assembly
