中频电磁脉冲磁处理稳定薄壁轴承外圈尺寸研究
2016-07-26李雪梅谢庆生邱望标逯博文
李雪梅,谢庆生 ,邱望标,逯博文
(贵州大学 a.现代制造技术教育部重点实验室; b.工程实训中心;c.机械工程学院,贵阳 550003)
国内一般采用热时效和振动时效降低工件残余应力。热时效对温度控制要求严格,易产生附加热应力并造成材料表面氧化[1-2];振动时效对材料的力学性能改善较好,但容易破坏材料的疲劳强度,且降低残余应力效果不好。 脉冲磁处理是一种降低钢铁材料中残余应力的新方法[3-9]。文献[10-15]的实践表明,脉冲磁处理可通过改善刀具中的残余应力分布来提高刀具的使用寿命。文献[16]通过涡流信号检测发现钢铁材料在脉冲磁处理后,与残余应力状态相关的涡流信号发生了显著改变。文献[17]的研究表明,间歇磁场作用可降低钢铁材料中的残余应力,应力的分布呈整体下降趋势,应力下降的最高幅值可达初始应力水平的40%[18-19]。针对上述情况,研究人员在磁处理条件和残余应力改变状态之间展开了较为系统的研究,但仅限于实验室试验,很少将实际生产零件作为研究对象进行磁处理去除残余应力的研究。
现以GCr15钢薄壁轴承外圈为研究对象,分别在轴向及径向施加磁场对其进行磁处理,通过脉冲磁场与外圈内部残余应力场的耦合作用,使外圈内部结构位错均匀化,达到降低内应力的目的。
1 试验
1.1 复合磁场的设计
由于薄壁轴承外圈形状的特殊性,影响尺寸稳定的应力向外呈径向分布,因此,为确保磁力线能从不同方向穿过外圈,达到最大程度降低内应力的目的,使磁力线分别从轴向和径向穿过轴承外圈,轴向磁场穿过外圈轴心线(图1a),径向磁场垂直于外圈厚度方向(图1b)。

图1 磁场
1.2 磁处理装置的制作
磁处理是一种通过动态磁场与钢材相互作用来改善工件中残余应力分布的新方法[20]。 钢材在较弱的外磁场作用下,内部会产生正磁致伸缩效应(即材料沿磁场方向伸长),随着外磁场的增大,材料内部的磁致伸缩由正变负(即材料沿磁化方向缩短),当材料磁化至饱和时,磁致伸缩也达到负饱和值[21]。因此,钢材在动态磁场的作用下内部会发生正负交替的磁致振动,其与材料中局部分布不均匀的残余应力共同作用,有可能推动该区域内的位错产生滑移,产生塑性应变从而导致应力松弛[22]。
式中:B为螺线管内磁感强度;N为线圈匝数;I为通过线圈的电流;l为螺线管中线圈长度;μ0为真空磁导率。
1.3 试验方法
磁处理方式如图2所示。磁化线圈采用三线并绕的方式绕制在支架上。磁处理前用千分表分别测量15个外圈一周,其中最大值为长轴直径,最小值为短轴直径,再将外圈分别放入轴向、径向磁场进行磁处理,时间均为8 min。磁处理过程中,外圈温度35~75 ℃。

(a)轴向
2 结果与分析

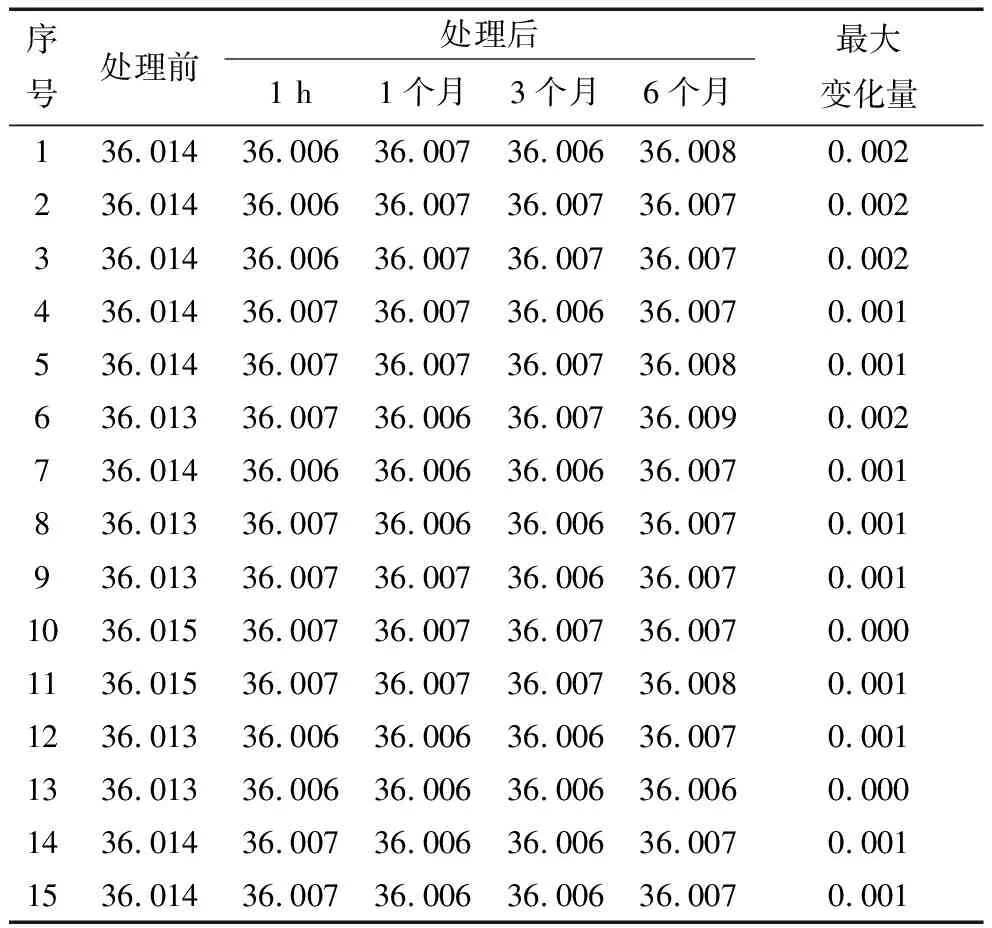
表1 外圈长轴直径变化量
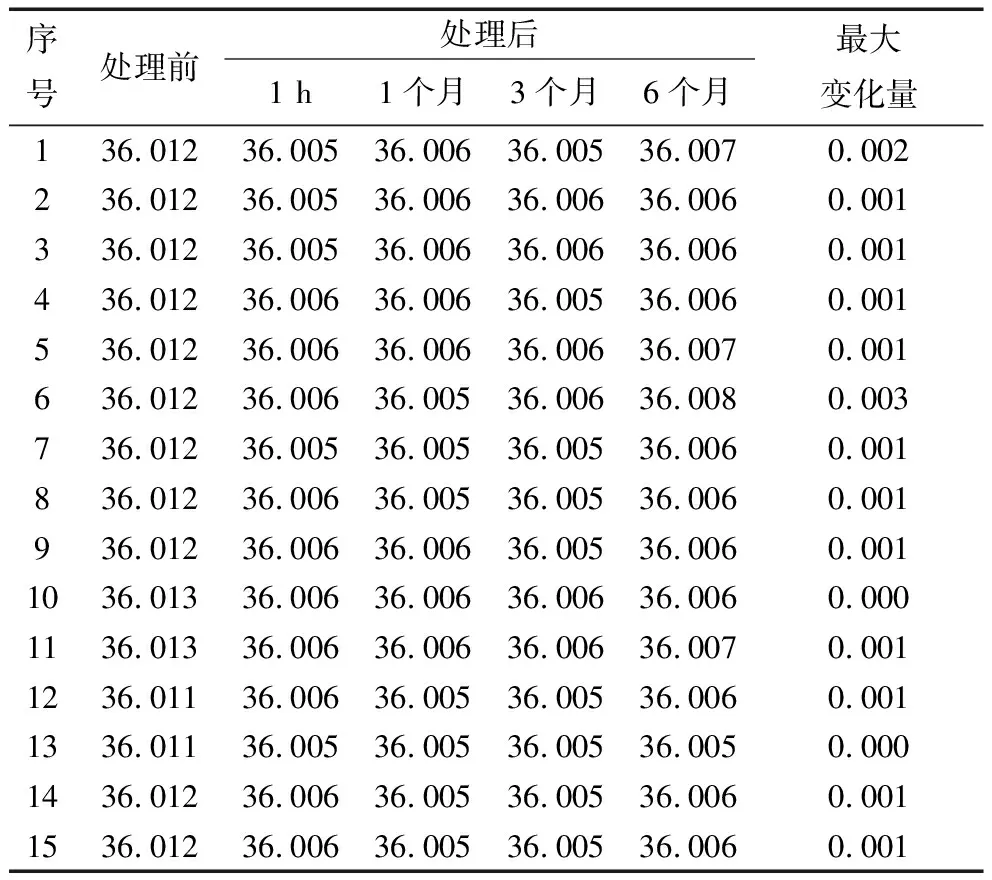
表2 外圈短轴直径变化量
外圈直径随时间变化关系如图3所示。由图可知,经过磁处理后,外圈长轴和短轴均呈缩小趋势,证明多向电磁脉冲磁处理可以有效降低外圈内应力。此外,与传统热时效处理相比,能耗降低了90%以上,处理时间由热时效的12~24 h减少到5~10 min,且无任何污染排放。

(a)长轴
3 结束语
经试验证明,采用轴向及径向的磁场进行磁处理效果良好,能够使薄壁轴承外圈半年内未发生影响外圈精度的尺寸变化,达到稳定外圈尺寸的目的。
此电磁脉冲磁处理降低内应力的方法高效、节能、环保,且设备成本低,可广泛应用于其他机械零件的去除内应力、稳定尺寸工艺。
