影响切割机切割质量的因素探讨
2016-07-22龙川
龙川
文章编号:2095-6835(2016)13-0096-02
摘 要:主要对影响切割机切割质量的因素展开了探讨,分别对切割用气体、切割速度和割嘴高度三方面对切割质量的影响作了详细的阐述和系统的分析,以期能为有关方面提供有益的参考和借鉴。
关键词:切割机;切割质量;切割氧;切割速度
中图分类号:TG481 文献标识码:A DOI:10.15913/j.cnki.kjycx.2016.13.096
随着现代机械加工业的发展和对切割的质量、精度要求的不断提高,切割机的使用也得到了大幅度的提升。当然,对其运作质量也会有相应的高要求。因此,为了保障切割机的切割质量,我们急需对影响切割机运作的因素进行分析,并做好防范及改进。基于此,本文就影响切割机切割质量的因素进行探讨,相信对有关方面能有一定的帮助。
1 切割用气体对切割质量的影响
1.1 切割氧的纯度
火焰切割过程,就是利用气体火焰(预热火焰)将钢材表面加热到燃点,并形成活化状态,然后通过高纯度、高流速的切割氧,使钢板中的铁在氧环境下充分燃烧生成氧化铁熔渣,同时放出大量的热,借助这些燃烧热和熔渣不断加热钢材的中下层及切口前缘,使之也达到燃点,直至工件的底部;与此同时,利用高速的切割氧流把熔渣吹除,从而形成切口(割缝),将钢材割开。由此可见,切割氧在钢板切割过程中,不仅为达到钢板的燃点提供必需的能量,使钢材被预热达到燃点后进行燃烧,还起到了及时吹除熔渣、形成割缝,使成品件与废料相分离的作用。
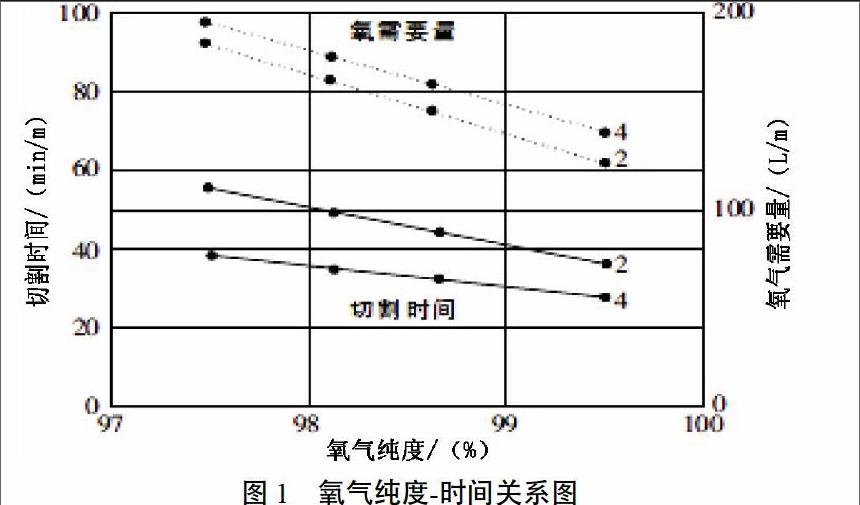
在钢板切割中,一般要求氧气纯度在99.5%以上,才能有效保证切割顺利进行,对切割质量标准要求较高的氧气纯度需保证在99.7%以上。氧气纯度-时间关系如图1所示。切割氧纯度每下降0.5%,相应的切割速度就需放慢10%左右。氧气纯度不够,钢板整个切面不能被完全充分燃烧,不仅会在切割面底层形成不易清除的挂渣,切割面整体粗糙度也将增大,甚至出现明显的波纹,而且随着切割速度的降低,割缝也会变宽。这样就会与事先设定的割缝补偿值出现一定的偏离,从而使工件切割尺寸出现较大偏差,直接影响到加工尺寸精度。另外,切割速度下降,气体消耗量必将增加,不仅降低了生产效率和产品加工质量,也增加了生产成本。因此,保证高纯度的切割氧是提高火焰切割质量的前提。
1.2 切割火焰的调整
在火焰切割过程中,通过对氧气和燃气(比如乙炔气等)的不同比例的调整,可得到3种相应的火焰,即中性焰、氧化焰和还原焰。
中性焰一般被称为正常火焰,其焰芯的成分由氧气和燃气组成,接近圆柱形,末端呈均匀的圆形,焰芯的温度一般可达1 000 ℃以上。还原区处于焰芯之外,其明显特征是较焰芯区亮度暗。还原区主要是由燃气未完全燃烧的氧化碳和氢气组成,其温度可达到3 000 ℃左右。位于还原区外的为外焰区,即完全燃烧区,主要由燃气完全燃烧后的二氧化碳、水蒸气、氮气组成,其温度在1 300~2 500 ℃之间。氧化焰是在氧气过剩的情况下产生的,其焰芯呈圆锥形,长度变短,亮度变暗,同样还原区和外焰也缩短,在实际切割过程中火焰呈紫蓝色,并且伴有响声,响声的大小与氧气的压力有关,氧化焰温度高于中性焰。如果使用氧化焰切割,将严重影响到切割面质量。还原焰是在氧气不足、燃气过剩的情况下产生的切割火焰,其焰芯没有明显的轮廓,焰芯的末端边缘呈淡绿色,依此可判断燃气是否过剩。还原区异常明亮,和焰芯几乎混为一体,外焰呈黄色。当燃气过剩太多时,就会冒黑烟,这是燃气燃烧缺乏必需的氧气造成的。
由此可见,切割火焰能量的大小与切割质量有着密切的联系——在正常的切割速度下,切割火焰能量增大,金属燃烧产生的反应热就会增大,同样也增强了切割点前沿的预热能力。这样就会使切割上边缘出现严重熔化塌边。如果切割火焰能量过弱,切割金属将不能及时充分燃烧,迫使切割速度下降,甚至切割中断或切割面出现波纹等现象,严重影响到切割质量。因此,切割火焰调到最佳中性焰状态是获得良好切割质量的有效保证。在实际切割中,可根据经验通过观察火焰焰芯、外焰颜色、切割声响等调整火焰,以获得良好的切割效果。
1.3 切割气体压力的稳定性
如果切割氧压力太高,不仅会造成浪费,还会使切割件切口变宽,切割面顶部出现有规则的沟槽和凹坑,底部变得不光滑,难以清渣;如果切割氧压力太低,切割面会形成较厚的鳞皮,不易清理。乙炔等燃气压力太高,则会导致过热,切割面顶部会形成较大凹槽,也易塌边;压力过低,则难以保证切割顺利进行。因此,气压压力的调整需根据所使用的割嘴类型、切割的钢板厚度进行相应调整。如果采用不合乎规定数值的气体压力,不仅不能提高切割速度,反而还使切割断面质量下降,挂渣难清,增加切割后的修磨加工时间和成本。根据不同切割工件的厚度、割嘴型号适时对气体压力合理调整,可得到良好的切割质量。一般情况下,厚度在50 mm以下的钢板,氧气压力可调为0.5~0.6 MPa,乙炔压力0.05~0.06 MPa;厚度大于50 mm小于100 mm的工件,氧气压力可调为0.65~0.7 MPa,乙炔压力0.07 MPa。气体压力可根据经验及具体切割参数、介质的不同调整。
2 切割速度对切割质量的影响
钢板的切割速度是与金属在氧气中充分燃烧的速度相对应的,切割速度要根据钢板材质、厚度、气体质量和种类以及使用割嘴的性能参数调整。切割速度直接影响到切割的稳定性和切割面质量——如果速度过快,切割面将会出现凹陷或者挂渣,甚至会出现割不透以及中断切割过程的现象;而切割速度过慢,切割上边缘就会塌边熔化,下边缘出现圆角等。
一般情况下,切割速度可随着工件厚度的增大而降低,也可根据切割氧流量带出熔渣从割缝中喷出的方向来判断切割速度是否适中。在正常切割过程中,切割氧流量方向相对于垂直的割炬会有一个稍微偏后的角度,这个角度叫作“后拖量”。在速度过低时,不会产生后拖量,割缝下边火花束会向切割方向偏移;而当提高切割速度或切割速度过快时,火花束会向与切割相反的方向明显偏移,后拖量增大;在切割速度适中时,火花束与切割氧流几乎就会平行。因此,在实际切割中,可以依照火花束的偏移方向调整不同割嘴、板厚情况下的切割速度,以达到满意的效果。
3 割嘴高度对切割质量的影响
割嘴到工件表面距离(割嘴高度)可根据工件厚度、预热火焰长度来确定。一般预热火焰焰芯离工件表面2~4 mm为宜,割嘴高度过低,会使切割上边缘发生塌边及增碳现象,飞溅时极易堵塞割嘴甚至引起回火;割嘴距离过高,预热面积增大,工件变形量增大,而且热损失增加,使预热火焰对切口前沿的预热不充分,影响到切割面质量,产生难清理的切割渣,同时,进入切口的氧气纯度降低,切割速度降低,导致后拖量和切割宽度增大。因此,合理调整割嘴高度,对工件加工质量和生产效率起着至关重要的作用。
4 结束语
综上所述,影响切割质量的因素是多方面的,因此,为了保证产品的技术性,获得良好的切割效果,我们必须在不断的实践和探索中,采取有效的措施对影响因素进行控制,以保障切割机的切割质量,从而提高生产的效率。
参考文献
[1]张全万.数控火焰切割机影响切割质量的因素和措施[J].商品质量,2011(S7).
[2]康碧波.影响数控火焰切割质量因素的分析[J].价值工程,2015(10).
〔编辑:刘晓芳〕
