基于PLC的C6140车床自动化控制系统改造
2016-07-15王瑞芳
王瑞芳


【摘 要】介绍可编程控制器(PLC)在C6140机床改造中的应用,对PLC在自动化系统控制下所完成的控制功能作简单阐述,通过对车床改造前后的对比,得出PLC控制系统的优越性,并给出了PLC的控制电路接线图和梯形图。
【关键词】可编程控制器;车床改造
0 前言
在机械加工企业中,企业为提高竞争力,除保证产品的质量,还要考虑如何提高生产效率。而对于许多老式普通机床,显然不能满足生产实际需求,为了能使这些老式普通机床适应当前复杂零件批量、多品种的加工,充分挖掘普通机床的利用率,就需要对普通机床进行机电一体化改造。自动化控制技术综合应用了计算机、控制技术、电气传动、传感检测、液压气动、网络通信、柔性化、集成化等高新技术,为先进制造技术奠定基础。机械加工中应用最为普遍的自动化控制技术就是数控技术,它作为数控加工的主体设备,形成最为典型的机电一体化产品——数控机床,数控机床的高精度、高效率及高柔性决定了大力推广使用数控机床是提高制造能力和水平,适应市场需求和提高竞争能力的主要物质基础条件之一。
近几年随着微电子技术、计算机技术以及自动控制技术的发展,PLC的功能越来越强大,功能模块越来越多,可以在小型PLC机上实现大型机的功能。我们将利用PLC控制步进电动机和机床主轴来实现机床的数控化改造。
1 车床改造前后的对比
金属切削加工是改变零件形状的方法之一,从毛坯到成品,使零件加工成符合生产需要的形状和尺寸。数控机床是以可编程控制器(PLC)为核心的一种新型工业控制装置,具有体积小、功能强、编程简单、可靠性强等优点,将加工信号传递到机床的数控系统,通过伺服系统按事先编制好的程序进行自动加工,根据检测设置形成闭环控制系统,将反馈信号与净输入信号进行比较,不断修正运动部件的偏移量,从而保证了零件加工的精确度。由于数控机床是根据控制器输出的信号自动按工艺流程完成所需的加工工作,而对于普通机床,操作人员往往为保证加工零件的尺寸精度,如直径的上下偏差、长度公差、形位公差等,在进行机床加工时经常会出现重复开停机、调整、测试等一系列浪费时间的工作。下面以普通车床为例,将一根直径50、长600mm米的坯料加工至直径=36,精度要求同柱度为0.05mm的轴。
除以上能以轴、转速及走刀量等算出的走刀时间外,其余的如给定进给量前的刀尖与工件表面的对刀,然后以拖板的刻度为参考小心进刀,试车一定长度后,停机检测(最多为两次),确信与图纸的要求相符后才进行车削,其中所需的时间只能按实际操作加上人为制定给出该项工作所耗费的工时,设定此所需的时间为0.3分钟时,则普通车床的实际用时T′应为:T′=T+0.3=0.98+0.5=1.09(分钟)。改装后的车床,由于车床的横向进给实现了自动化,程序应为:以车刀刀尖为基准点,控制车刀刀尖按指令给定的以主轴中心轴线为基准进到所需加工的轴的半径距离时,横向进给自锁,依照信号进行纵向切削工作,省去了由人工操作加工中所需的反复开停车及检测用时,因此,从加工一根简单的φ50×600(mm)的轴事例可以得出:如果改装后数控车床的转速、切削用量等和普通车床相同,则数控机床所需的实际用时为T″=0.98(分钟)。普通车床与改装后的车床的实际时间差为:T′-T″=1.09-0.79=0.3(分钟)
由此可见用可编程控制器改装后车床的加工时间比普通车床的用时省却了0.3分钟,工效将近提高了1/3,对于批量生产的产品,不仅节省了大量的时间,还提高了控制系统的可靠性和准确性,为企业提供了更可靠的自动化生产保障,提高了经济效益。
2 以C6140型普通车床为例,把继电控制改造为PLC控制
2.1 改造分析
1)根据机床电气控制原理图(图1)的控制状态,选择合适的PLC机型;
2)列出PLC输入、输出I/O分配表;
3)画出PLC控制电路接线图(图2);
4)画出PLC梯形图(图3),并编制程序并调试。
2.2 电气控制线路分析
C6140型普通车床电气控制线路原理图如图1所示。图中分主电路、控制电路和照明、信号电路。
2.2.1 电路分析
主电路中有两台电机,M1为主轴电机,带动主轴旋转和刀架作进给运动;M2为冷却泵。
三相交流电源通过转换开关QF1引入,主轴电机M1由交流接触器KM1\KM2控制启动,热继电器KH1为主轴电机M1的过载保护。
冷却泵电机M2由组合开关QS2控制启动和停止,热继电器KH2为它的过载保护。
2.2.2 控制电路分析
1)主轴电机的控制。用SB1和SB2进行主轴电机M1的正转和反转。
当按SB2时,接触器KM1的线圈得电动作,KM1的常开触点闭合,KM3和KT得电,KM1和KM3主触点闭合使电机M1Y形正转降压启动,当KT延时整定时间到时,KT延时常闭触点断开使KM3失电,其Y形接法主触点断开;KT延时常开触点闭合使KM2得电,其主触点闭合,电机M1从Y形转换为△运行。同理,按SB1时,电机M1反转,同样进行Y形启动、△运行。
2)冷却泵电机的控制。旋合组合开关QS2使冷却泵电机M2启动运行。
3)照明电路分析。控制变压器TC的二次侧输出36V电压,作为机床低压照灯电源,EL为机床的低压照明灯,由开关SA2控制。
2.3 PLC及其程序设计
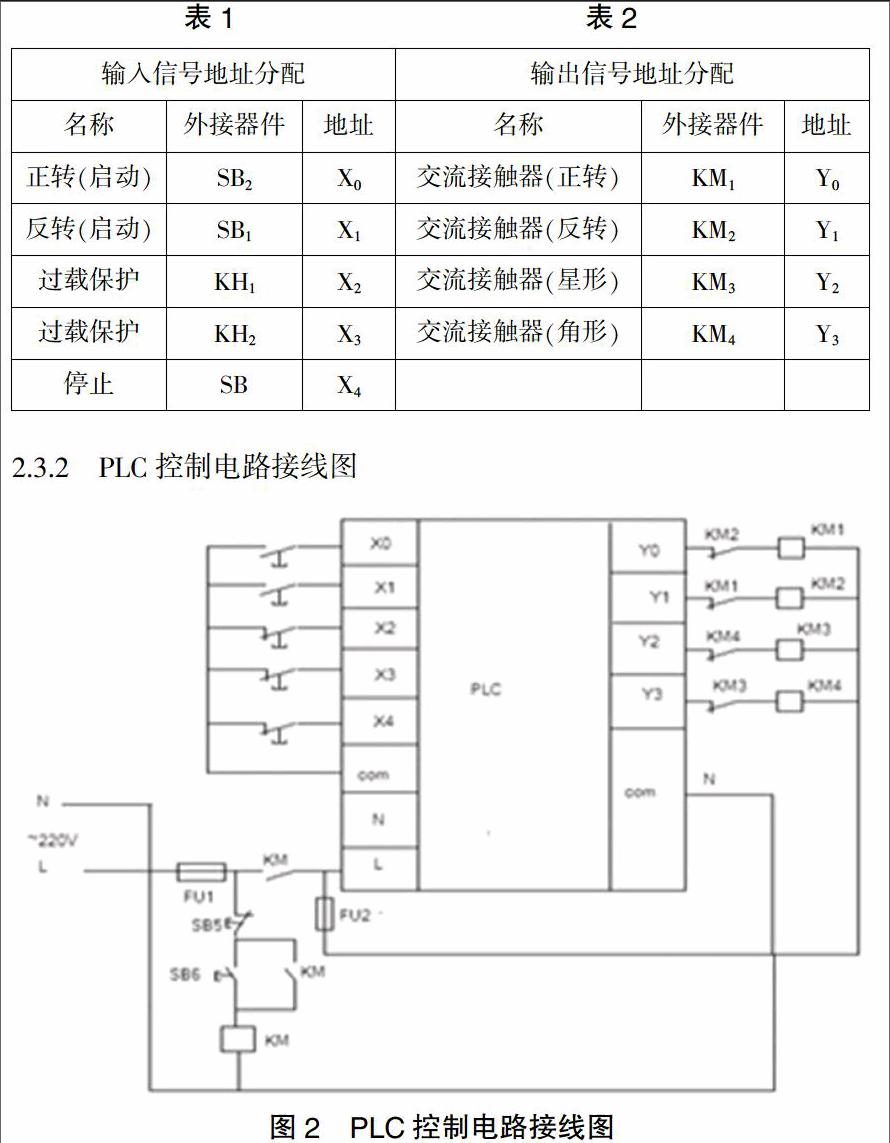
2.3.1 PLC选型和I/O端口分配
根据以上机床主电路继电控制要求分析,系统共需开关量输入点5个,开关量输出点4个,考虑系统的经济性和技术指标,拟选用三菱公司的FX2n—24MR机型,该机基本单元有12点输入,12点输出,完全能满足控制要求。输入/输出信号地址分配如表1和表2。
2.3.2 PLC控制电路接线图
为了保证安全,系统外部设置了急停控制电路,SB6为电源供给按钮,当系统出现故障时,按下SB5,KM线圈失电,KM常开启点断开,PLC失去电源,机床停止工作。
2.3.3 PLC程序设计
根据继电控制线路的工作要求,用PLC编制出控制电路的梯形图,这样将大大缩短机床电气线路的安装和维修时间。图3为C6140普通机床控制线路的PLC梯形图。
3 结束语
PLC具有很高的可靠性,所以PLC控制系统的大部分故障主要来自于PLC外部元件,用可编程序控制器(PLC)将普通机床改造为经济性数控机床,简单易行,可靠性高,抗干扰能力强。经实践证明,普通车床数控化改造后都能取得良好的效果,它尺寸精度非常稳定,加工效率大大提高,具有一定的经济性、实用性和稳定性,对中小型企业的技术改造非常有效。
【参考文献】
[1]弭洪涛.王忠礼.PLC实用技术[M].科学出版社,2006(01).
[2]丁炜,魏孔平.可编程控制器在工业控制中的应用[M].化学工业出版社,2006(2).
[3]张明亮. 数控机床控制系统的研究、开发研析[J]. 数字技术与应用,2013,04:27.
[4]王炳实编.机床电器控制[M].3版.北京:机械工业出版社,2004.
[5]江秀汉.可编程序控制器及应用[M].西安电子科技大学出版社,2003.
[责任编辑:汤静]
