基于Moldflow的注塑模热流道技术应用
2016-07-13李彬震德塑料机械有限公司广东佛山528300
李彬(震德塑料机械有限公司,广东 佛山 528300)
基于Moldflow的注塑模热流道技术应用
李彬
(震德塑料机械有限公司,广东 佛山 528300)
摘要:借助模流分析软件Moldflow,以冰箱过滤器面板的注射成型为例,模拟仿真对比分析在制品成型时采用冷流道与热流道对注射工艺参数的影响。结果表明,采用热流道技术可缩短填充时间,方便实现填充平衡;可减小产品成型注射压力,达到节能降耗的目的;同时能缩短冻结时间,提高生产效率。为热流道技术在注塑模中的推广应用进一步提供理论支持。
关键词:Moldflow; 热流道; 注射成型;塑料模
热流道技术是指塑料制品成型过程从注塑机射嘴一直到浇口的流道中塑料始终保持熔融状态,开模时浇注系统不会固化为废料取出,留在流道中的熔料可在下一次注射时加热直接注入型腔。因此采用热流道时,浇口和浇注系统凝料不再属于工艺废料,这样可节省约30%~50%的总材料;热流道技术可缩短成型周期,提高生产效率;同时热流道多采用点浇口,可改善产品表面质量;采用热流道技术容易实现产品的充填平衡,降低注射压力和锁模力;因此在原材料较贵、大批量生产塑件及产品质量要求较高的情况下热流道技术尤为实用,是塑料模技术的发展趋势[1~2]。
本文借助Moldflow软件平台,以冰箱过滤器面板的注射成型为例,模拟仿真对比分析在制品成型时采用冷流道与热流道对注射工艺参数的影响,为热流道技术在注塑模中的推广应用进一步提供理论支持。
1 产品三维造型及前处理
冰箱过滤器面板主要尺寸为长138 mm,宽118 mm,厚为2 mm,弧面R为240 mm。进行3D网格划分得到10 500个单元。采用圆锥形点浇口,始端直径为1 mm,末端为4.3 mm,热流道直径为4.3 mm[3]。其产品模型如图1,浇注和冷却系统的网格模 型如图2。
制品材料采用ABS,其他参数采用默认设置:模具温度范围为40~90℃,熔体温度范围为230~280℃,充填的V/P切换为填充体积的99%,保压时间10 s,保压压力为80 MPa等[3]。

图1 产品模型

图2 浇注和冷却系统网格型
2 基于Moldflow的冷、热流道注射工艺参数对比分析
2.1填充时间
图3可见,热流道技术中产品所需的充填时间最多为0.54 s,而冷流道所需的充填时间为1.7 s,采用热流道技术机器的工作效率提高了3倍多。热流道中模具型腔与型腔之间以及型腔内部的填充流程相对均匀些,熔体填充更加容易达到流动平衡,没有分流道的冷却阻力,充填所用的时间会短很多。
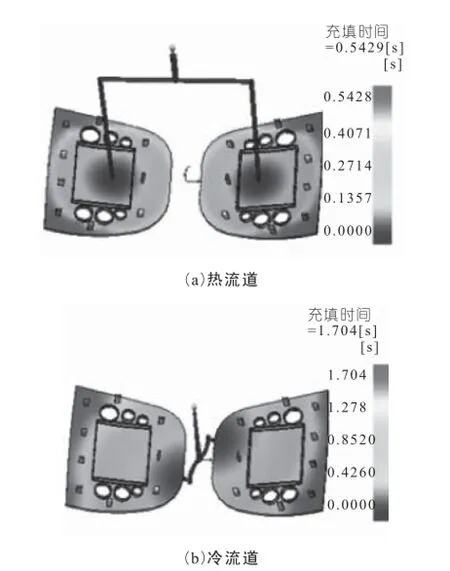
图3 填充时间对比
2.2注射压力
图4可见,使用热流道技术时速度/压力切换时的压力值最大可达到52.09 MPa,而采用冷流道技术时该值上升为92.54 MPa。由此可见热流道中所需的切换压力几乎只是冷流道的1/2,同样在这个阶段上所耗的能耗也大概只是冷流道的一半,因此采用热流道技术对节能降耗具有一定的意[4]。
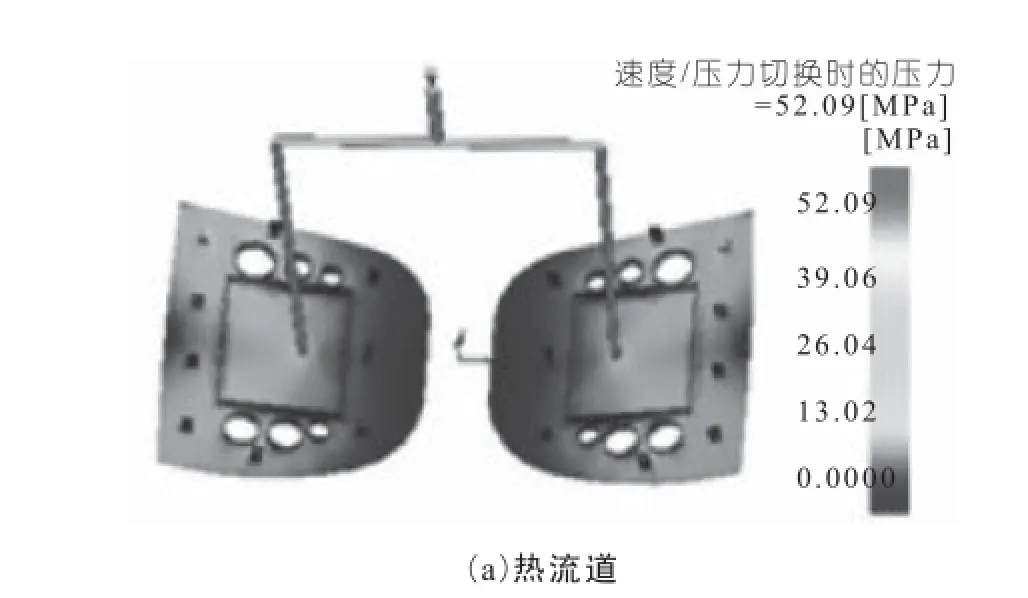
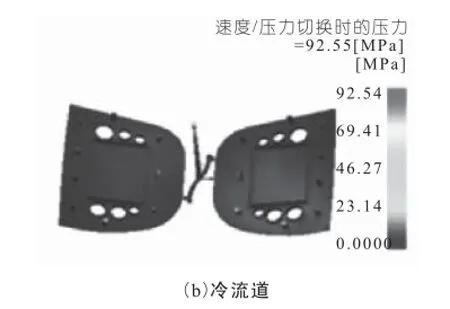
图4 速度/压力切换时的压力对比
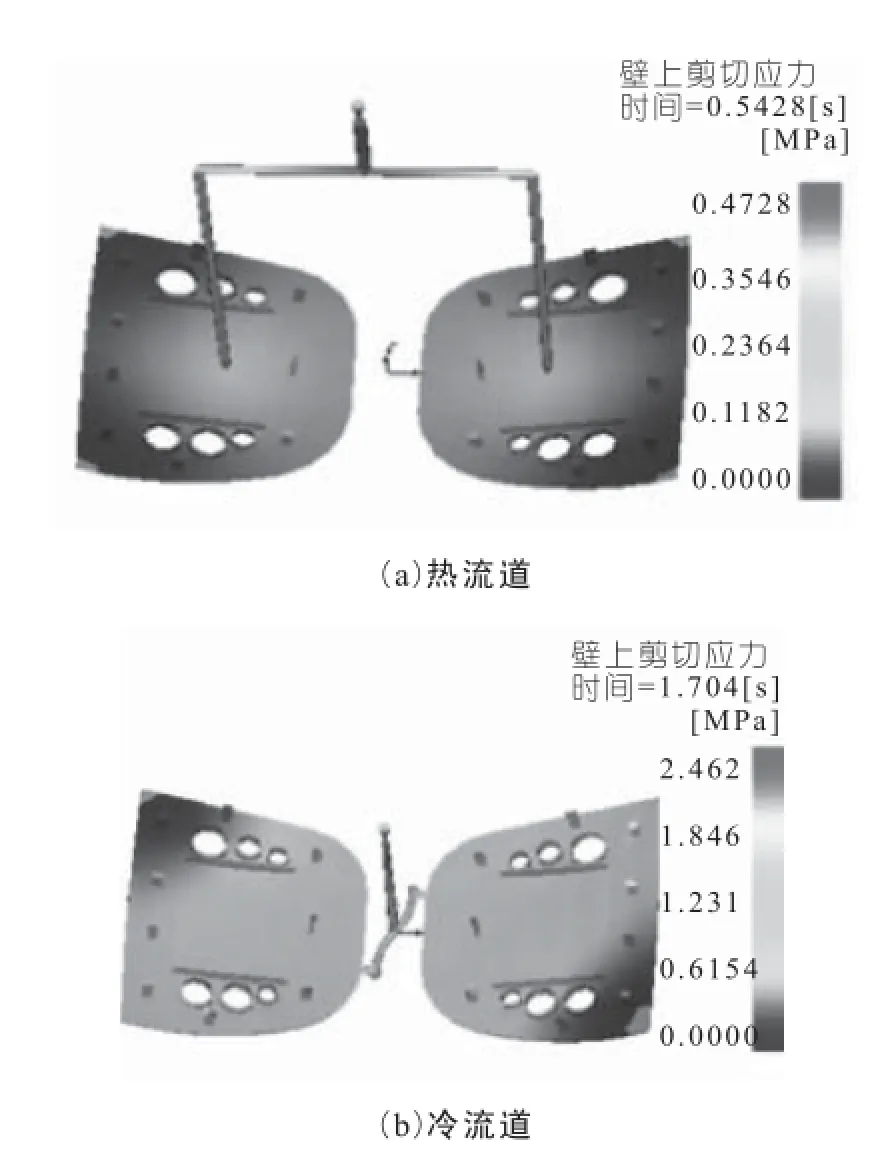
图5 壁上剪切应力对比
壁上剪切应力值直接关系到制品的成型质量,是制品冲墨与起皱问题出现的最主要影响因素,剪切应力值越大制品出现此类问题的概率越高。从图5的分析结果可知,使用热流道技术时制品壁上的最大剪切应力只是冷流道技术的1/6左右。因此采用热流道技术能减少制品出现起皱与冲墨现象,达到改善制品表面质量的目的,这也是热流道技术得到更广泛应用的原因之一。
图6显示的是在制品注射位置处的压力值随时间的变化。图中可见,采用热流道技术时该值最大保持在45 MPa左右,而冷流道中制品注射位置处的压力不断攀升,最高点将近达到100 MPa,导致制品更容易出现飞边等缺陷。因此采用热流道技术可有效减小注射压力和锁模力,降低注射机规格与成本。
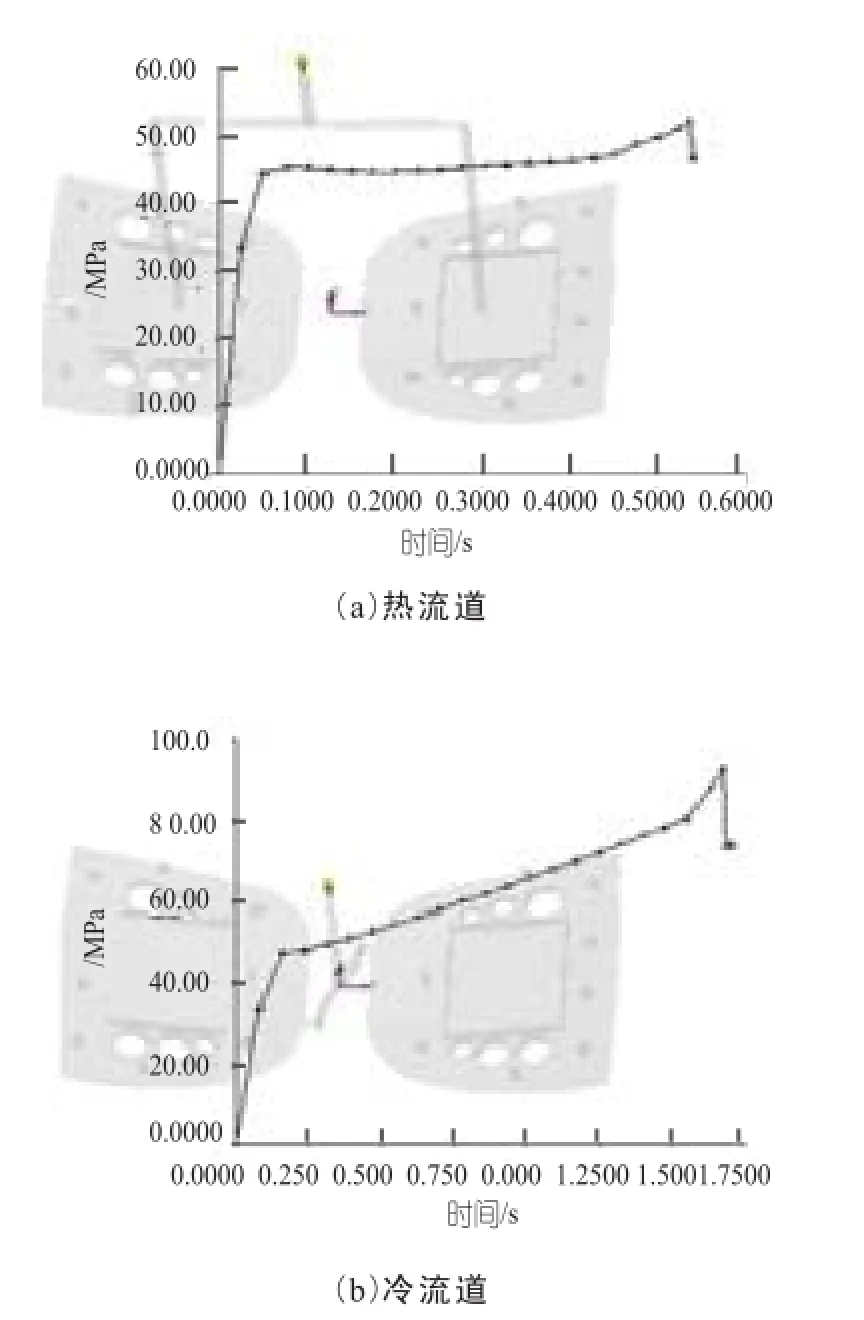
图6 注射处的压力对比
2.3冻结时
图7显示的是产品的冻结时间,图中可以看出采用热流道时制品的冻结时间最长为7.5 s,而采用冷流道时冻结时间却长达38.5 s。热流道冻结时间最长的部位在制品内部,而冷流道最长的冻结时间部位是在流道的凝料中,通过对比发现热流道所用时间只是冷流道的1/5,这说明采用热流道技术可缩短产品成型周期,使生产效率得到很大的提高。
3 结论
采用热流道技术虽然使模具成本有所增加,但是通过以上的模拟仿真对比分析,不难发现使用热流道技术,容易实现型腔流动平衡,缩短填充时间;可降低注射压力和锁模力,节能降耗,提升产品质量;同时能缩短冻结时间提高生产效率且不需工人剪浇口,节约人工费用,可实现全自动的快速生产。综合分析,采用热流道技术可以降低产品成本,使得它在模具行业具有广泛的应用前景。
参考文献:
[1] 陈进武,曹轶杰,苏庆勇. Moldflow在塑料模流道技术中的应用[J]. 塑料工业,2014,42(4):31~34.
[2] 文德林. 热流道模具技术应用与推广[J]. 金属加工(冷加工),2013,(2):25~27.
[3] 罗家胜,杜思莹,杜遥雪. 冰箱过滤器面板模内装饰注射工艺优化分析[J]. 模具制造,2014,14(5):64~68.
[4] 陈崇辉. 全自动注射成型模内贴标复合系统研究[D]. 江门:五邑大学,2013:1~15.
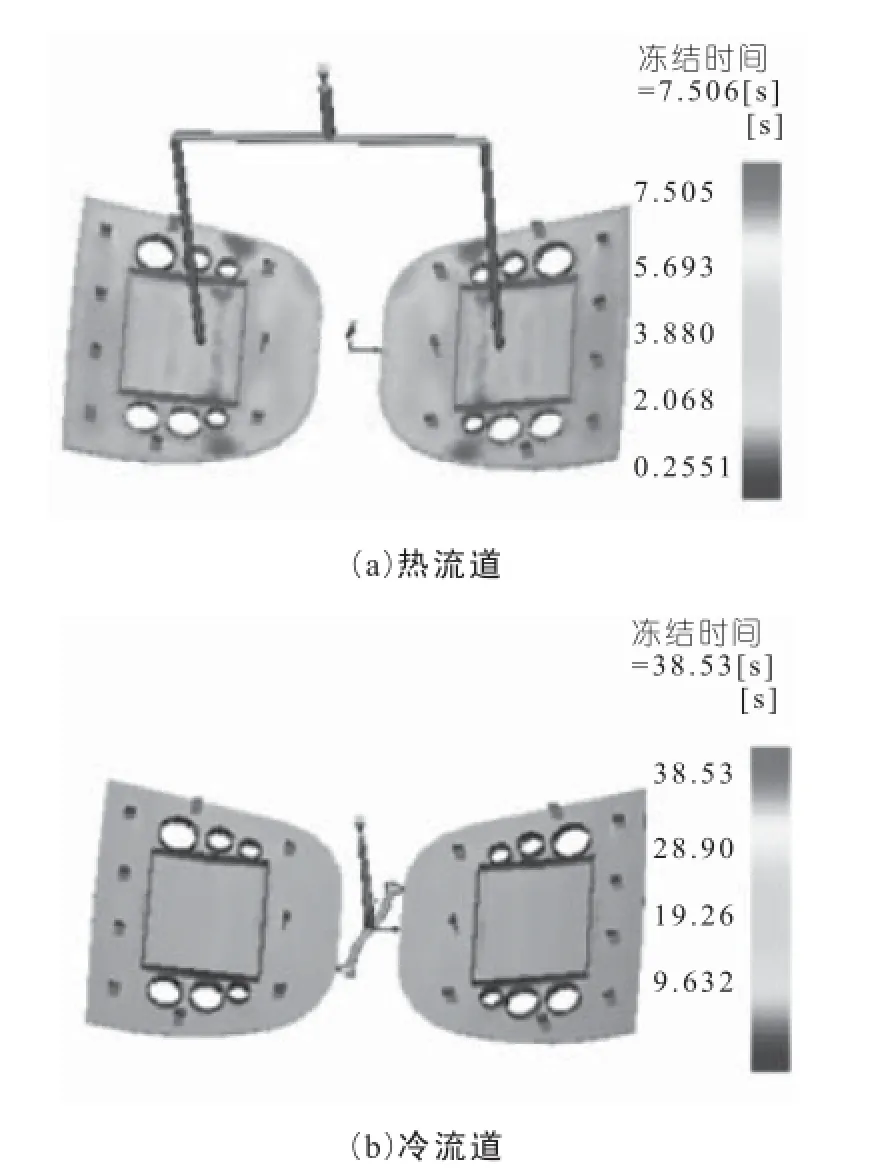
图7 冻结时间对比
(P-01)
Application of moldfl ow based hot runner technology
中图分类号:TP391.72
文章编号:1009-797X(2016)12-0082-03
文献标识码:A
DOI:10.13520/j.cnki.rpte.2016.12.034
作者简介:李彬(1986-),男,硕士,研究方向为聚合物成型加工与机械设计。
收稿日期:2016-05-09
基金项目:广东省省部产学研结合项目(2013B090600066 2013B090600123)。
