燃气-蒸汽联合循环电厂实施碳捕集的可行性研究
2016-07-01孙路长沈煜晖斋滕聪莫莉萍牛建宇田利娟
孙路长,沈煜晖,斋滕聪,莫莉萍,牛建宇,田利娟
(1.中国华电科工集团有限公司 环保分公司,北京 100160; 2.株式会社东芝电力系统社,横滨 2220033;3.广西师范学院 环境与生命科学学院,南宁 530001)
燃气-蒸汽联合循环电厂实施碳捕集的可行性研究
孙路长1,沈煜晖1,斋滕聪2,莫莉萍3,牛建宇1,田利娟1
(1.中国华电科工集团有限公司 环保分公司,北京100160; 2.株式会社东芝电力系统社,横滨2220033;3.广西师范学院 环境与生命科学学院,南宁530001)
摘要:以杭州某电厂390 MW燃气-蒸汽联合循环机组为对象,研究了增设碳捕集装置的可行性。针对燃气轮机排烟进行了吸收液筛选,选定了一种低能耗吸收液。根据回收规模的不同,制订了全捕集、捕集量为0.5 t/h和捕集量为1.0 t/h 3个典型方案,并进行经济技术分析。结果表明,捕集能力为1.0 t/h的方案具有可行性,且经济性最佳,故为推荐方案。
关键词:燃气-蒸汽联合循环;燃汽轮机;碳捕集;二氧化碳;可行性研究
0引言
20世纪以来,随着大规模工业化进程的加快,环境问题逐渐显现,尤其是以气候变暖为主要特征的全球性气候变化受到广泛关注。政府间气候变化专门委员会(IPCC)第5次评估报告(AR5)认为,21世纪末期及以后的全球变暖主要是由于CO2累积排放,而化石燃料燃烧是大气中CO2含量剧增的主要原因。2010年全球人为排放的温室气体中,能源供应占34.6%,其中电气和热力生产直接排放的温室气体占25.0%,因此,发电部门的脱碳是实现2050年全球碳减排的重要组成部分[1-3]。我国能源消费结构以煤为主,发电用煤燃烧排放的CO2约占我国CO2排放总量的82.0%[4]。CO2的捕集与封存(CCS)技术是电力碳减排的主要措施。预计到2050年,燃煤电厂的发电量所占比重将大幅下降至12%,且超过90%的燃煤电厂配备CCS装置,燃气发电厂的比例将上升至15%,其中1/3安装CCS设施[5]。由于CCS技术的前景广阔,各国纷纷投入巨资开展研究。燃煤机组增设CCS装置的较多,但燃气轮机则很少,目前世界上仅1套燃气轮机CCS装置投运,还有2个燃气轮机CCS项目处于前期阶段。
以杭州某电厂F级燃气轮机烟气机组为对象,采用技术参数对比、GT MASTER软件流程模拟、经济成本核算等方法,对燃气-蒸汽联合循环(NGCC)机组增设的碳捕集装置备选方案进行可行性研究。
1碳捕集技术路线论证
1.1研究对象
杭州某电厂共有6台390 MW NGCC机组,配9F燃气轮机。以机组余热锅炉排烟为原料,选用合适的烟气CO2捕集工艺,生产出适合地质储存和驱油(EOR)所需的高压粗CO2气体,或可回用的食品级液体CO2[6]。本项目燃气轮机排烟主要成分见表1。

表1 燃气轮机排烟主要成分 %
1.2吸收方法
目前CO2捕集技术主要有燃烧前捕集、燃烧后捕集和富氧燃烧3大类型,本项目只能采用燃烧后捕集技术。燃烧后捕集技术大致可以分为溶剂吸收法、变压吸附法、膜分离法、低温精馏法及催化燃烧法5种[7-13]。由于燃气轮机排烟中CO2体积分数很低,低温蒸馏法无法使用;由于原料气是常压,故变压吸附法也不合适;膜分离法技术尚不成熟;催化燃烧法能耗又过高;而化学吸收法选择性强、提浓效果好,其中醇胺是最常用的CO2吸收剂,吸收效果显著,经济实用,故本项目选用醇胺吸收法。

图2 三川电厂中试装置改造流程
1.3净化方法
吸附净化是生产高纯度食品级CO2的关键技术。针对电厂烟气以醇胺捕集后生成的粗CO2气体的特点,采用了以脱氧、脱NOx、脱水等多级净化与浅低温精馏提纯相结合的工艺路线。主要工艺流程为:缓冲→除湿→压缩→净化塔→分子筛脱水→冷却→精馏提纯。
1.4精脱水方法
为保证CO2输送和深井注入的顺利、安全实施,驱油和地质储存所需的CO2产品气需要进行深度脱水,使气体的露点降至-40 ℃以下。原料气脱水主要方法有冷却脱水法、溶剂吸收法及固体吸附法等。三甘醇(TEG)因脱水露点降低幅度大、运行成本低、运行可靠而得到广泛应用。因此,本项目选用TEG进行深度脱水。
2吸收液的筛选
吸收技术是CCS技术的核心,其中吸收液的选择又是吸收技术的关键。针对本项目,中国华电科工集团有限公司与日本东芝集团合作,首先进行了吸收液小试,然后在碳捕集中试装置上进行了1个多月的连续运转试验。
2.1吸收液
吸收液为日本和光纯药工业株式会社生产的纯度大于98%的工业级胺液。为进行吸收剂吸收筛选,根据已有研究经验首先优选出TS-1和Absorbent-2两种醇胺吸收剂,并选用目前应用最为广泛的一乙醇胺(MEA)作为参比。
2.2小试试验
建造了1套汽液平衡(VLE)试验装置,研究胺液对体积分数较低的CO2的吸收特性,其结构如图1所示。吸收液中CO2的负荷通过进、出口气体中的CO2体积分数差来计算,胺液与CO2的反应热用SETARAM DRC 演化型热量计测量。

图1 VLE试验装置
2.3中试试验
碳捕集示范装置位于日本福冈市(Fukuoka)东芝集团旗下的三川电厂,其CO2额定捕集量为0.5 t/h。该示范装置原料气是电厂燃煤机组脱硫后的净烟气,由于燃煤机组排烟中的CO2体积分数比燃气轮机排烟高3倍左右,故对原中试装置进行改造,将原料气中CO2体积分数稀释到4%左右。改造流程如图2所示。
2.4试验结果分析
2.4.1小试试验结果
对吸收液TS-1,Absorbent-2和质量分数为30%的 MEA进行了VLE试验,结果如图3所示。由于单位体积吸收液所吸收的CO2量由吸收液在40 ℃(视为富液)和120 ℃(视为贫液)下的CO2载荷差决定,故分别测试了吸收剂在40 ℃和120 ℃时VLE试验曲线。

图3 3种吸收剂VLE试验曲线
由图3可以看出,假设40 ℃时吸收塔中CO2分压为4 kPa,Abosrbent-2和MEA的CO2载荷约为50 L/L(标准状态,下同),远高于TS-1。假设再生塔中CO2分压为100 kPa,此时TS-1,Absorbent-2和MEA的酸气载荷分别为10,25,40 L/L,由此推算三者对CO2吸收能力分别为15,25,10 L/L,可知Absorbent-2的吸收能力最强,MEA最差。

图4 3种吸收剂40 ℃下反应热曲线
图4是40 ℃条件下测得的3种吸收液与CO2的反应热曲线。由图4可知,TS-1的反应热最小,Absorbent-2次之,MEA最大,这表明TS-1再生热耗最低。但需要特别指出的是,Absorbent-2的CO2负荷有效范围更大,对于运行工况波动的适应性更强。
由以上分析可知,相对MEA而言,TS-1和Absorbent-2吸收性能更好,故将这2种吸收液分别用于中试试验,以测试其在实际运行条件下的性能。
2.4.2中试试验
TS-1在燃煤烟气(CO2体积分数约为12%)碳捕集中表现优异,回收能耗低至2.6 GJ/t[14]。为对比其与Absorbent-2在燃气轮机排烟中对CO2的吸收能力,首先对中试装置运行参数进行了优化,然后进行性能测试,结果见表2。由表2可知,Absorbent-2的CO2吸收性能及能耗优于TS-1。
图5为2种吸收液在CO2体积分数为4%的烟气中的回收能耗。由图5可知,Absorbent-2的显热不到TS-1的一半,这是因为其液气比低,吸收液流量小,相应贫、富液热交换热损失小。
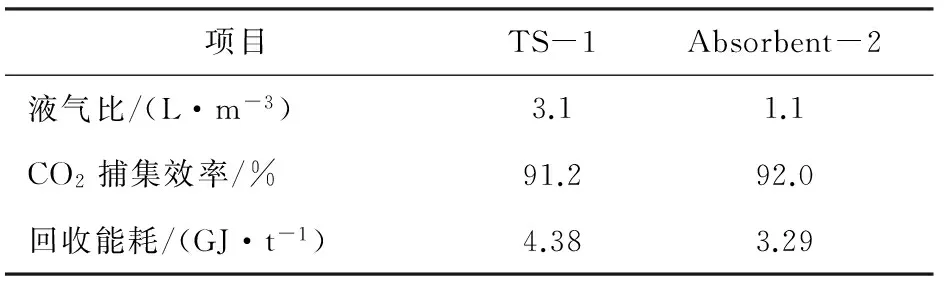
表2 试验性能测试结果

图5 CO2回收能耗对比
图6是CO2回收率与能耗的关系,由图6可知,Absorbent-2在CO2捕集率为60%~100%的条件下,回收能耗明显小于TS-1,因此,更适用于CO2较低的燃气轮机烟气。CO2回收能耗与捕集效率基本呈正相关直线关系,捕集效率越高,能耗就越大,同时吸收液消耗也越大,装置的投资和运行费用就越高。
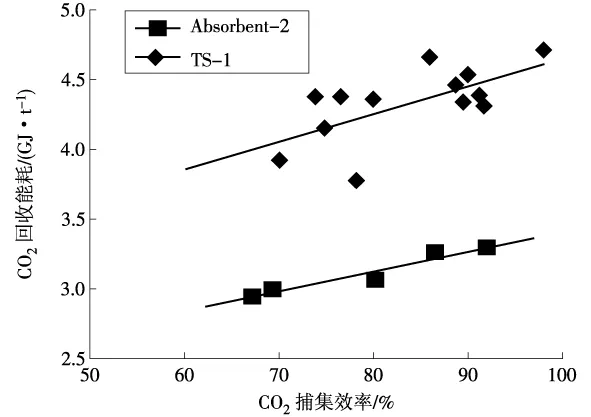
图6 CO2捕集效率与回收能耗关系
根据上述分析,本项目选用Absorbent-2为吸收液,确定的CO2捕集效率为70%,此时其回收能耗约为3.0 GJ/t。
3碳捕集方案的确定及主要设备
3.1碳捕集方案
按烟气CO2捕集规模的不同,分别设计了3个方案,见表3。方案1考虑处理1台390 MW机组全部烟气,即全捕集方案,方案2和方案3对CO2的回收量分别为0.5,1.0 t/h,称为小规模捕集方案。由于机组多为调峰运行,对于全捕集方案年利用小时数取3500,对于小规模捕集方案年利用小时数取7 000。

表3 项目研究方案

图7 全捕集方案工艺流程
3.2全捕集方案流程及主要设备
全捕集方案可分为2步,第1步提浓,第2步压缩脱水,其工艺流程如图7所示。
3.2.1提浓
来自燃气轮机余热锅炉出口的烟道气由引风机送往水洗冷却塔,经洗涤、冷却后进入吸收塔,在吸收塔中,烟气中的CO2被吸收液吸收,尾气排空。吸收CO2后的富液经贫富液换热后进入再生塔,在再生塔底经蒸汽加热,在塔内解吸生成富含CO2的再生气,再经冷却分液,得到体积分数为97%(含饱和水)左右的粗CO2气体。
3.2.2压缩脱水
来自再生塔的粗CO2气体经缓冲及冷却分液后进入高压压缩机,经三级压缩加压至6.0 MPa,经级间冷却分水后进入TEG精脱水装置,精脱水后的气体再进入压缩机第4级入口并增压至10.0 MPa,最后经冷凝分液后由高压管道输送至地质储存或EOR用气点。
由于全捕集方案处理的烟气量和回收的CO2量均较大,为满足设备制造的需要,将CO2吸收提浓部分相关设备设为3个单元,每个单元设备配置相同,并列运行。其主要设备参数见表4。

表4 全捕集方案主要设备参数

表5 小规模捕集方案主要设备参数
3.3小规模捕集工艺及主要设备
小规模捕集方案均生产食品级液体CO2。整个工艺分为吸收提浓、压缩精制2个工段,其中吸收提浓工艺类同全捕集方案,仅压缩精制部分工艺与全捕集方案有所不同。其流程如图8所示。
来自再生塔的粗CO2气体经缓冲、冷却、分水后进入压缩机增压至2.8 MPa左右,再经冷却、净化和分子筛脱水后降温到-12 ℃左右液化,然后在精馏塔经微沸提纯,塔底得到纯度为99.9%以上的液体CO2,经贮存后装车或装瓶出厂回用。小规模捕集方案主要设备参数见表5。

图8 小规模捕集方案精制部分流程

续表

表8 增设CCS装置后NGCC机组性能变化
4经济技术分析
4.1投资分析
根据《电力建设工程概算定额》《发电工程装置性材料综合预算价格》及询价投资估算的结果见表6。其中,方案1静态投资约为53 721万元,动态投资为55 236万;方案2动态投资为2 630万;方案3动态投资为3 117万。
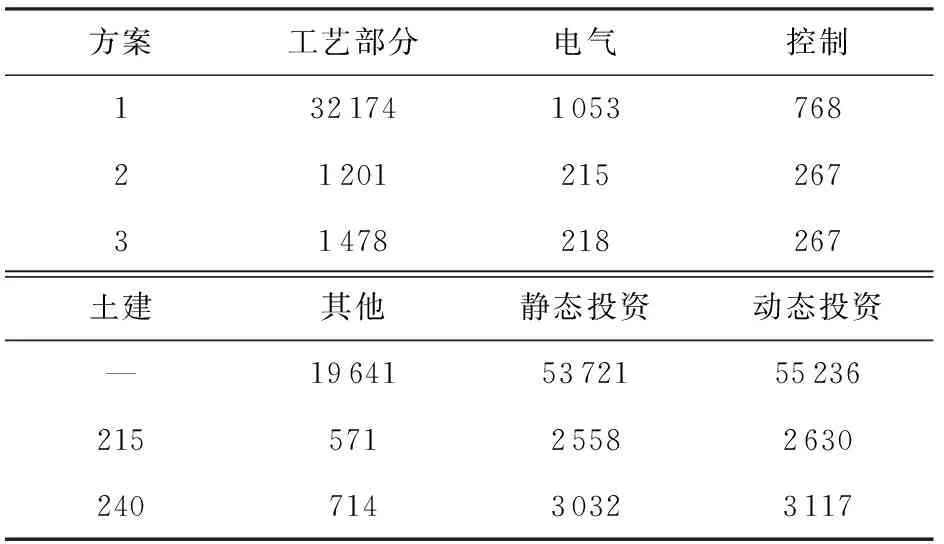
表6 投资分析 万元
由表6可知,工艺部分设备、材料和安装费在总投资中占比最大,约占全捕集方案总投资的58%,占小规模方案的45%~48%。因此,在设计中应尽量对工艺方案进行优化,以降低造价。
需要特别说明的是,方案1未计算土建费用,因电厂现有场地狭小也无可拆建场所,无法布置和估算,也未考虑CO2输送管道费用,因无场地可大规模储存或使用CO2,无法估算输送距离。另外,因该电厂“上大压小”方案未定,也未计算循环冷却水系统改造费用。
4.2运行费用
根据水、电、蒸汽、吸收液及填料更换费用核算,得到项目运行费用分析见表7。结果表明,从年运行费用来说,虽然方案2仅179万元,最低,方案1为10 293万元,最高,但从单位运行费用来看却正相反,方案1最低,方案2最高。

表7 运行费用分析
全捕集方案除了以上直接成本外,还有因抽取大量蒸汽带来的发电损失,利用GT MASTER软件进行流程模拟,结果表明NGCC机组在增加CCS后,方案1由抽蒸汽引起的发电损失约为30 431 kW,发电效率由57.76%降至57.30%;方案2和方案3引起的发电损失分别为165,330 kW,可忽略。考虑CCS装置本身电耗后,方案1的净发电量下降了12.17%,方案2和方案3则只分别降低了0.10%和0.18%,性能变化统计见表8。
表9汇总了各方案技术经济指标,考虑折旧费后,方案1 CO2生产成本为350.17元/t,最低;方案2生产成本为870.72元/t,最高;方案3生产成本为666.74元/t,居中。

表9 各方案技术经济指标
注:(1)运行费用仅含水、电、蒸汽、药剂及填料费用,不含人
工成本,人员由主机兼顾。
(2)单位生产成本指运行费用及折旧费之和。
(3)折旧年限按15年计,只计固定资产投资。
5可行性评估
由经济技术分析可知,方案1经济性最佳,方案2经济性最差。但由于全捕集方案存在设备布置空间严重不足,成品出路难找,蒸汽系统、循环水系统以及汽轮机需要增容改造等难题,实际上并不具有可行性。而方案3产量比方案2多1倍,且投资仅多487万元,成品CO2的生产成本比方案2低204元/t,整体经济性更佳。故综合考虑,推荐方案3。
市场调查表明,在以杭州市为中心半径300 km范围内生产液态CO2的大型企业共6家,每年总产能为100.5万t,基本满足了该区域的CO2需求量,其生产成本为300~450元/t,其中江苏华扬液碳有限责任公司直接自气田取气,生产成本仅200多元/t,而优选的方案3生产成本达667元/t,因此,无论是从生产成本、产品种类、品牌还是运输成本上来看,本项目均无优势。在没有外部政策和资金支持的情况下,长期运行比较困难。
6结束语
对某电厂NGCC机组排烟进行碳捕集的可行性研究过程中,选定了一种适合捕集燃气轮机排烟中CO2的吸收液Absirbent-2,在三川电厂进行中试试验,在70%捕集率下,回收能耗仅为3.0 GJ/t。根据试验结果对全捕集、捕集量为0.5 t/h和1.0 t/h等3种方案进行了详细核算和可行性评估,得出3个方案的总投资分别为55 236,2 630,3 117万元,生产成本分别为350.17,870.72,666.74元/t。
经济技术对比表明,方案3最佳,但该方案成本比当地普通CO2企业的生产成本高200~450元/t。为维持项目长期运转,应加强与政府和国内外碳减排机构合作,争取财政补贴、税收减免、纳入清洁发展机制(CDM)和利用碳排放交易市场。
参考文献:
[1]秦大河,STOCKER T.IPCC第五次评估报告第一工作组报告的亮点结论[J].气候变化研究进展,2014,10(1):1-6.
[2]於琍,朴世龙.IPCC第五次评估报告对碳循环及其他生物地球化学循环的最新认识[J].气候变化研究进展,2014,10(1):33-36.
[3]胡秀莲,苗韧.对IPCC第五次评估报告部门减排路径和措施评估结果的解读[J].气候变化研究进展,2014,10(5):331-339.
[4]赵文瑛,张志,李振山,等.利用固态胺连续捕集二氧化碳的双流化床实验研究[J].化工学报,2013(10):3640-3646.
[5]胡秀莲,苗韧.对IPCC第五次评估报告部门减排路径和措施评估结果的解读[J].气候变化研究进展,2014,10(5):331-339.
[6]谢和平,谢凌志,王昱飞,等.全球二氧化碳减排不应是CCS,应是CCU[J].四川大学学报,2012,44(4):1-5.
[7]桂霞,王陈魏,云志,等.燃烧前CO2捕集技术研究进展[J].化工进展,2014,33(7):1895-1900.
[8]蒲鹤,梁光川,何慧娟,等.燃煤电厂尾气中CO2捕集技术研究[J].天然气与石油,2013(12):52-54.
[9]汪东.膜吸收法回收烟气中CO2的过程研究[J].化学工业与工程技术,2014,35(2):61-64.
[10]曾亮,罗四维,李繁星,等.化学链技术及其在化石能源转化与二氧化碳捕集领域的应用[J].中国科学(化学),2012,42(3):260-281.
[11]张新军.大规模烟气二氧化碳捕集技术[J].油气田地面工程,2014,33(3):44-45.
[12]刘志坚,史建公,赵良英,等.二氧化碳捕集技术进展[J].中外能源,2014,19(6):1-9.
[13]周媛,薛建明.燃烧后CO2气体捕集技术研究[J].电力科技与环保,2013,29(6):14-16.
[14]OHASHI Y, OGAWA T, SUZUKI K.Toshiba’s pilot programme results[J].Carbon capture journal, 2011(24):2-6.
(本文责编:弋洋)
收稿日期:2015-11-16;修回日期:2016-04-10
中图分类号:X 701
文献标志码:A
文章编号:1674-1951(2016)04-0001-07
作者简介:
孙路长(1976—),女,河南南阳人,高级工程师,工学硕士,从事火电厂大气污染控制工程设计方面的工作(E-mail:sunlc@chec.com.cn)。
