垃圾填埋气制取天然气的系统工艺及工程应用
2016-07-01毛友泽齐东潮张胜利
毛友泽,齐东潮,张胜利
(1.华电郑州机械设计研究院有限公司,郑州 450015; 2.北京环卫集团环境研究发展有限公司,北京 100101; 3.北京华源惠众环保科技有限公司,北京 100082)
垃圾填埋气制取天然气的系统工艺及工程应用
毛友泽1,齐东潮2,张胜利3
(1.华电郑州机械设计研究院有限公司,郑州450015; 2.北京环卫集团环境研究发展有限公司,北京100101; 3.北京华源惠众环保科技有限公司,北京100082)
摘要:目前,填埋仍是城市生活垃圾处置的主要方式之一,垃圾填埋气资源化利用的潜力巨大。提出了一种完整的以垃圾填埋气为原料制取天然气的系统工艺,并进行了工程化应用。以常规天然气标准作为产品技术指标,根据单元模块化的设计理念确定了系统工艺流程。从工程应用情况看,该系统工艺技术可行,装置运行稳定,天然气产品品质完全符合设计要求,具有较好的社会效益和经济效益。
关键词:垃圾填埋气;天然气;工艺;工程应用
0引言
目前,填埋仍是城市生活垃圾处置的主要工艺之一。政府间气候变化专门委员会(IPCC)的报告显示,21世纪以来,大气中CH4和CO2的体积分数分别上升了151%和31%,其中5%~20%是由于垃圾填埋而产生的[1]。然而,填埋气又是一种价值很高的能源物质,以填埋气为原料的下游产品开发仍有很大的空间。发达国家早在20世纪70年代就已开始了对填埋气利用的研究,80年代开始对填埋气进行利用推广。我国垃圾填埋气利用起步较晚,1998年10月,杭州天子岭垃圾填埋场填埋气发电项目的投产运行,开创了我国填埋气资源化利用的先河[2]。近年来,随着国家对节能减排的重视及对新能源经济发展的鼓励,国内兴起了大批填埋气发电项目。相比之下,我国的填埋气利用技术发展相对缓慢,设施相对单一。
经过深度净化处理的沼气实际上已经完全成为纯正的天然气产品,燃烧特性与管输天然气完全一致[3]。填埋气净化提纯工艺的研究热点大多集中在某一项或少量几项杂质组分的分离上,完整的工艺技术鲜有介绍。如石磊等研究指出了目前国内外常见的6种净化单元操作技术[4],有专利公开了一种从垃圾填埋气中净化回收CH4的方法[5],但流程设计上选择先脱除CO2后脱除O2,脱氧反应需要补充H2。
近年来,国内开始出现垃圾填埋气制取天然气的试验性项目,但数量较少且早期建成的装置当前均未运行。该类项目仍处于起步阶段,生产装置的稳定性、经济性不强,主要原因在于系统集成工艺的创新程度不高;另外,我国幅员辽阔,城市垃圾成分、填埋场选址、填埋工艺及运营水平、填埋气收集利用工艺等地区性差异很大:因此对经济性更强、可靠性更高的生物天然气生产系统工艺的研究具有重要意义,也有利于丰富、完善该技术路线,促进该产业的良性、快速发展。
1垃圾填埋气收集制取天然气的系统工艺
垃圾填埋气的成分根据垃圾成分、填埋年限、填埋质量和收集方式的不同而有所不同,其中垃圾成分对填埋气成分的影响最为重要。根据填埋气中各成分的含量及存在的普遍性可分为以下3类。
(1)一类成分(主要成分)。包括CH4和CO2,其体积占填埋气体总量的90%~99%,其中CH4占45%~60%,CO2占30%~50%。
(2)二类成分(少量成分)。主要是指垃圾在生物降解过程中产生的除CH4和CO2外的其他常见的气体,包括O2,N2,H2O,H2S,NH3等气体,这些气体的含量较小,占填埋气体总量的10%以下。
(3)三类成分(微量成分)。主要是包括烷烃、环烷烃、芳烃、卤代化合物等在内的挥发性有机物(VOC),总量一般不超过1%。这些气体虽然含量极低,但种类多、成分复杂。它们主要来源于垃圾中油漆、洗涤剂、干洗剂、空气清新剂等化学物质及其残留物的挥发和生物降解。
典型填埋气的组分见表1。
1.1产品技术标准
目前,我国还没有颁布以垃圾填埋气或其他厌氧沼气等为原料制取天然气的产品和技术标准,有研究人员将经过预处理的垃圾填埋气直接应用于190系列天然气发动机时存在以下缺点[6]:(1)填埋气的热值比天然气低,发动机功率明显下降;(2)燃烧速度低,排温高,可靠性差;(3)效率低,NOx排放质量浓度高。

表1 典型填埋气组分 %

图1 系统工艺流程
该系统的生物天然气产品设计指标是参考我国现行的石化天然气标准,包括GB 18047—2000《车用压缩天然气》[7]和GB 17820—2012《天然气》[8],要求生物天然气能够完全满足上述标准要求。
1.2系统工艺流程
该系统工艺流程的设计主要考虑以下几个方面:(1)垃圾填埋气中CO2体积分数接近40%,而国内外化石能源油气田所产常规天然气中CO2的体积分数一般不超过15%;(2)从垃圾填埋场污染控制要求和垃圾填埋气规模化利用的角度考虑,填埋气的收集采用主动导排的方式,原料气中必然会引入空气,O2的引入增加了气体处理的安全风险,而且车用压缩天然气对O2的体积分数有苛刻的要求(不高于0.5%);另外,N2的引入不利于生物天然气的热值;(3)垃圾填埋气中除H2S外,其他有机硫化物的种类多,并且总硫的体积分数波动范围很大(0.005%~0.100%);(4)垃圾填埋气中基本不含C2H6,C3H8等轻烃,不利于生物天然气热值的提高;填埋气中硅氧烷的含量少且波动性大,宜采用协同净化的方法予以去除。
垃圾填埋气中杂质组分较多,该系统的分离、提纯工艺涉及多个操作单元,各单元之间既在流程上相互独立,又在工艺参数上紧密衔接,因此在系统的集成上采用单元模块化的设计理念,以保证工艺设计的完整性、系统性。系统工艺流程如图1所示。
垃圾填埋气产生于垃圾堆体内部,经集中收集后首先进入预处理系统,进行过滤、冷却脱水、气液分离并增压,然后依次经过脱硫、脱氧、脱碳、干燥等净化单元模块完成气体分离提纯,制得气质符合标准要求的生物天然气,生物天然气加臭后经过压缩机升压至20~25 MPa储存,即制得压缩天然气(CNG)。
1.3单元模块
(1)预处理单元模块。填埋气产生于垃圾堆体内部,经收集管网输送来的原料填埋气含有较多的固体杂质、冷凝水,甚至还会携带渗滤液。在预处理单元模块,原料气经过过滤器、冷却器除去夹带的固体颗料及冷凝水,然后经由压缩机升压至1.0 MPa左右,同时经过冷却和气液分离进一步脱除饱和水。
(2)脱硫单元模块。采用吸附脱硫工艺,吸附剂采用复合改性活性炭,硫容大,能有效去除填埋气中H2S、硫醇、硫醚等;此外,脱硫单元可以协同脱除硅氧烷。
填埋气中的大部分H2S被氧化生成单质硫并沉积在吸附剂孔道内,其他硫化物会直接吸附在吸附剂表面上。相对于其他常用的脱硫工艺,如氧化铁脱硫、生物脱硫、醇胺溶剂脱硫等,该方法更适用于填埋气硫化物成分复杂、硫含量波动大的场合,对填埋气处理量无要求,温度、压力等工艺参数适用范围更宽,操作更简单;另外,填埋气中H2O和O2的存在有利于脱硫精度的提高。
(3)脱氧单元模块。脱氧技术主要有碳燃烧法、脱氧剂法、催化燃烧法等。碳燃烧法需要不断补充特质活性炭,并且在高温条件下发生燃烧反应,能耗很高,运营成本大;脱氧剂法利用变价金属(Cu,Mn等)的多化合价性质,使其低化合价态的氧化物与O2发生氧化还原反应,脱氧剂在使用前需要还原活化且需要不断再生。
鉴于原料气以CH4为主,该单元模块采用直接催化燃烧法进行脱氧。在催化剂的作用下,CH4与O2反应生成H2O和CO2。该工艺相比于其他工艺的优点是无需再生,可连续工作,并且无需加H2。
如图2所示,原料气首先经换热器预热至250~280 ℃,然后在催化燃烧塔内O2与CH4发生反应,生成产物为CO2和H2O。产物CO2可与填埋气中本身含有的CO2在后续脱碳单元中一并除去;产物H2O经冷却后分离。反应为放热过程,所产生的热量可以循环利用,即将高温产品气所带的热量用于预热原料气,同时高温产品气被冷却,反应过程不耗能,只在启动升温时耗能。
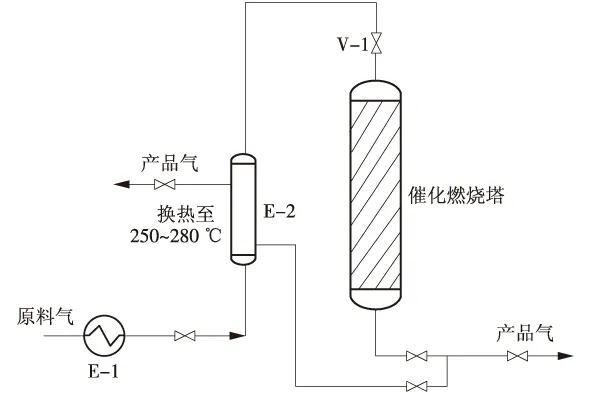
图2 脱氧工艺流程
(4)脱碳单元模块。填埋气中CO2是体积分数最大的杂质组分,使得该模块成为整个系统中最为关键的技术部分。因为填埋气中含有少量O2,不宜采用溶剂吸收工艺。
该模块设计采用真空变压吸附(VPSA)工艺,利用物理吸附的原理使CH4和CO2发生分离,吸附剂为细孔硅胶,吸附过程中没有化学反应,吸附过程快且完全可逆。因该吸附剂对水有一定的吸附能力,能同时脱除部分水,设计净化气的常压水露点不高于-20 ℃。吸附压力为0.6~1.0 MPa,再生压力为-0.09~-0.05 MPa。
(5)干燥单元模块。干燥单元模块采用分子筛吸附脱水工艺,通过4A分子筛干燥剂对混合物中极性水分子的选择,将水分从气体中分离出,从而达到脱水目的,获得更低露点的干燥气体。
一般设计为双塔结构,一塔进行吸附工作时,另一塔解析再生,吸附剂的解析采用闭式循环电加热再生工艺,吸附压力为0.4~0.6 MPa,再生压力为0.1 MPa,再生加热控制温度为190~200 ℃,再生加热停止温度为120 ℃,吸附时间为8~12 h,再生时间为4~6 h。干燥单元模块工艺流程如图3所示。

图3 干燥单元模块工艺流程
(6)储存加气单元模块。净化后的产品气通过压缩机升压储存于CNG钢瓶组或注入天然气管网,站用CNG钢瓶组最高储存压力为25 MPa,CNG加气站可以根据需求设计成常规站或加气母站。按照国家相关规范要求,产品气在增压前要注入臭剂,以便及时发现燃气泄漏,加药装置通过在线检测天然气流量实现自动控制药剂注入量,臭剂一般选择四氢噻吩,加臭标准为20 mg/m3。
1.4物料衡算
以原料气处理量为750 m3/h的系统为例进行物料衡算,如图4所示。

图4 处理量为750 m3/h系统物料衡算结果
2工程应用
上述系统工艺已成功应用于我国某垃圾卫生填埋场的填埋气处理利用项目。该套装置设计处理能力为1 000 m3/h,实际生产中原料气处理量根据填埋气产出量自动在线调节,调试及试运行结果表明该套装置工艺技术可行、性能可靠、运行稳定,产品天然气的统计日均产出量为7 560 m3,经第三方检测,产品气热值可以高达39.71 MJ/m3,各组分体积分数分别为φ(CH4)=99.84%,φ(CO2)=0.05%,φ(N2)=0.11%,O2与S未检出,各项产品指标完全满足设计要求,产品天然气作为燃料应用于居民、工业和机动车辆。
表2为该项目产品天然气与该城市CNG母站天然气的参数对比。
该项目年工作时间8 000 h,产品气规模252 万m3/年。考虑各种生产成本性消耗、人工费、检修维护费等,计算单位产品气的直接生产成本不超过1.1 元/m3,投资回收期为3~4年。
综合以上技术与经济分析,以填埋气为原料制取的产品天然气因原料气中不含C2H6,C3H8等高热值组分,相比于传统石化天然气而言,其热值偏低2%~17%,密度也偏低,但是完全满足现有天然气热值标准,可以作为商品天然气使用。常规CNG加气站气源为管输高压天然气,气价各地不尽相同,一般为2~3 元/m3,而且单独建站征地手续复杂,费用很高;相对而言,填埋气原料易得,按照现有填埋场污染控制标准,填埋气必须经过处理后排放,考虑到处理成本,填埋气气源成本可以忽略不计,所以以填埋气为原料的产品天然气利润空间很大,并且该类型项目可就近在气源场内建设,无需单独征地。

表2 产品天然气抽样对比
3结束语
填埋气的资源化利用项目具有能源和环保双重有益效应,以我国目前该产业发展现状看,填埋气处理利用方式偏单一,尤其对于千吨级以上规模的垃圾卫生填埋场,限于场内的电负荷、热负荷不高,发电、作为锅炉燃料等利用方式的资源利用效率偏低,因此,以填埋气为原料制取天然气项目具有很大的推广空间。另外,根据该类项目的工程应用情况,设计与施工等项目建设标准、装备及材料的国产化水平、产品气商业化政策及安全监管等应引起进一步关注。
参考文献:
[1]李树勋,李确.填埋气制取车用燃料的综合研究[J].中国沼气,2012,30(4):38-39.
[2]杜鹃.我国城市垃圾填埋气资源化利用现状及前景研究[C]//中国环境科学学会.2010中国环境科学学会学术年会论文集:第4卷.北京:中国环境出版社,2010:3487-3492.
[3]罗东晓.利用沼气生产城镇燃气的工艺及技术方案[J].新能源,2011,31(5):107-110.
[4]石磊,赵由才.垃圾填埋气的净化技术进展[J].天然气化工,2004,29(2):58-62.
[5]沈静.从垃圾填埋气中净化回收甲烷的方法:101219919[P].2008-07-16.
[6]许峰.垃圾填埋气(LFG)发动机的实验研究[J].燃烧科学与技术,2002,8(5):449-452.
[7]车用压缩天然气:GB 18047—2000[S].
[8]天然气:GB 17820—2012[S].
(本文责编:刘芳)
收稿日期:2015-12-09;修回日期:2016-04-12
中图分类号:X 705
文献标志码:A
文章编号:1674-1951(2016)03-0071-04
作者简介:
毛友泽(1981—),男,山东济宁人,工程师,工学硕士,从事生物质燃气综合利用、天然气能源工程等方面的工作(E-mail:maoyz@hdmdi.com)。
