基于AT89S52的智能扭矩扳手设计*
2016-06-16赵排航王克印黄海英
赵排航,王克印,肖 辉,黄海英
(1.军械工程学院,石家庄 050003;2.武警8640部队,河北 定州 073000)
基于AT89S52的智能扭矩扳手设计*
赵排航1,王克印1,肖辉2,黄海英1
(1.军械工程学院,石家庄050003;2.武警8640部队,河北 定州073000)
摘要:许用扭矩是拧紧螺纹紧固件时可施加的最大扭矩值,它是保证螺纹连接安全可靠的重要参数;针对扭矩扳手需要人工设定所需扭矩值的现状,设计了一款可自动设定许用扭矩值的智能扭矩扳手;建立了扳手夹持装置开口大小与许用扭矩的关联函数,采用电位器制作位移传感器用于检测扳手开口大小进而计算许用扭矩值,在扭转轴上粘贴全桥式应变电路作为扭矩传感器用于检测施加扭矩值。单片机AT89S52为运算处理的核心,当施加扭矩值大于许用扭矩值时发出报警;硬件采用技术成熟的集成模块,软件设计采用模块化思想,提高了系统的维修性和可靠性;经过原理样机的数据实测,数据误差在允许范围内,达到了设计要求。
关键词:单片机;智能;许用扭矩;模数转换
0引言
扭矩扳手是一种能够实时反馈并控制拧紧力矩的专用工具,可以施加比较准确的拧紧力矩。目前,工程应用较多的有电子数显式和机械式两种。两种扳手的操作方法基本相同,均为先设定许用扭矩值再进行拧紧操作,当施加扭矩值达到设定值时出现报警提示。也就是说,当使用扭矩扳手对一个螺栓施加预紧力时,必须先通过计算或者查询相关手册得到其许用扭矩值,再用扭矩扳手拧紧螺栓,这就要求操作者对螺栓的许用扭矩值有一定的掌握。而许用扭矩等理论信息并未在工程实际中推广,这就阻碍了扭矩扳手的推广应用。
本文所研究的智能扭矩扳手可实现自动识别螺栓规格,辅助设置相关参数,自动计算螺栓的许用扭矩,采用扭矩传感器实时采集施加的扭矩值并与许用扭矩值比较,达到许用值时出现报警,提示不再加力。操作对象主要为常用的4.8级普通螺纹紧固件,省去了传统扭矩扳手需要人工设定许用扭矩值的环节。该方案较传统扭矩扳手在参数设定方面进行创新,在保证可靠性的基础上极大地提高维修效率,也顺应了维修工具的智能化发展趋势。
1设计计算
1.1总体设计方案
智能扭矩扳手系统包括单片机、位移传感器、扭矩传感器、A/D转换、LED显示、声光报警等模块。原理框图如图1所示。采用AT89S52单片机作为控制系统的核心,它是一种低功耗、高性能CMOS8位微控制器,具有8K可编程Flash存储器。单片机接收A/D转换模块处理的扳手开口检测信号,内置扭矩计算程序进行许用扭矩计算。开始操作后接收扭矩传感器传来的扭矩信号并计算扭矩值,与许用扭矩值的大小进行比较,当施加扭矩值大于许用扭矩值时发出声光报警。
1.2许用扭矩值的计算
智能扭矩扳手实现许用扭矩的自动设定首先需要识别螺栓规格信息,这通过夹持装置夹持螺栓的六角头来实现。因此需要建立螺栓六角头对边距与许用扭矩之间的关系。根据GB/T 5780-2000和GB/T 3098.1-2010建立了各规格螺栓的对边距与保证载荷之间的对应关系,如表1所示。将其对应的数据输入至Excel表格,插入散点图,在散点图上面插入趋势线,并生成线性公式,分别对对边距与公称直径和对边距与保证载荷进行曲线拟合。拟合结果如图2和图3所示,两项拟合中决定系数R2分别为0.999和0.9997,表明该曲线估计可信。这样即得到了公称直径d和对边距D的关系式(1)和保证载荷F与对边距D的关系式(2):
d=0.67D-0.34
(1)
F=81.2D2+178.5D-3588.7
(2)
表1螺栓各规格的对边距与公称直径、保证载荷的对应关系

图2 对边距与公称直径拟合结果

图3 对边距与保证载荷拟合结果
成大先主编的《机械设计手册》第5版指出,拧紧力矩T用于克服螺纹副的螺纹阻力矩T1及螺母与被连接件(或垫圈)支承面间的端面摩擦力矩T2。计算拧紧力矩的公式为:
T=T1+T2
=KFd
(3)
式中:d为螺纹的公称直径,F为预紧力,d2为螺纹中径,φ为螺纹升角,ρv为螺纹当量摩擦角,μv为螺纹当量摩擦因数,μ为螺母与被连接件支承面间的摩擦因数,K为拧紧力矩系数。
拧紧力矩系数K值反应了螺栓连接紧固过程中施加扭矩和预紧力的关系,是力矩紧固过程中最不容易确定的因数。选择过大,计算出的扭矩过大,易造成螺栓或垫片损坏;选择过小,计算出的扭矩过小,达不到螺栓连接的预紧要求,会造成螺栓自燃松脱等故障。设计手册给出了推荐的K值见表2。

表2 拧紧力矩系数K
保证载荷即螺栓联接不发生塑性变形的最大预紧力。因此,将(1)、(2)、(3)式联立即可得到对螺栓施加的最大极限扭矩值与螺栓六角头对边距的关系式为:
式中K要根据选用螺栓的情况来取值。出于安全的考虑,要确定一定的安全系数。若安全系数过高则会导致螺栓拧不紧,失去了使用扭矩扳手的意义,但也不能过低,不然会降低螺栓联接的使用寿命。这里取值1.25,即许用扭矩的计算公式为:
T0=0.8Tmax=
0.8K(54.4D3+92D2-2465D+1220)
(4)
因此,通过检测扳手夹持装置的开口尺寸,再进行数学运算即可得到许用扭矩值。
2系统硬件设计
2.1信息采集模块
信息采集模块包括位移传感器、扭矩传感器和模数转换模块AD7705,电路连接如图4所示。AD7705为双通道全差分模拟信号输入,无需使用信号调理电路便可接收来自传感器的信号并产生串行的数字信号。外接晶振电路为该芯片提供时钟信号,保证AD转换连续进行。将AD7705的SCLK脚和单片机的P3.1脚连接进行串行时钟信号的传输,DOUT和DIN脚接在一起并与P3.0 脚相连用于数字信号的传输。片选端CS直接接地。

图4 信息采集模块电路图
位移传感器用于采集扳手夹持装置的开口大小,识别螺栓规格。采用电位器的分压电路,由于电位器的分压大小的变化与其阻值成正比,阻值的调整通过齿轮机构与夹持装置开口大小的调整相关联,再根据普通螺栓直径与其六角头尺寸的对应关系,即可通过测量电压的大小来识别螺栓规格。位移传感器采集的电压输出端接AD7705的AIN2(+)和AIN2(-)管脚,进行模数转换并存储。
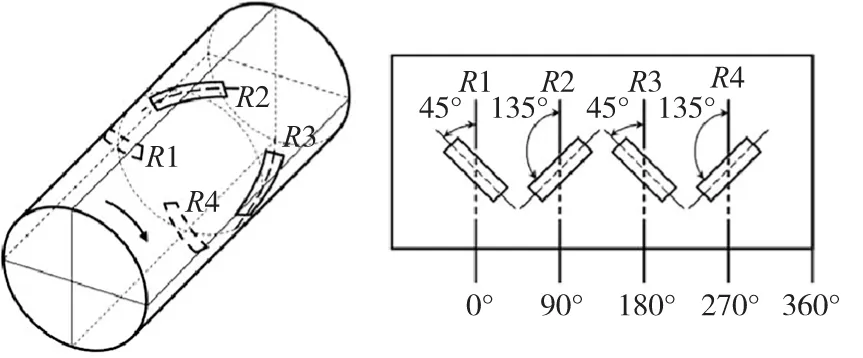
图5 应变片贴片示意图
扭矩传感器由弹性轴和应变片全桥电路构成。当弹性轴受到扭矩作用时将会发生形变,轴上会有应力和应变产生,其横截面会受到一个剪应力,该剪应力在轴的中心处为零,轴表面最大[2]。在轴表面与杆轴成45°和135°的斜面上,受到法向应力,此法向应力为主应力且数值等于横截面上的最大剪应力。因此,在扭力轴表面与轴成45°和135°的两个方向贴应变片,如图5所示,并连接成全桥电路,可以消除轴向力和弯矩的影响。
根据材料力学,圆轴表面受到最大拉应力σ1和压应力σ2,且有σ1和σ2数值大小与横截面的剪应力τ大小相等。
(5)
式中:WP为轴截面的抗扭系数,M为弹性轴所受扭矩。
由胡克定律知,当弹性轴扭转时,所粘贴的应变片R所受到的应变为:
(6)
式中:E为弹性模量,μ为泊松比。
将(5)式代入(6)式得:
(7)
整理该式得:
(8)
由应变片工作原理可知:
(9)
式中:ΔR为应变片阻值改变量,R表示应变片阻值大小。
将(9)式代入(8)式可得:
(10)
因此,圆轴的扭矩大小与应变片阻值的变化量ΔR是呈正比的。当圆轴受到扭矩作用时,产生的ΔR信号通过全桥电路转换为可测量的电压信号。全桥电路的输出电压两端接AD7705的AIN1(+)和AIN1(-)管脚,进行模数转换,转换为数字信号输送至单片机进行相关运算。
2.2人机交互模块
人机交互模块包含液晶显示、声光报警、按键等模块。液晶显示模块由控制器、驱动器、RAM、ROM和LCD显示器用PCB连接到一起而成,本文采用长沙太阳人电子有限公司的LCD1602字符型液晶显示模块作为人机交互的主要部件。该模块是一种专门显示字母、数字、符号等点阵式LCD,能同时显示2行16列共32个字符。与单片机连接电路如图6所示,1602的八根数据线DB0~DB7与单片机的P0.0~P0.7相连进行数据传输,P2.0、P2.1、P2.1分别连接RS、RW和EN端用来控制1602的工作状态,VL端通过电位器连接高电平用于调整对比度。1602工作状态控制方式如表3所示。

图6 LCD1602与单片机连接电路图
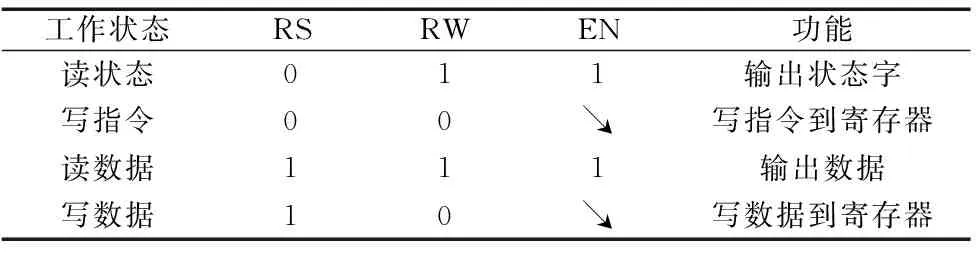
工作状态RSRWEN功能读状态011输出状态字写指令00↘写指令到寄存器读数据111输出数据写数据10↘写数据到寄存器
注:表中“↘”表示下降沿脉冲。
LCD1602共包括三个寄存器,分别是DDRAM、CGROM和CGRAM。DDRAM为显示数据RAM,用来寄存待显示的字符代码,其地址与屏幕显示位置有一一对应的关系,在什么位置显示字符就往相应的地址发送数据即可。CGROM为字符存储器,内部存储了160个不同的点阵字符图形供需要时调用。CGRAM为自定义字符存储器,用户可根据需要自定义显示字符。
声光报警模块由一个5V无驱动直流蜂鸣器和发光二极管组成,由单片机P3.7引脚控制。当出现扭矩传感器测得扭矩值大于许用扭矩时,P3.7输出高电平,启动声光报警。
3系统软件设计
编程采用常用的Keil uVision软件,它对单片机C语言有很好的兼容性。为了构建控制器软件框架,为了使程序易于编写和修改,编程时根据各模块的工作顺序将程序分为数据采集和液晶显示两个模块。
3.1系统的主流程图
系统的主流程图如图7所示。系统上电后各模块进行初始化,A/D转换器通过采集电位器电压值来识别扳手夹持装置开口大小,内置程序计算相应许用扭矩值。按键按下,表明开口大小已经调整完毕,此时处理器按照程序设定计算许用扭矩值存储至寄存器并输送至LCD模块显示;A/D转换器采集扭矩传感器的扭矩信号,实时扭矩值在LCD模块显示并与许用扭矩值进行比较,大于许用扭矩值时启动声光报警模块。

图7 主流程图
3.2数据采集模块软件设计
AD7705数据采集的流程图如图8所示。由于扳手开口检测电位器接的2通道,所以数据转换先从2通道开始。所提到的按键为扳手开口尺寸调整完成的确认键,只有当开口尺寸调整完成后才能进行下一步操作和运算。
DRDY信号为数据A/D转换完成的指示信号。低电平期间表示A/D转换完成,可以读取数据寄存器的内容。高电平期间表示A/D转换正在进行,这时不能访问数据寄存器。

图8 数据采集流程
3.3液晶显示模块软件设计
LCD1602 不需外加驱动电路,与单片机连接简单,显示功能丰富,具有显示质量高、体积小、功耗低的特点,它可满足本设计显示扭矩信息的需求。LCD1602设置为两行显示,第一行显示计算完成的许用扭矩值,第二行显示操作过程的扭矩传感器检测的实时扭矩值及过载标志。该模块运行流程图如图9所示。

图9 液晶显示模块流程图
4实测结果
该控制系统基于面包板搭建了测控电路原理样机。电位器与夹持装置开口调整螺杆通过齿轮联动,通过调节电位器阻值来模拟开口大小的调整。系统测量的显示值与理论值的对比如表4所示。

表4 测试数据对比
显示值与理论值有误差的原因主要有两点:①编程过程中,为了计算快速和准确,将公式中的系数按四舍五入的方法进行了取整;②在调整电位器1模拟开口大小调整的过程中,电位器阻值与开口大小的对应
精准度也存在一定的误差。通过表格数据显示,误差在允许范围内。
5结论
针对传统扭矩扳手需要人工设定极限扭矩的现状进行技术创新,设计了一种智能扭矩扳手。本设计采用AT89S52单片机作为控制核心,AD7705进行模数转换,液晶显示模块采用LCD1602集成模块,该扳手原理样机经过仔细调试,进行了数据实验验证,数据的误差在允许范围内,达到了初步的设计要求。智能扭矩扳手解决了技术资料在工程实际中运用较少的问题,能够快速、准确的对螺栓施加拧紧扭矩,智能化程度进一步提高。随着科技进步,智能化产品和设备将是未来的发展趋势。
[参考文献]
[1] 成大先. 机械设计手册 [M]. 5版.北京:化学工业出版社,2007.
[2] 廖丽媛,卢文科.基于单片机的扭矩测量系统的设计[J].仪表技术,2013(3):13-15,19.
[3] 李军,苗新聪,张晓宇.四足机器人步幅、步频与扭矩和能耗关系研究[J].组合机床与自动化加工技术,2012(12):10-14.
[4] 朱春梅,王朝霞,胡啸峰. 扭矩测量系统的研究与设计[J]. 机械设计与制造,2009(5):30-32.
[5] 朱春梅,王朝霞. 基于单片机的扭矩测量技术研究[J]. 新技术新工艺,2008(9):47-49.
[6] 徐光卫. 气动数显扭矩扳手的研究[D].成都:西华大学,2014.
[7] 江骏,刘志峰.基于IPC的自动拧紧机控制系统设计[J].组合机床与自动化加工技术,2006(11):57-59.
[8] 杨阳,唐虹.基于虚拟仪器的扭矩测试系统的设计与实现[J]. 计算机测量与控制,2012,20(4):883-886.
[9] 曾国华.可控扭矩电动扳手的设计[J].工具技术,2002, 36(5) : 15- 17.
[10] 陆耀祖.扭矩型扭力扳手验收的探讨[J].组合机床与自动化加工技术,2000(3):39-42.
(编辑赵蓉)
Design of Intelligent Torque Wrench Based on AT89S52
ZHAO Pai-hang1,WANG Ke-yin1,XIAO Hui2,HUANG Hai-ying1
(1.Ordnance Engineering College, Shijiazhuang 050003, China;2.China Armed Police Force 8640,Dingzhou Hebei 073000, China)
Abstract:Allowable torque is the maximum torque value that can be applied when tightening the screw fasteners, which is an important parameter to ensure the safety and reliability of the screw connection.According to the present situation that torque wrench needs to manually set the desired torque values,it has designed a set of intelligent torque wrench which could set torque values automatically. It has established the correlation function of the opening size of the holding device and the allowable torque of the wrench. Production of displacement sensor using potentiometer for measuring the opening of the wrench and calculating the allowable torque value. Pasted on the torsion shaft full bridge strain as a torque sensor signal acquisition circuit used to applied to detect the applied torque. Single chip microcomputer AT89S52 is the core of operation processing.When the applied torque value is greater than the allowable torque value, the alarm is issued.The hardware adopted technological integrated module, the software was designed using the modular idea,it has improved system’s maintainability and reliability. Test results show,data calculation error is within the allowable range, reached the design requirements.
Key words:SCM; intelligence; allowable torque;ADC
文章编号:1001-2265(2016)05-0143-04
DOI:10.13462/j.cnki.mmtamt.2016.05.039
收稿日期:2015-07-06
*基金项目:总后勤部军内科研基金项目,军械工程学院基础科研基金项目(YJJXM13025)
作者简介:赵排航(1991—),男,河南兰考人,军械工程学院硕士研究生,研究方向为机械设计及理论,(E-mail)zhaopaihang@126.com。
中图分类号:TH132;TG506
文献标识码:A
