基于工艺特征的数控编程方法研究
2016-06-16陈小红高增梁马云飞来建良
陈小红, 高增梁,马云飞,来建良
(1. 浙江机电职业技术学院 机械工程学院,杭州 310053;2. 浙江工业大学 机械工程学院,杭州 310014;3. 浙江东阳市双燕设备有限公司,浙江 东阳 321000)
基于工艺特征的数控编程方法研究
陈小红1, 高增梁2,马云飞3,来建良1
(1. 浙江机电职业技术学院 机械工程学院,杭州310053;2. 浙江工业大学 机械工程学院,杭州310014;3. 浙江东阳市双燕设备有限公司,浙江 东阳321000)
摘要:以零件的工艺特征为基础,系统地研究了不同的机械加工工艺的编程方法。基本编程实现了机械加工工艺数控指令化。固定循环简化了典型加工工艺单元的编程,加工相同工艺内容用子程序编程,加工函数面用变量编程,加工零件族系列零件用参数化编程,加工自由曲面用CAM自动编程。同时通过数控编程技术的综合应用,实现了粗/精加工、自由平面轮廓倒圆角等工艺。
关键词:工艺特征;编程方法;参数化编程
0引言
特征是一类实体具有的特定属性,反映了一个实际零件或部件的特定几何形状和特定工艺[1]。基于特征的数控编程技术,国内外研究较多,如国外,Hou.M 和 Faddis.T.N[2]在 UG 平台上,以加工特征为信息载体,实现了 CAD/CAPP/CAM 信息的集成,在集成环境下进行自动编程。HuiKang K.Miao 等[3]在 I-DEAS 平台上开发了具有工艺决策功能模块,以特征为信息载体,实现了 CAD/CAM 集成环境下的自动编程。在国内,于芳芳、郑国磊[4]结合飞机整体壁板结构特点及其典型加工工艺路线,采用VC++6.0 在CATIA/CAA 环境中开发了飞机壁板类零件的快速数控编程系统。陈文兵等[5]研究了基于VB的数控参数编程方法。但国内外研究的普遍是基于工艺的CAD/CAM自动编程技术,或基于特定行业的某类零件的编程方法,本文以零件的工艺特征为基础,系统、宏观地研究数控编程策略方法。
1实现机加工编程的基本思想方法
数控编程是用数控语言把机械加工工艺表述出来。现在流行的数控系统采用 ISO6983标准进行编程,用G、M代码定义机床的运动和开关动作。机械加工工艺实质为零件的成型运动,在描述零件成型运动时,首先要确立基本的编程思想:“刀具相对工件运动”。在零件成型的机械加工过程中,刀具与工件都可能是运动的,即成型运动的对象是不确定的。为了简化编程,在加工过程中无论是刀具运动,还是工件运动,按相对运动理论,都把工件看作静止,刀具看作运动,即刀具相对“静止”工件运动。这样编程时只要描述刀具的相对运动, 可以“抛开”机床,按工件轮廓形状进行,使编程简便易行。
其次,描述刀具运动,需要一个定位系统,以确定刀具运动位置。现代数控系统采用的标准定位系统为右手笛卡尔直角坐标系。按使用场合,可分为编程坐标系、工件坐标系、机床坐标系等。编程时在图纸上建立的坐标系为编程坐标系,加工时通过对刀设定的坐标系为工件坐标系,机床本身具有的坐标系为机床坐标系,其坐标轴正方向规定为刀具远离工件的方向。
描述刀具运动主要素是刀具运动轨迹。刀具运动的基本轨迹有直线和圆弧,直线插补用G01指令,圆弧插补用G02(顺时针)/ G03(逆时针)指令,其他运动轨迹可以通过微分方法,用微直线或微圆弧逼近处理。同时,编程时通过数控系统刀具补偿功能,把刀具看作一个点,这样只要描述这个点的运动轨迹就可以编程了。
2典型加工工艺用循环编程
在零件机械加工过程中,经常会出现以下工艺情况:
(1)在完成某一确定的加工内容时,刀具动作具有典型的固定的连续性。如钻孔,一般都经过“刀具定位→快进至工件表面→工进钻孔→孔底暂停→退刀”等固定的连续加工过程。
(2)典型的机械加工工艺单元。如车螺纹,加工各种形状规则凸台、凹槽等。
(3)毛坯尺寸与工件最终尺寸相差较大,余量较多,需多次往复切削,即刀具要多次反复地执行相同的动作。如棒料毛坯去余量。
(4)加工有规律排列的相同的工艺单元。如铣削一排等距分布的相同的圆孔。
上述的工艺过程,可用基本编程方法,即刀具每个动作用基本指令表达,显然这样编程重复劳动多,程序冗长。为了简化编程,对于类似上述工艺情况的编程,国内外多家公司开发了固定循环指令,实现了用一、二个程序段来表示通常需要用多个程序段才能表达完整的一些重复频率较高的相同的加工工艺。
固定循环指令就是将若干条基本加工指令(如圆弧插补、直线插补)表述的加工内容,用一、二条循环指令表示出来,存储在内存中,经过译码程序的译码,转换成数控系统能识别的基本指令,从而实现对所需特征的加工[6]。
固定循环指令本身没有直接包含走刀路径或者点的坐标等信息,而是由一些与加工工艺相关的特征量组成[7]。有了这些特征量,数控系统内部的译码模块就能将循环指令转化为若干条由插补指令(G02、G01等)、功能指令(M指令等) 等基本指令所组成的指令群,而这些基本指令就包括了基本的走刀路径、进给速度、主轴转速等信息,从而被数控系统所识别并最终进行加工,实现用一条或几条数控代码来表示一个加工工艺过程。如FANUC系统的粗车复合循环指令,以程序字的形式描述,各个程序字表示循环加工中的不同的特征参数,比如背吃刀量、退刀量、精车余量、循环车削加工次数等,编程时只要确定这些参数,然后在循环指令后紧随精加工轮廓的指令描述(以确定加工范围),数控系统就会自动算出粗加工路线和加工次数,自动产生走刀轨迹,完成粗加工。
采用循环编程,简化了程序,使程序结构层次分明,逻辑严谨,提高了程序的可读性。如钻孔循环G83,指令格式为 G83 X_ Y_ Z_ R_ Q_ F_。其中X和Y表示第一个待加工孔的位置坐标,其余变量表示钻孔深度、进给速度、孔底停留时间等孔的加工信息。在此指令后直接编写表示其余孔的位置的 NC 代码,数控系统就会自动默认为其余孔的信息与第一个孔的加工方式相同,仿照第一个孔进行加工。该指令对于每个待加工的孔都执行以下一系列的加工动作:首先刀具在X、Y平面,然后快速移动到R点(刀具轴方向刀具快进与工进的转折点),进而进行钻孔,之后进行孔底位置的动作(如暂停一段时间等),再快退到R点,最后快速移动到下一个孔的加工位置,准备下一个孔加工。
随着数控技术发展,数控系统内置的固定循环将越来越丰富,且根据需要,用户也可以自我开发固定循环,具体见李文[8]、胡翔云[9]等参考文献。
3相同工艺内容用子程序编程
在机械加工过程中经常出现相同的加工内容。如零件有多个形状尺寸相同的面,一次装夹加工几个相同的零件等。这时只要把相同的加工内容看作一个加工单元,编为子程序。加工重复内容时,只要在主程序中用M98调用子程序,就可完成加工,避免了重复编程[10-11]。下面以加工图1梅花套零件为例,梅花轮廓由多段相同的轮廓AB组成,把AB作为一个加工单元,编为子程序,整个轮廓看作AB绕原点多次旋转得到,加工梅花轮廓编程如下:
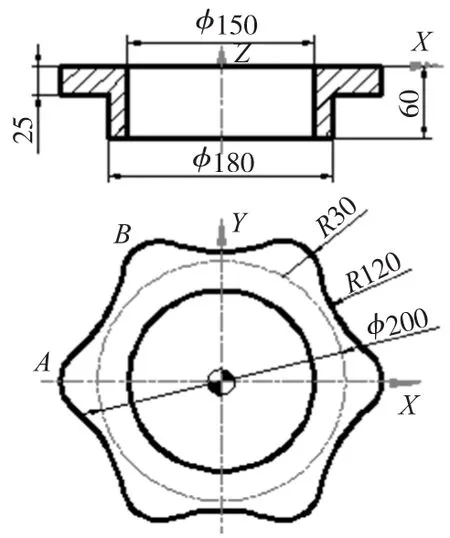
图1 梅花套零件编程示意图
O0001;(主程序名)
G54 G69 G90 G40 G00 Z50;(设置工件坐标系,程序初始化,刀具快速定位至安全高度)
M03 S1500 X-140 Y-15;(主轴正转,XY平面刀具快速定位至循环起点)
Z3刀具;(Z向快速定位至循环起点)
G01 Z-27F60;(下刀)
G41 D1 X-130 F300;(激活刀补)
Y0;(切入轮廓)
M98 P0011 L6;(6次调用子程序)
G69 G01 Y5;(取消坐标旋转,刀具切出轮廓)
G00 Z200;(抬刀至安全高度)
G40 X100 Y100;(取消刀补)
M30;(主程序结束)
O0011;(子程序名)
G90 G02 X-119.495 Y22.802 R30;(加工R30轮廓)
G03 X-79.495 Y92.084 R120;(加工R120轮廓)
G02 X-65 Y112.583 R30;(加工R30轮廓)
G91 G68 X0 Y0 R-60;(建立增量方式坐标旋转)
M99;(子程序结束并返回主程序)
4函数面加工用变量编程
制订机械加工工艺规程时,首先要分析零件形体,研究零件由哪些面组成,再根据面的特性确定加工方法。其中有些面可用函数或方程来表达,如等速凸轮面(二维函数面,属于曲线平面)、椭球面(三维函数曲面,属于规则曲面),这些能用函数或方程表达的面简称为函数面。多数函数面在普通机床上很难加工,甚至在数控加工中常规编程也难以实现。数控系统引入了变量编程[12-14]方法。
变量编程实质上是微分原理在数控技术领域的应用,是计算机高级语言转化为数控程序形式的表达。等速凸轮面、椭圆等二维函数面的数控编程,先对轮廓曲线进行微分数学处理,再用微直线或圆弧逼近给定的曲线,控制最大偏差在公差范围内,然后计算出各微分节点坐标,再编程。对于三维函数曲面,根据允差将曲面微等分成不同的加工截面,对各微截面上的轮廓曲线进行数学处理,计算节点坐标,再按二维函数面处理的方法进行编程。节点的处理计算方法较多,常用的方法有等角度直线插补法、等间距直线插补法、等弦长直线插补法、等误差直线插补法、圆弧插补法等。
①对函数面进行分析及工艺处理;
②选取函数面曲线表达式的自变量、应变量;
③给自变量赋初始值;
④列出各应变量与自变量的关系式;
⑤自变量递增或递减;
⑥判断自变量是否满足条件表达式,形成循环。
下面是铣床精加工凸轮函数面的变量编程实例。
凸轮曲线由两段阿基米德螺线和半径40的半圆组成:θ=0°~90°时,方程为ρ=40+2×θ/9,θ=90°~180°时,方程为ρ=80-2×θ/9,θ=180°~360°时,为R40圆弧,凸轮轮廓高为5。如采用顺时针走刀方向,在R40半圆180°端点切入,以极角θ为自变量,先算极径,再算X、Y坐标,用IF语句变量编程如下:
O0002;(程序名)
G54 G90 G17 G40 G00 Z50; (设置工件坐标系,程序初始化,刀具快速定位至安全高度)
M03 S1000 X-60Y-60;(主轴正转,XY平面刀具快速定位至起点)
Z3 M08;(刀具Z向快速定位至起点,冷却液开)
G01 Z-6 F50;(下刀)
G41 D1 X-40 F200; (激活刀补)
Y0; (刀具切入)
#1=180;(角度θ为自变量,初始值180°)
N5 #4=40+2*#1/9;(计算ρ)
#2=#4*COS[#1];(计算X坐标)
#3=#4*SIN[#1];(计算Y坐标)
G01 X#2 Y#3;(微直线插补)
#1=#1-1;(递减自变量θ值,步距1度)
IF [#1 GE 90] GOTO 5;(循环条件)
#5=90;
N55 #8=80-2*#5/9;
#6=#8*COS[#5];
#7=#8*SIN[#5];
G01 X#6 Y#7;
#5=#5-1;
IF [#5 GE0] GOTO 55;
G02 X-40 R40; (刀具切出)
G00 Z200 M09; (Z向退刀至安全高度,关冷却液)
G40 X100 Y100; (取消刀补)
M30; (程序结束)
变量程序可进行变量的算术运算、逻辑运算,且有循环语句和条件转移语句等,使编程更简便、灵活,是数控编程技术的重要组成部分。
5零件族加工用参数化编程
编写一个程序加工“零件族”的技术称为参数化编程[15]。在生产中经常有形状相同或相似而尺寸不同的系列零件,如突面(RF)板式平焊钢制管法兰,按公称直径与压力有多种规格,如每种规格零件都编一个加工程序,工作量大而重复。成组技术(GT)遵循事物的相似性,把众多具有相似信息的问题汇归成组(族),以求用同一种方法解决,达到节省时间,提高效率的目的。随着成组技术发展,生产中属于同一工艺组的系列零件能按照成组工艺进行生产,利用成组技术编制的机械加工工艺为系列零件通用工艺,相应的在编程上通过参数化编程进行处理,这样就能用一个程序加工多个大小不同零件。以GB/T 9119-2000突面板式平焊钢制管法兰生产为例,利用成组技术原理,对法兰进行结构和工艺的分析,从中找出适合所有法兰加工的工艺过程,进而编制出适合所有法兰加工的参数化程序[16-17],从而减少法兰生产加工中的工作量,提高效率,同时,使加工过程更容易实现柔性化和自动化。
以图2加工法兰的钻孔工序为例,说明系列零件按成组工艺参数编程的方法。
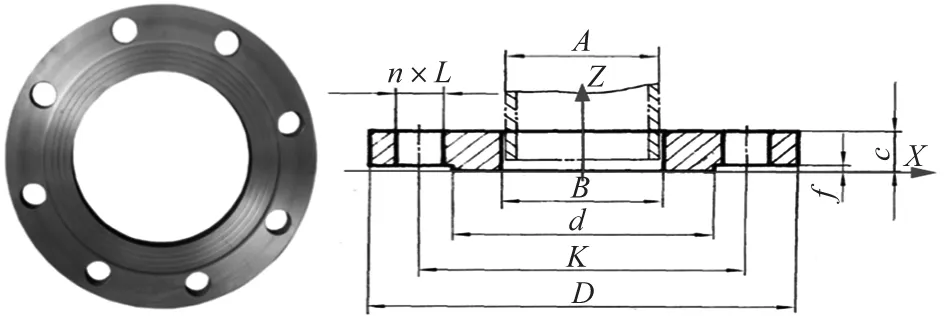
图2 突面(RF)板式平焊钢制管法兰
O0003;(主程序名)
G54 G90 G40 G00 Z50;(设置坐标系,程序初始化;快速定位至安全高度)
X0 Y0 M03 S800 M08;(刀具快速定位至法兰中心;主轴正转;冷却液开)
G65 P0033 K_M_Q_C_;(调用宏程序,参数赋值)
M09 G00 Z100;(冷却液关,抬刀至安全高度)
X100 Y200;(工作台移近操作位)
M30;(主程序结束)
注:引数K:螺栓孔分布圆的直径,对应#6变量,引数M:螺栓孔数,对应#13变量,引数Q:螺栓孔直径,对应#17变量,引数C:法兰厚,对应#3变量;
O0033;(宏子程序名)
#1=0;(第一孔定位角)
N10 #24=#6/2*COS[#1];(螺栓孔中心X坐标)
#25=#6/2*SIN[#1]; (螺栓孔中心Y坐标)
G99 G81 X#24 Y#25 Z-[SQRT3/6*#17] R[#3+2] F50;(钻孔循环)
#1=#1+360/#13;(定位角逐个递增)
IF [#1 LT 360] GOTO 10;(循环执行条件)
G80;(取消钻孔循环)
M99;(宏子程序结束并返回主程序)
6自由曲面加工用自动编程
自由曲面是工程中最复杂而又经常遇到的曲面,由复杂的自由变化的曲线、曲面组成。自由曲面广泛应用于航空、航天、航海、模具、工具、能源、交通等领域[18]。如飞机机翼、潜水艇螺旋桨、光学透镜等零件外形均为自由曲面。随着高新技术的发展,为了实现更高性能的产品功能和更好的美学效果,自由曲面的应用也越来越广泛。由于自由曲面形状复杂,加工程序一般无法用手工编制,需要采用CAM自动编程技术。
自动编程技术一般以零件CAD的三维图为基础,在计算机上做好工艺设定,计算机就能自行进行数值计算,并自动生成零件加工程序,最后通过CAM的后处理功能生成数控机床能识别的零件程序,经通讯接口将程序直接送到数控系统进行加工。其特点是数控程序编制工作的大部分或一部由计算机完成。
CAM系统一般由五个模块组成:交互工艺参数输入模块,刀具轨迹生成模块,刀具轨迹编辑模块,三维加工动态仿真模块及后置处理模块。系统能完成二至五轴铣削、车削等编程。用CAM自动编程基本步骤为:①零件几何造型;②制定工艺;③设定加工参数;④程序输出。下面以吊钩型腔自由曲面为例,说明应用Pro/ENGINEER进行交互式自动编程的一般过程。
①启动软件,新建数控制造模型文件;
②创建工件,建立零件制造模型。
(1)引入参照模型。选择并放置已建好的三维吊钩模具型腔;
(2)创建工件。选择“自动创建工件”指令完成工件的创建,如图3所示;
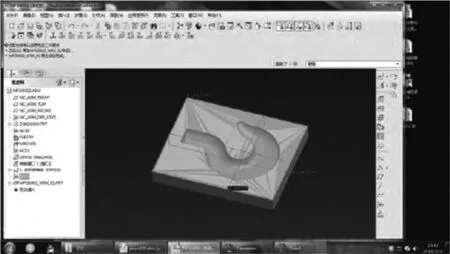
图3 吊钩模具型腔模型建立
(3)加工设置。选择机床、夹具,设置加工坐标系原点、退刀面等;
(4)加工方法设置。选择加工方法,选取刀具,确定切削参数;
(5)刀具轨迹演示及优化。启动VERICUT软件演示加工情况,并进行刀具轨迹优化;
(6)后置处理和数控代码生成。CAM系统生成CL数据文件,经后置处理,生成数控系统能识别的机床加工所需的G代码文件。
7粗/精加工的编程方法
机械加工工艺设计中,为了达到零件的精度及表面粗糙度等技术要求,零件一般要经过粗、精加工等加工阶段。要进行粗、精加工,有时可用数控系统的循环指令编程,如粗车用G73循环,精车用G70循环。 在CAM自动编程中,用软件内设置的各种可供选择的粗加工、精加工方式完成粗、精加工。然而,在数控加工中常用数控系统刀具补偿功能实现粗/精加工[19-20]。
数控系统刀具半径补偿功能使刀具中心自动偏离变成轮廓一个刀具半径值。故刀具半径补偿值的原始含义是刀具半径值。随着数控技术的应用与发展,刀具半径补偿值的含义已由狭义的半径值变成广义的偏移量与距离,即刀具偏离对应编程轮廓点的法向距离,或曰刀位点与对应轮廓点的距离。根据刀具半径补偿值的几何含义,利用刀补功能按零件轮廓编程时,就能通过设置不同的刀具半径补偿值,用同一程序实现粗/精加工。如图1梅花套零件程序O0001,数控操机人员在刀补表D1中赋(R+△)刀补值运行程序时,则进行粗加工(R为刀具半径值),此时单边留下△的精加工余量;把刀补表中刀补值改为R时,再运行同一程序则进行精加工。O0001程序需要数控操作人员几次运行才能完成粗/精加工,如结合子程序,设置几个刀补号,在每个刀补号中设置合适的刀具半径补偿值,就能一次性完成粗加工与精加工。下面是梅花套粗/精加工程序,刀具为16立铣刀,精加工余量取0.2mm。
O0004;(主程序名)
G54 G69 G90 G40 G00 Z50;( 设置坐标系,程序初始化,刀具快速定位至安全高度)
M03 S1000 X-140 Y-10;(主轴正转,XY平面刀具快速定位至循环起点)
Z3;(刀具Z向快速定位至循环起点)
G01 Z-30 F50;( 下刀)
M98 P0044 D1;(取刀具半径补偿值8.2, 调用子程序O0044粗加工)
M98 P0044 D2;(取刀具半径补偿值8.0, 调用子程序O0044精加工)
G69 G0 Z200;(取消旋转;抬刀至安全高度)
X100 Y100;(工作台移近操作位)
M30;(主程序结束)
O0044;( 一级子程序名)
G01 G41 X-130 F200;(激活刀补)
Y0;( 刀具切入轮廓)
M98 P0444 L6;( 6次调用子程序O0444)
G01 Y5;(切出轮廓)
G40 X-140 Y-10;(回循环起点)
M99;(子程序结束,返回主程序)
O0444;( 二级子程序名)
G90 G02 X-119.495 Y22.802 R30;( 加工R30轮廓)
G03 X-79.495 Y92.084 R120;( 加工R120轮廓)
G02 X-65 Y112.583 R30;( 加工R30轮廓)
G91 G68 X0 Y0 R-60;( 坐标旋转)
M99;( 子程序结束,返回一级程序)
说明: 理论上精加工时刀具半径补偿值为刀具半径值,实际加工时必须按工艺情况及粗加工后测量值进行调整。
8编程技术的综合应用
随着数控技术的快速发展,数控应用技术不断提高,通过数控编程技术解决机械加工工艺的方法也越来越多,如矩阵孔加工可用增量式钻孔固定循环结合子程序编程处理,也可通过变量编程实现,并且现在有的数控系统已经把阵列孔加工做成了固定循环。下面以实现倒圆角工艺的编程[21]为例,说明编程技术的综合应用。
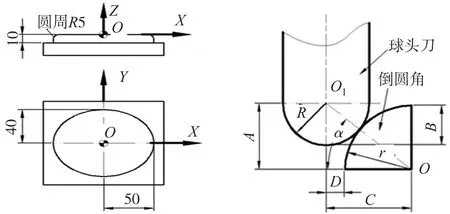
图4 椭圆柱倒圆角编程示意图
O0005;(主程序名)
G54 G90 G40 G00 Z50;(设置坐标系,程序初始化;刀具快速定位至安全高度)
M03 S2000 X-65 Y-5;(主轴正转;XY水平面刀具快速定位至循环起点)
Z3 M08;(刀具Z向趋近工件)
#11=5;(定义倒圆角半径)
#12=6;(定义球头刀半径)
#13=0;(定义角度α为自变量,赋初始值0)
N5 #14=[#11+#12]*SIN[#13-1];(计算刀尖Z坐标B)
#15=[#11+#12]* COS[#13]-#11;(计算刀尖动态半径补偿值D)
G01 Z#4 F30;(下刀)
G10 L12 P01 R#15;(刀具半径补偿值#15赋给D1)
D01 M98 P0055;(调用轮廓子程序)
#13=#13+1;(递增自变量α值,步距1度)
IF[#13 LE 90] GOTO 5;(循环条件)
G01 Y5;(刀具切出)
G00 Z200;(Z向退刀)
G40 X100Y 100;(取消刀补)
M30; (程序结束)
O0055;(椭圆轮廓子程序)
G41 G01 X-50;(激活刀补)
Y0;(刀具切入)
#20=180;(离心角θ为自变量,初始值180度)
N55#21=50*COS[#20];(计算X坐标)
#22=40*SIN[#20];(计算Y坐标)
G01 X#21 Y#22 F200;(刀具微线段逼近椭圆)
#20=#20-1;(递减自变量θ值,步距1度)
IF [#20 GE -180] GOTO 55;(循环条件)
M99;(返回主程序)
9结束语
数控编程技术是现代机械加工中的关键技术,数控程序的优劣直接影响加工效率、加工质量及加工成本等。有效实现零件的机械加工工艺,需要明确的数控编程指导思想,选用合适的编程方法。基本指令编程实现了机械加工工艺的数控指令化,固定循环集成了典型加工工艺单元的编程,子程序解决了相同加工内容的重复编程,变量编程实现了函数面加工,参数编程满足了系列零件的加工需要,自动编程实现了自由曲面的数控加工。
各种编程策略方法是相互联系、辩证统一的。基本指令编程是所有编程方法的基础,子程序是相同的程序段单元抽出的“块”,固定循环是数控系统内置的参数化编程,是工艺子程序;变量编程是基本编程的高级阶段,参数化编程包含子程序与变量编程,自动编程是功能比较强大的编程方法,特别适合多轴加工自由曲面编程。一般机械加工工艺可用多种编程方法实现,但编程指导思想为程序越精简越好,能用手工编程一般不用自动编程。本文以机械加工工艺特征为基础,探究了各种机械加工工艺的编程方法,对数控编程技术应用与提高具有一定的理论意义和实用价值。
[参考文献]
[1] 刘锋. 基于加工特征的回转类零件快速数控编程技术研究[D]. 南京:南京航空航天大学,2007.
[2] HOU M, FADDIS T N. Automatic Tool Path Generation of A Feature-Based CAD/CAPP/CAM Integrated System [J]. International Journal of Computer Integrated Manufacturing, 2006,19(4):350-358.
[3] HUIKANG K, NANDAKUMAR S,JAMI J. CAD-CAM Integrationusing Machining Features[J]. International Journal of Computer Integrated Manufacturing, 2002,15(4):296-318.
[4] YU Fangfang. Principal Face-based Recognition Approach for Machining Features ofAircraft Integral Panels[J]. Chinese Journal of Mechanical Engineering, 2011, 6(3):976-982.
[5] 陈文兵,冯锦春,沈韦华. 基于V B的数控参数编程的研究与实现[J].机械设计与制造,2012(3):177-179.
[6] 宋春晖. 数控铣削加工的固定循环指令功能的系统程序开发[D]. 哈尔滨:哈尔滨工业大学,2011.
[7] 宋刚. 数控车削固定循环功能的系统程序开发[D]. 哈尔滨:哈尔滨工业大学,2011.
[8] 李文,高健,刘克旺. 基于华中数控系统固定循环指令开发与应用 [J]. 机械工程师,2012(5):65-67.
[9] 胡翔云. 椭圆台型腔加工固定循环功能的实现[J].制造技术与机床,2012(11):148-151.
[10] 陈小红,孟庆波,凌旭峰. 子程序在数控铣削加工中的应用[J]. 机床与液压,2014(2):41-44.
[11] SMID P. CNC Programming Handbook: A Comprehehnsive Guilde to Practical CNC Programming[M]. 3th Ed. New York:Industrial Press Inc.,2011.
[12] 陈益林,卢端敏. 系统变量在数控铣削加工中的应用研究[J]. 组合机床与自动化加工技术,2011(6):81-84.
[13] 陈小红,姜晓强,曹泰岗. 椭圆变量编程插补误差分析与应用[J]. 机床与液压,2012(8):59-63.
[14] SMID P. FANUC CNC Custom Macros:Programming Resources for FANUC Custom Macro B Uses[ M]. USA: Mc Graw - Hill .2004.
[15] SINHA S K. CNC Programming Using FANUC Custom Macro B [ M]. Asia: Mc Graw - Hill Education,2010.
[16] 吴冠英,辛舟. 宏程序在法兰数控编程中的应用[J].机床与液压,2012(7):24-28.
[17] 刘振超. 圆周孔系的数控编程方法研究[J].制造业自动化,2012(12):36-38.
[18] 周志雄,周秦源,任莹晖. 复杂曲面加工技术的研究现状与发展趋势[J].机械工程学报,2010(9):105-111.
[19] 陈小红,顾其俊,孟庆波. 刀具补偿应用研究 [J].现代制造工程,2009(3):50-54.
[20] 陈小红,来建良,杜红文,等. 刀具补偿与数控工艺分析 [J]. 组合机床与自动化加工技术,2008(3):75-78.
[21] 王荣兴. 加工中心培训教程 [M].北京:机械工业出版社,2011.
(编辑赵蓉)
Study of Numerical Control Programming Methods Based on Mechanical Process Feature
CHEN Xiao-hong1,GAO Zeng-liang2,MA Yun-fei3,LAI Jian-liang1
(1. College of Mechanical Engineering, Zhejiang Institute of Mechanical & Electrical Engineering , Hangzhou 310053,China; 2. College of Mechanical Engineering, Zhejiang University of Technology, Hangzhou 310014,China)
Abstract:Expounds the basic principle of programming in the perspective of Mechanical Processing Technology (MPT), and develops the environment for such various MPT. The Numerical Control (NC) direction for MPT is realized by basic programming, while simplified programming for typical processing unit by fixed cycle, identical MPT contents by sub-routine programming, functional surfaces by variable programming, part series process by parametric programming and free-form surface by automatic CAM programming. Meanwhile, by integrating the NC programming technology, some complicated technology is implemented such as the rough and finish machining, free surface contour fillet, etc.
Key words:process feature; programming method; parametric programming
文章编号:1001-2265(2016)05-0129-05
DOI:10.13462/j.cnki.mmtamt.2016.05.036
收稿日期:2015-07-29;修回日期:2015-08-28
作者简介:陈小红(1965—),男,浙江义乌人,浙江机电职业技术学院副教授,高级工程师,研究方向为数控、CAD/CAM,(E-mail)601788357@qq.com。
中图分类号:TH162;TG506
文献标识码:A
