一种主轴承盖涨开装置机构设计*
2016-06-16丁厚永任俊波孙立琴
丁厚永,任俊波,孙立琴
(大连豪森设备制造有限公司a.研发部;b.电气设计部;c.经营部,辽宁 大连 116036)
一种主轴承盖涨开装置机构设计*
丁厚永a,任俊波b,孙立琴c
(大连豪森设备制造有限公司a.研发部;b.电气设计部;c.经营部,辽宁 大连116036)
摘要:针对汽车发动机装配过程中,主轴承盖与缸体的拆卸问题,开发了一种自动化程度较高的主轴承盖涨开装置。重点描述了该设备的机械结构、工作过程与控制系统的设计与实现,采用了一种基于西门子工控机IPC677的软PLC控制方式,替代了传统的PLC控制。该主轴承盖涨开装置可以在软PLC的控制下,能够稳定可靠,高效地完成主轴承盖的涨开工作,目前已经在发动机装配线上成功应用,且运转良好。整个系统的提出不但提高了发动机装配线的自动化程度,也对自动化装配行业具有非常积极的意义。
关键词:主轴承盖;机械结构;控制系统;软PLC
0引言
随着汽车工业的发展,发动机装配线正向自动化、信息化方向发展,发动机已经成为现代汽车的关键总成之一[1]。在进行汽车发动机主轴承孔的加工操作前,需要将多个主轴承盖事先通过若干螺栓固定在缸体上。然而,在进行发动机装配的后续操作过程中,需要将轴承压入缸体,因此,在该工序之前,需要将连接主轴承盖和缸体的螺栓拧松,然后再将轴承盖从缸体上拆卸下来。传统的拆卸工艺自动化率较低,通常为人工手持拧紧枪,拧松螺栓,再进行拆卸操作,对工人技术水平要求较高,效率低下。某些企业开发了半自动式主轴承盖涨开装置进行上述操作,但其占用空间大,成本相对较高,装置结构复杂,拆卸效率也不能满足生产需求。
本文提出了一种结构简单,紧凑,能够有效控制成本且自动化程度较高的主轴承盖涨开装置,完成上述工作。在控制上采用了一种基于西门子工控机IPC677的软PLC控制方式,通过合理时序控制拧紧枪、气缸动作,能够高效地完成发动机主轴承盖和缸体的螺栓拧松工作与涨开主轴承盖的工作,大大缩短了装配节拍,是发动机装配工艺的重要突破。
1主轴承盖涨开装置机构组成与工作原理
如图1所示,为主轴承盖涨开装置机构的机构简图[2-6],包括基础机架、纵移托架、拧紧头、横移机架、涨开板、涨开插头、斜长孔、滚轮、横移板、第一缸、第二缸和压杆。在基础机架上滑动连接有纵移托架,这个纵移托架能够在基础机架上纵向的运动,在所述的纵移托架上有多个根据螺栓位置设置的拧紧头,且阵列式的分布在纵移托架上;在纵移托架的底部则通过滑道滑动连接有横移机架,在这个横移机架上滑动连接有涨开板,该涨开板能够相对于横移机架纵向运动,在涨开板的底部则设置有多个横向分布的涨开插头,这些涨开插头的朝向相同,且位于同一直线上;在涨开板的两端分别设置有方向一致的斜长孔,在每个斜长孔内都配有滚轮,滚轮位于横移板的底端,而横移板则通过滑道与纵移托架的底部之间滑动连接,并且所述的横移板通过设置在纵移托架底部的第一缸进行驱动,在纵移托架的上部还设置有第二缸,这个第二缸能够驱动横移机架横向运动,在纵移托架的下部还设置有压杆,这个压杆能够抵消本涨开装置涨开主轴承盖时产生的反力。
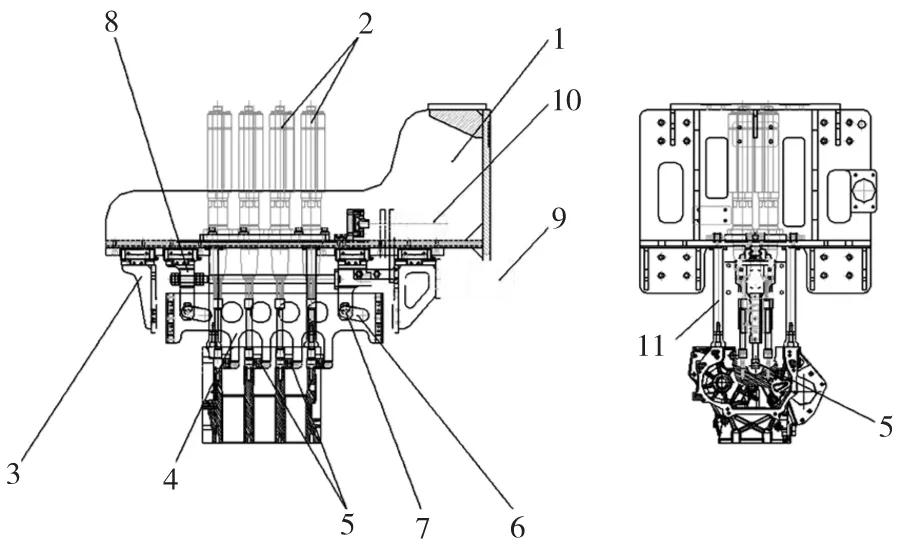
1.纵移托架 2.拧紧头 3.横移机架 4.涨开板 5.涨开插头 6.斜长孔 7.滚轮 8.横移板 9.第一缸 10.第二缸 11.压杆
图1主轴承盖涨开装置机构简图
主轴承盖涨开装置的具体工作过程如下:与缸体通过螺栓紧固的主轴承盖在运送装置的作用下运行至本装置下方,本装置相对于基础机架下行,其上的多个拧紧头运动至与主轴承盖上的螺栓相配的位置处,与此同时涨开插头也运动至曲轴孔相一致的高度上,然后拧紧头工作,将所有的螺栓拧松,第二缸工作,带动横移机架横向运动,所有的涨开插头便进入曲轴孔中,之后第一缸开始工作,带动横移板横向运动,由于横移板下方的滚轮位于开设在涨开板上的斜长孔中,因此横移板的水平运动能够转化成涨开板的纵向运动,即涨开板通过涨开插头带动主轴承盖一同向上运动,由于此时主轴承盖上的所有螺栓都已经松开,并且缸体的上端面顶在压杆的底端,因此主轴承盖便会与缸体在纵向上发生相对运动,并最终与缸体分离。
上述动作完成后,第一缸带动横移板反向运动,涨开板将主轴承盖重新放回到缸体上,然后第二缸回收,带动涨开板反向横向运动,让涨开插头从曲轴孔中抽出,最后纵移托架上升回到初始位置,等待下一个主轴承盖到达上料位。
2控制系统的设计
电气控制器主要由基于西门子工控机IPC677软PLC和信号转换电路组成,其中软PLC控制器包括CPU单元、存储器模块和电源模块;电气控制器硬件结构如图 2 所示。

图2 电气控制器结构
软PLC通过输入输出模块,使用CAN通信模块与上位机进行通信;接收信号转换电路的输入信号,按需求进行控制计算以后,输出控制信号至信号转换电路,控制外部负载动作;与此同时,信号转换电路也接收各种负载信号,把采集到的信号进行转换后,送给软PLC,以满足软PLC的功能需求[7-8]。

图3 控制系统硬件结构图

图4 软PLC程序流程图
在软PLC的下位设有若干个西门子PC477模块,在每个模块都可以实现现场编程调试功能,软PLC具有监控功能,同时监视若干个PC477的工作状态;
PC477下位设有若干ET200s模块,ET200s上触电控制拧紧枪、气缸等动作,实现预定功能[9-10]。
该工位属于全自动工位,软PLC需要检测码块信息,完成升降装置的控制,时序控制拧紧枪动作,涨开机构动作,判断照相检测结果是否合格等工作。流程图如图4所示。
3结论
本文介绍了一种主轴承盖涨开装置的机构设计,该机构的机械结构简单,紧凑,能够有效控制成本且自动化程度较高的主轴承盖涨开装置,控制上采用了一种基于西门子工控机IPC677的软PLC控制方式,装配节拍大大缩短,工作稳定可靠,并且其开放性、灵活性以及较低的价格占很大优势。综上所述,本文提出的主轴承盖涨开装置,具有较强的应用价值。
[参考文献]
[1] 朱立东.发动机装配线技术现状及发展趋势[J].湖南农机,2013,40(11):133-134.
[2] 濮良贵,纪名刚.机械设计[M].8版.北京:高等教育出版社,2006.
[3] 成大先. 机械设计手册[M]. 北京:化学工业出版社,2004.
[4] 薛源顺.机床夹具设计[M]. 北京:机械工业出版社,2001.
[5] 马洪新.装配线上变速器箱体定位夹紧机构的改进与实践[J].制造技术与机床,2009(5):145-147.
[6] 吴长江.主轴承盖加工自动线典型夹具分析[J]. 组合机床与自动化加工技术,2014(4):131-132.
[7] 刘兴松等.基于软PLC的电气控制器设计[J].化工自动化及仪表2014,41(10):1111-1113.
[8] 吴亦峰,侯志伟.PLC及电气控制 [M].北京:电子工业出版社,2012.
[9] 庄尚志,郑建彬.基于多线程技术的PLC与PC的串行通信[J].武汉理工大学学报,2008,30(6):877-880.
[10] 黄延延,林跃,于海斌.软PLC技术研究及实现[J].计算机工程,2004,30(1):165-167.
(编辑李秀敏)
Structure Design of an Automatic Opining Device over Main Bearing Caps
DING Hou-yonga,REN Jun-bob,SUN Li-qinc
(a.Research and Development Department;b.Electrical Design Department;c. Business Department, Dalian Haosen Equipment Manufacture Co., Ltd., Dalian Liaoning 116036, China)
Abstract:In order to automatic disassemble main bearing caps and an engine block on an assembly line, the paper proposed a structure design of an automatic opining device over main bearing caps. The paper highlights the structure designing, working principle and control system of the device. Moreover, a soft PLC controlling method based on Siemens IPC677 was illustrated which can detect, plan and control the movement of the work piece. With the help of this controlling method, the opining device functions stably and reliably to complete opening process over main bearing caps. The whole system has improved the degree of automation of assembly line and has a positive effect on the automation industry as well.
Key words:main bearing caps; structure design; control system; soft PLC
文章编号:1001-2265(2016)05-0118-02
DOI:10.13462/j.cnki.mmtamt.2016.05.032
收稿日期:2015-07-13;修回日期:2015-08-24
*基金项目:辽宁省科技创新重大专项(201408001)
作者简介:丁厚永(1975—),男,南京人,大连豪森设备制造有限公司工程师,研究方向为汽车发动机和变速箱装备业中新设备、新技术应用与建议企业技术标准体系,(E-mail)dinghouyong@haosen.com.cn。
中图分类号:TH122;TG65
文献标识码:A
