保护条件变化的激光焊接等离子体光谱分析
2016-06-15杨立军王会超
杜 笑,杨立军, 2*,刘 桐,焦 娇,王会超
1. 天津大学材料科学与工程学院,天津 300072 2. 天津大学天津市现代连接技术重点实验室,天津 300072
保护条件变化的激光焊接等离子体光谱分析
杜 笑1,杨立军1, 2*,刘 桐1,焦 娇1,王会超1
1. 天津大学材料科学与工程学院,天津 300072 2. 天津大学天津市现代连接技术重点实验室,天津 300072
保护气体在激光焊接过程中起重要的作用,保护条件的改变对焊接质量会有显著地影响。研究Nd∶YAG激光焊过程中保护条件的变化对激光等离子体的电子温度和电子密度等特征参数的影响,通过设计分步减小保护气流量的激光焊试验进行规律性研究,通过模拟实际可能发生的保护不良的激光焊试验进行验证性研究。在试验研究过程中,利用光谱仪采集激光焊接过程中产生的光致等离子体的光谱信息,通过相对光强法计算不同保护条件下等离子体的电子温度,通过斯塔克展宽机制计算不同保护条件下等离子体的电子密度。研究结果表明,保护条件的改变对Nd∶YAG激光焊接过程中产生的光致等离子体的电子温度和电子密度有重要影响,随着保护条件的变化,光致等离子体的电子温度和电子密度的平均值会发生变化,其波动幅度也会发生变化。在保护良好的条件下,等离子体的电子温度和电子密度均较小,且波动幅度也较小;在保护不良的条件下,等离子体的电子温度和电子密度都比较大,且波动幅度也比较大,这种变化的特征有助于对激光焊接过程进行质量监控。
激光焊;激光等离子体;光谱诊断;电子温度;电子密度
引 言
激光等离子体的产生是激光焊接过程中重要的物理现象[1],其与激光的相互作用对激光焊过程有直接的影响。光谱分析是研究等离子体状态特征的较好方法,可用于激光焊过程等离子体状态的诊断分析,进而探索等离子体中包含的激光焊过程信息所反映的焊接状态。
激光等离子体的状态变化与激光焊过程密切相关。Kong等认为焊接接头中存在的缺陷与焊接过程中该缺陷处对应的等离子体电子温度变化相关[2-3];Sibillano等指出在CO2激光焊和Nd∶YAG脉冲激光焊接中电子温度可以反映焊接熔深的大小[4-5];Konuk等指出保护条件对焊接质量的控制有重要的影响,电子温度的变化可以用于实时监测和控制焊接熔深[6]。这些研究成果利用激光等离子体状态变量的检测对激光焊过程进行监控,探索反映焊缝情况和焊接缺陷的等离子体状态特征。本文将利用光谱诊断方法,研究Nd∶YAG激光焊过程的等离子体监测,探索保护条件变化与等离子体特征参数之间的关系。
1 实验部分
保护气体在激光焊接过程中起重要作用,保护条件的改变对焊接质量有显著影响。分析保护气体的保护状态,基本方法有三种:保护良好、完全无保护和保护不完整(介于前两者之间),针对此三种保护条件对激光焊过程的影响,本文设计分步逐渐减小保护气流量的激光焊试验,分析研究在基本的保护条件发生变化时激光等离子体的状态变化及其对焊接过程的影响,探索其变化规律。在此基础上,模拟实际激光焊接过程中可能会发生的保护不良条件展开试验,对试验结果进行验证分析。
分步减小气流量试验:如图1所示,从左向右将焊接试板分成4段,长度依次为30,30,50和50 mm,在每个交界点改变保护气体流量,采用Ar气保护,从左向右保护气流量大小依次为20,10,5和0 L·min-1,尽量保证试验在同一焊接条件下进行。

Fig.1 Schematic of step by step to reduce the shielding gas flow rate test
模拟试验:设计模拟两种情况,实际操作中保护气没有对准或偏离焊接熔池造成保护不良和实际操作中有外来的气流扰动。第一种情况通过在焊接过程中,人为使气流中心偏离焊接中心点约20mm来模拟实际焊接过程中可能出现保护不良的情况,保护气流量20 L·min-1;第二种情况通过在焊接过程中,外加气流量大小为20 L·min-1的空气气流干扰保护气流,干扰方向为垂直于保护气流,保护气流量20 L·min-1。
试验采用JK2003SM型Nd∶YAG激光器,最大连续输出功率为2 kW,输出波长为1.06 μm,聚焦镜头焦距为160 mm,该镜头能够聚焦的最小光斑直径为0.6 mm。试验采用AvaSpec-3648-USB2-RM型光纤光谱仪,测量波长范围200~800 nm。试验装置如图2。
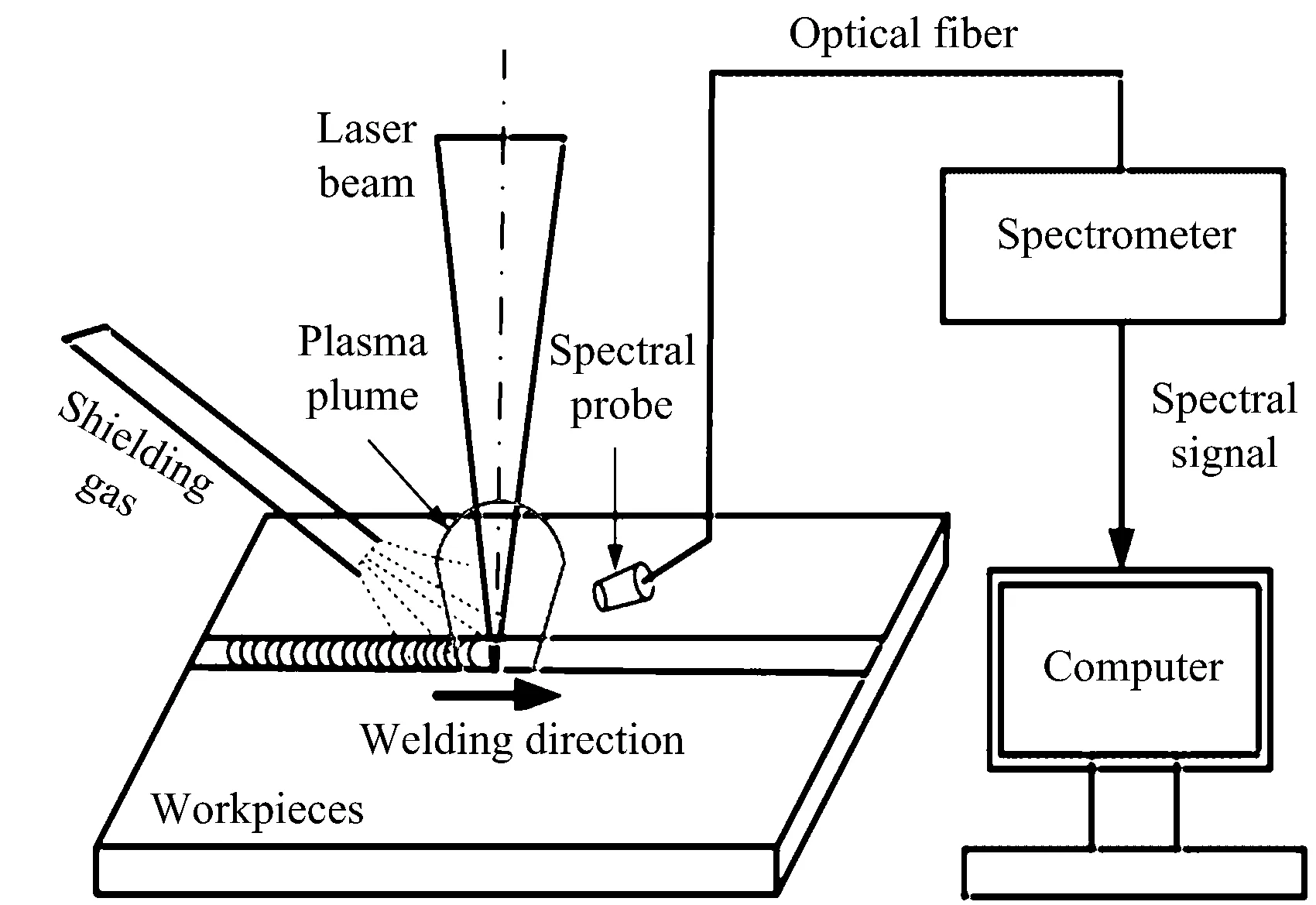
Fig.2 Experiment device schematic diagram
试验材料为瑞典SSAB公司生产的Docol DP1000超高强度冷轧态双相钢板,板厚为1.5 mm。焊接方式为对接,焊接输出模式采用连续波,激光功率为1 500 W,离焦量为-1 mm,焊接速度为6 mm·s-1。焊接过程中利用光谱仪进行连续采集,采集频率4 Hz。利用相对光强法和斯塔克展宽机制对光谱数据进行计算,并分析保护条件变化对等离子体特征参数的影响。
2 理论计算方法
描述等离子体的基本热力学参数有多个,等离子体的电子温度和电子密度是其中两个重要的参数,且这两者可以利用光谱诊断方法进行分析。
2.1 电子温度
对于满足局部热力学平衡态的等离子体,其等离子体温度等于电子温度[7-8]。常见的等离子体温度的计算方法有相对光强法、绝对光强法、Boltzmann图法及标准温度法[8],本工作采用相对光强法,计算公式如式(1)
(1)
式中,g1和g2为两能态的统计权重,A1和A2为两能态的跃迁几率,λ1和λ2为波长,E1和E2为激发电位,T为绝对温度。
在选择发射谱线计算电子温度时,还需满足[9]
E2-E1>kT
(2)
图3所示为光致等离子体在波长范围354~433nm的谱线强度-波长图,图中对不同波长的谱线进行了标定,选择两条谱线(FeⅠ361.77nm,FeⅠ424.99nm)进行电子温度的计算,计算所采用光谱学参数如表1所示。
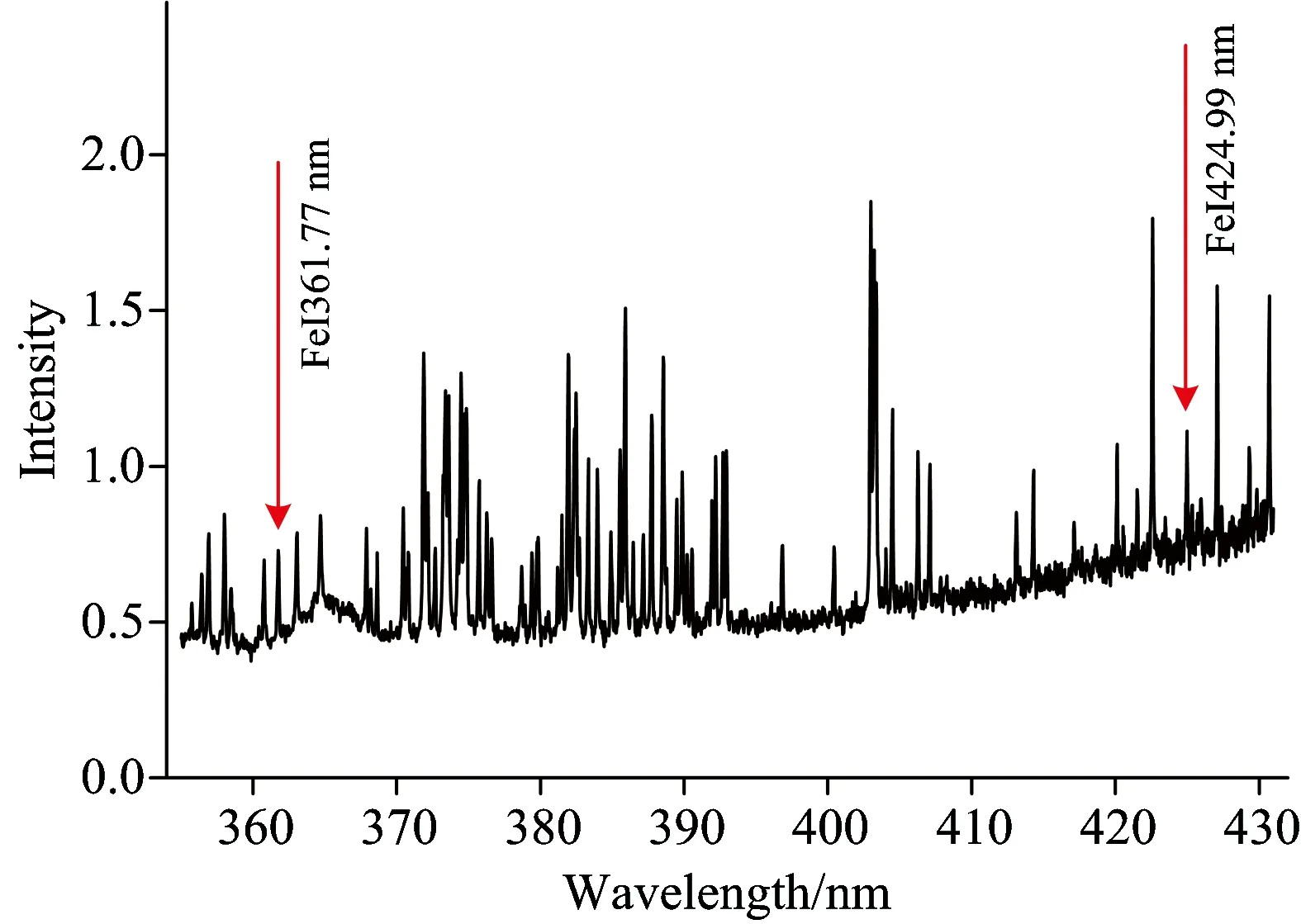
Fig.3 Spectrum about laser welding

Table 1 Spectroscopic constants of iron transitions selected for the calculation of electron temperature
2.2 电子密度
电子密度可以通过谱线轮廓的半高全宽计算,采用斯塔克展宽机制。对于非氢类原子,谱线展宽属于平方斯塔克展宽,可通过经验公式[式(3)]求得电子密度
(3)
式中,Δλ1/2为谱线的半高全宽,单位是Å;ω为电子碰撞展宽系数;Ne为等离子体的电子密度,单位是cm-3;ND为德拜球内的离子数。
在本试验条件下,离子准静态场对谱线宽度的影响远小于电子碰撞的影响,因此在忽略离子准静态场影响的情况下,式(3)可以表述为
(4)
对整个焊接过程的光谱数据进行分析,选取ArⅠ谱线404.4 nm波长附近的光谱数据点进行Lorentz线性拟合,拟合曲线如图4,从而计算电子密度,计算所用的光谱学参数ω为0.078 3。

Fig.4 Emission spectral line and the fitted Lorentz profile
3 结果与讨论
3.1 基本保护条件变化的影响
图5为保护气流量变化时焊缝的宏观形貌图,图5所标数字与图1保护气流量的分布情况相对应。保护气流量为20和10 L·min-1时,气体对焊接熔池的保护较好,焊接效果也较好,焊缝正面和背面的成型较美观,工件焊透;保护气流量为5 L·min-1时,熔宽较窄,焊缝背面出现未焊透现象;无保护气体时,氧化较严重,出现锈斑,焊缝成型较差,工件焊透,焊缝背面焊道宽窄不一。

Fig.5 The weld bead macrograph with the variation of the flow rate of shielding gas
图6为FeⅠ谱线计算的电子温度和ArⅠ谱线计算的电子密度随时间的变化过程。如图6(a)所示,在第5 s时快速将保护气流量从20 L·min-1变到10 L·min-1,平均电子温度并没有发生明显变化,仅上升0.4%,仍在6 800 K附近波动。而在第12 s时将气流量从10 L·min-1快速变到5 L·min-1和第19 s时将气流量从5 L·min-1快速变到0 L·min-1时,电子温度也迅速发生变化,平均电子温度相对于6 800 K分别上升7.4%和20.6%,分别到达7 300和8 200 K。保护气流量在10和20 L·min-1之间变化时,电子温度的变化很小。
如图6(b)所示,在第5 s时快速将保护气流量从20 L·min-1变到10 L·min-1,平均电子密度并没有发生明显变化,仅上升0.36%,仍在5.55×1016cm-3附近波动。而在第12 s时将气流量从10 L·min-1快速变到5 L·min-1和第19 s时将气流量从5 L·min-1快速变到0 L·min-1时,电子密度也在迅速发生变化,平均电子密度相对于5.55×1016cm-3分别上升7%和15.7%,分别到达5.94×1016和6.42×1016cm-3。保护气流量在10和20 L·min-1之间变化时,电子密度的变化也较小。

Fig.6 Evolution of calculated electron temperature of iron and electron density of ArⅠ with the variation of time
(a): Electron temperature; (b): Electron density
图7为FeⅠ谱线计算的电子温度和ArⅠ谱线计算的电子密度随气流量大小的变化过程,在每个气流量下,标出电子温度和电子密度的最大值与最小值,每个气流量下的最大值与最小值之间均分布着20~30个点。如图7(a)所示,无保护气时等离子体电子温度在较大范围波动,平均值约为8 200 K;随保护气流量的增大,电子温度数值减小,并在气流量大于10 L·min-1后趋于稳定,等离子体平均电子温度约为6 800 K。而且从图7(a)中还可以看出,保护气流量为0和5 L·min-1时,电子温度的波动范围分别为208和243 K;而保护气流量为10和20 L·min-1时,电子温度的波动范围分别为101和113 K,保护气流量增大之后电子温度的波动范围明显减小。因此,随保护气流量的增大,不仅等离子体的电子温度在降低,而且电子温度的数值逐渐趋于稳定。
如图7(b)所示,无保护气时等离子体的电子密度平均值约为6.42×1016cm-3;随保护气流量的增大,电子密度数值减小,并在气流量大于10 L·min-1后趋于稳定,等离子体平均电子密度约为5.55×1016cm-3。而且从图7(b)还可以看出,保护气流量增大后,电子密度的波动范围明显减小,保护气流量为10和20 L·min-1时,电子密度的平均值几乎相同,即在这个范围内保护气流量的大小对电子密度的影响较小。
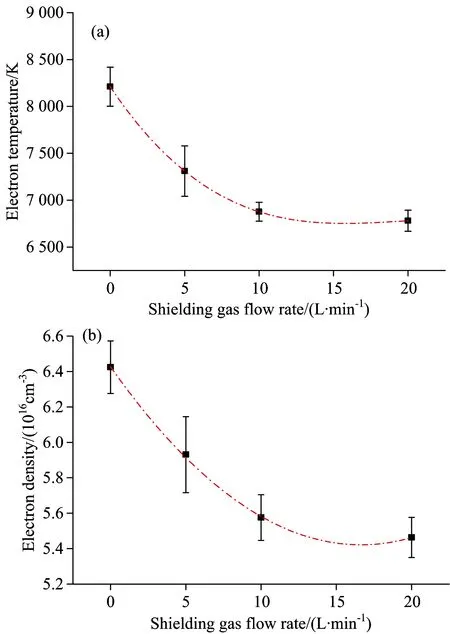
Fig.7 Evolution of calculated electron temperature of iron and electron density of ArⅠ with the variation of the flow rate of shielding gas
(a): Electron temperature; (b): Electron density
通过上述分析可知,随保护气流量的减小,电子温度和电子密度的平均值在增大且波动也增大。在较好保护条件下保护气流量变化时,无论电子温度还是电子密度,其大小相当且波动幅度较小;当保护气流量减小到5 L·min-1时,电子温度和电子密度平均值均增大,波动幅度也增大;当保护气流量减小到0 L·min-1时,电子温度和电子密度的平均值及其波动幅度都更大。
3.2 保护不良焊接模拟试验
为进一步验证焊接过程中保护条件与等离子体特征参数之间的关系,分别对以下两种情况进行试验:第一种情况通过在焊接过程中人为使气流中心偏离焊接中心点约20 mm来实现,如图8所示,偏离发生在5~8 s;第二种情况通过在焊接过程中外加气流量大小为20 L·min-1的空气气流干扰保护气流来实现,如图9所示,气流干扰发生在0~4 s。这两种情况下计算的电子温度和电子密度随时间的变化过程如图8和图9。
图8(a)和(b)中,在保护气偏离的保护不良情况下,计算得到的电子温度和电子密度均比正常保护条件下高,且波动幅度有所加强,这与上述试验分步减小保护气流量时得到的结论相似。不偏离保护气时,平均电子温度和平均电子密度分别为7 700 K和5.7×1016cm-3,偏离之后平均电子温度上升15.6%,达到8 900 K,平均电子密度上升5.3%,达到6.0×1016cm-3。与分步减小气流量试验相比,模拟试验的平均电子温度和平均电子密度有所不同,这可能是由于试验条件的微调造成的。但是无论电子温度还是电子密度,均在保护气偏离即保护不充分时明显升高,波动明显加强,这种变化趋势符合前面的基本保护条件变化的试验研究的结论。
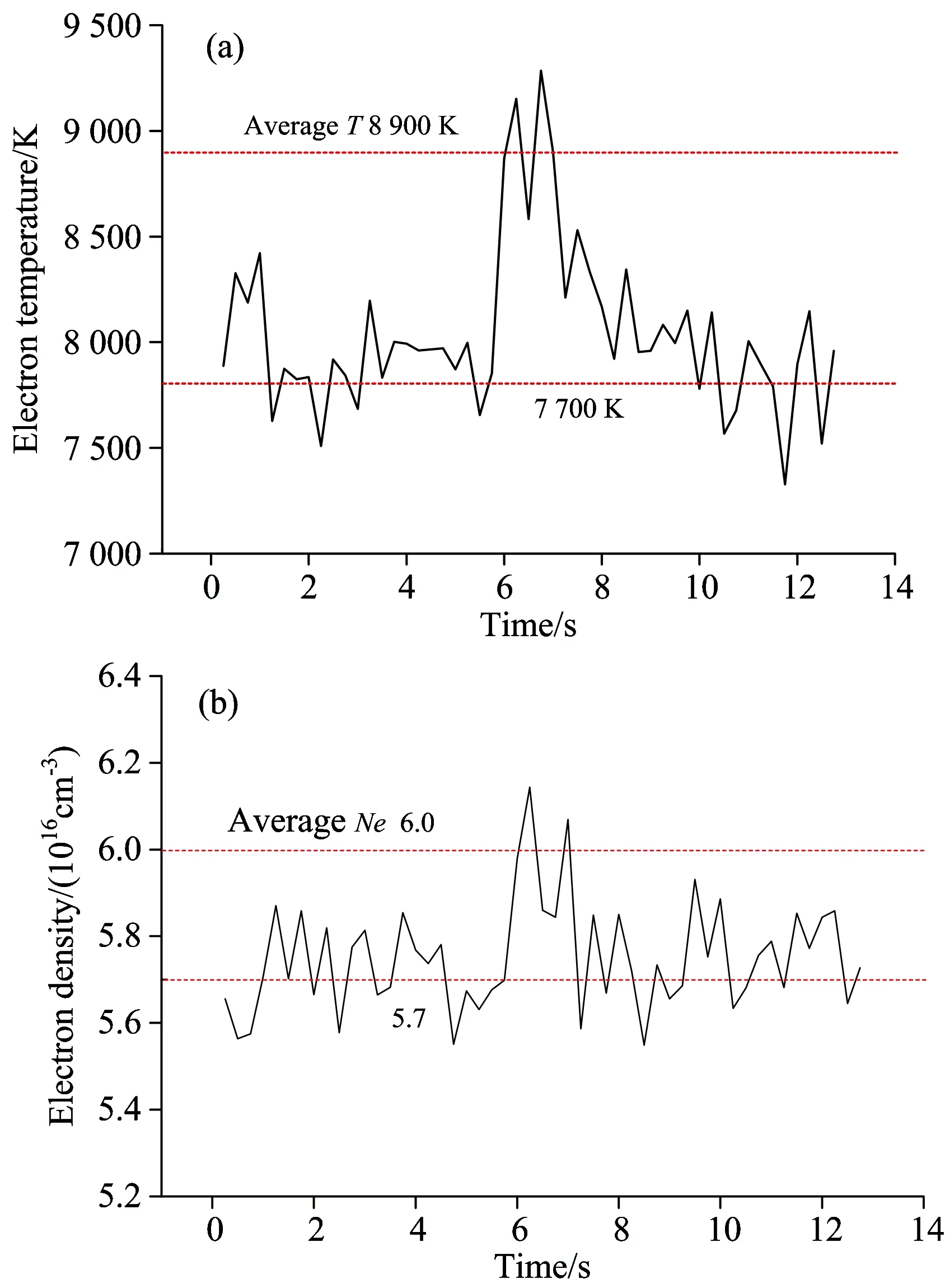
Fig.8 Evolution of calculated electron temperature and electron density with the deviation of shielding gas
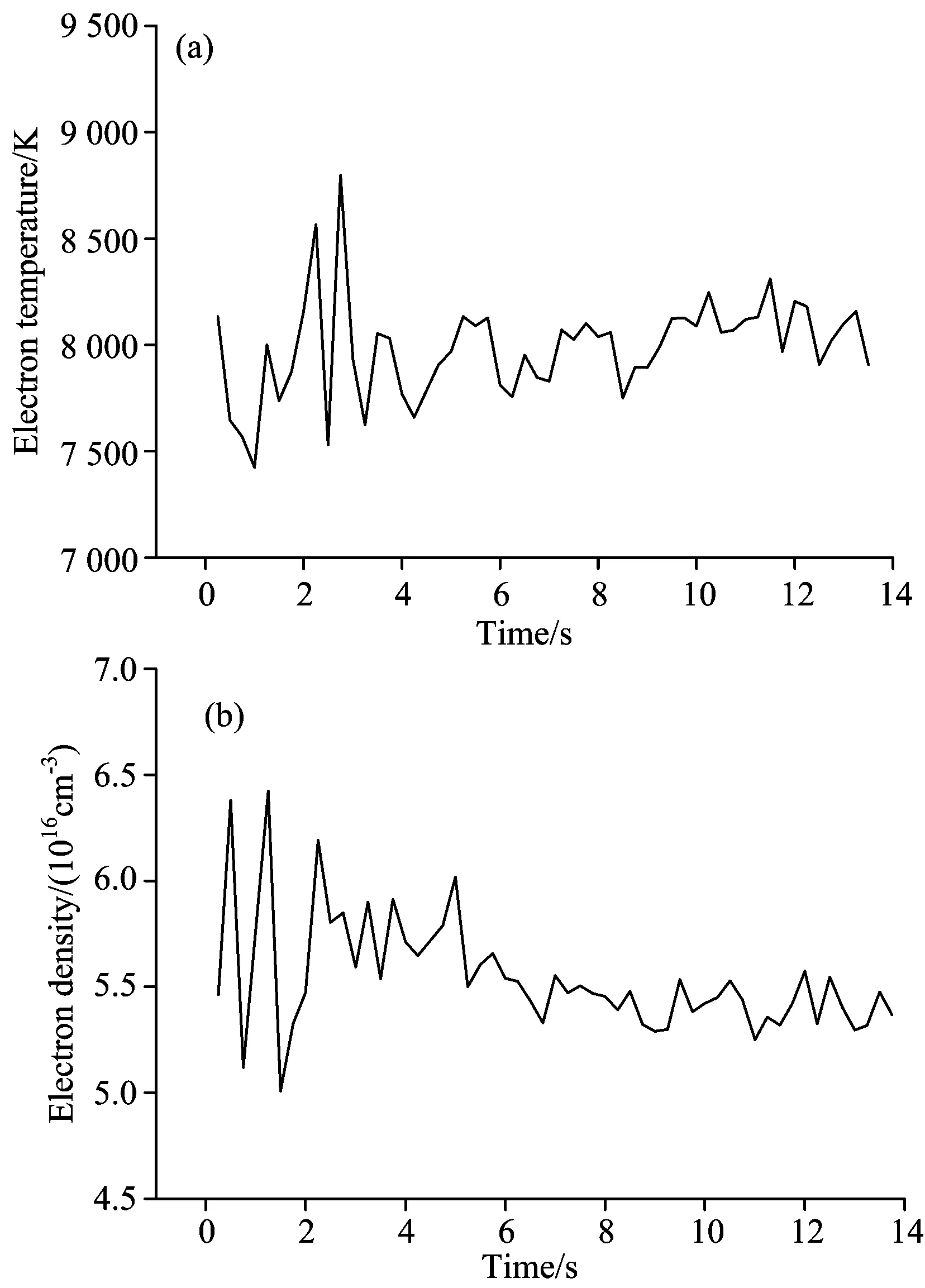
Fig.9 Evolution of calculated electron temperature and electron density with the disturbance of air flow
图9(a)和(b)中,外加垂直于保护气方向的空气流进行干扰,计算得到的电子温度和电子密度的平均值分别为7 800 K和5.75×1016cm-3,只有保护气时分别为7 750 K和5.65×1016cm-3,外加空气流干扰时电子温度和电子密度与只有保护气时相比,平均数值变化不大,分别上升0.6%和1.8%,但波动有所加强,虽然没有图8中偏离保护气时的情况明显,但是总体上还是符合前面的基本保护条件变化的试验研究的结论。
4 结 论
在Nd∶YAG激光焊过程中,保护条件变化对激光等离子体的电子温度和电子密度有重要影响。在保护良好的条件下,等离子体的电子温度和电子密度均较小,且波动幅度也较小;在保护不良的条件下,等离子体电子温度和电子密度都比较大,且波动幅度也比较大。
激光等离子体的特征参数对保护条件变化比较敏感的特性为对激光焊过程进行监控提供了可能性。
[1] Chen Genyu, Zhang Mingjun, Zhao Zhi, et al. Optics & Laser Technology, 2013,(45): 551.
[2] Kong F R, Ma J J, Carlson B, et al. Optics & Laser Technology, 2012, 44(7): 2186.
[3] Ma J J, Kong F R, Carlson B, et al. Journal of Materials Processing Technology, 2013, 213(3): 495.
[4] Sibillano T, Ancona A, Rizzi D, et al. Physics Procedia, 2010, 5: 429.
[5] Sibillano T, Rizzi D, Ancona A, et al. Journal of Materials Processing Technology, 2012, 212(4): 910.
[6] Konuk A R, Aarts R, Veld A J, et al. Physics Procedia, 2011, 12: 744.
[7] Griem H R. Principle of Plasma Spectroscopy. Cambridge Monographs on Plasma Physics. Cambridge: Cambridge University Press, 1997.
[8] Griem H R. Plasma Spectroscopy. New York, USA: McGraw-Hill publishing, 1964.
[9] Lacroix D, Jeandel G, Boudot C. Journal of Physics D: Applied Physics, 1997, 81(10): 6599.
The Spectral Analysis of Laser-Induced Plasma in Laser Welding with Various Protecting Conditions
DU Xiao1,YANG Li-jun1, 2*,LIU Tong1,JIAO Jiao1,WANG Hui-chao1
1. School of Material Science and Engineering, Tianjin University, Tianjin 300072, China
2. Tianjin Key Laboratory of Advanced Joining Technology, Tianjin University, Tianjin 300072, China
The shielding gas plays an important role in the laser welding process and the variation of the protecting conditions has an obvious effect on the welding quality. This paper studied the influence of the change of protecting conditions on the parameters of laser-induced plasma such as electron temperature and electron density during the laser welding process by designing some experiments of reducing the shielding gas flow rate step by step and simulating the adverse conditions possibly occurring in the actual Nd∶YAG laser welding process. The laser-induced plasma was detected by a fiber spectrometer to get the spectral data. So the electron temperature of laser-induced plasma was calculated by using the method of relative spectral intensity and the electron density by the Stark Broadening. The results indicated that the variation of protecting conditions had an important effect on the electron temperature and the electron density in the laser welding. When the protecting conditions were changed, the average electron temperature and the average electron density of the laser-induced plasma would change, so did their fluctuation range. When the weld was in a good protecting condition, the electron temperature, the electron density and their fluctuation were all low. Otherwise, the values would be high. These characteristics would have contribution to monitoring the process of laser welding.
Laser welding; Laser-induced plasma; Spectrum diagnosis; Electron temperature; Electron density
Jul. 30, 2014; accepted Nov. 15, 2014)
2014-07-30,
2014-11-15
国家自然科学基金项目(51175374),天津市应用基础及前沿技术研究计划项目(11JCYBJC06100)和哈尔滨工业大学先进焊接与连接国家重点实验室项目(AWPT-M12-08)资助
杜 笑,女,1990年生,天津大学材料科学与工程学院硕士研究生 e-mail: tjudxx@163.com *通讯联系人 e-mail: yljabc@tju.edu.cn
TG403
A
10.3964/j.issn.1000-0593(2016)01-0015-05
*Corresponding author