涂衬机新型托轮的改造应用
2016-05-30姜训伟姜文文
姜训伟 姜文文
摘 要:涂衬机是离心球墨铸铁管生产中一台重要的设备,对铸管内部防腐、优化铸管性能起到至关重要的作用,是铸管内部涂层处理的主要设备。在涂衬机工作系统中,托轮组件对涂衬工作起到决定性作用。传统涂衬机托轮的安装、调整、维护方面存在许多不足,影响涂衬机的稳定性和工作效率,制约着涂衬机的产量和铸管内部衬层的质量。解决传统涂衬机托轮系统在维修、使用安装调整、增强可靠性等方面的问题,对实际生产经营将带来巨大收益。文章通过问题分析,查找原因,对比优劣的方式,阐述一种新型托轮的使用方法,供大家参考。
关键词:涂衬机;托轮;底座调整;组装形式;稳定性
中图分类号:TD527 文献标识码:A 文章编号:1006-8937(2016)06-0012-02
1 涂衬机的基本工作原理
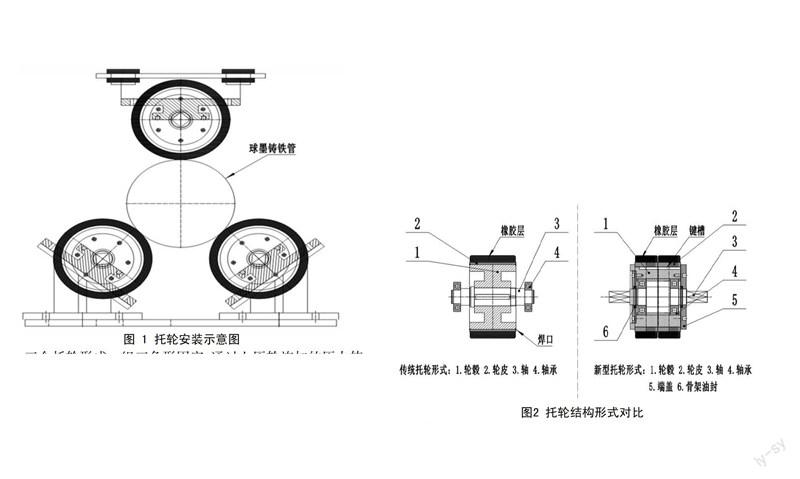
涂衬机的基本工作原理,利用铸管管体的轴向旋转产生的离心力,将事先放置于铸管内部的水泥泥浆等衬层材料均匀的附着于管体内壁。在内壁形成一层保护层,用作铸管内部防腐使用,根据使用条件和需求不同,选取不同性能的衬层材料,从而达到内壁的使用要求。离心旋转过程中依靠两个托轮和一个压轮,如图1所示。
三个托轮形成一组三角形固定。通过上压轮施加的压力使铸管高速旋转时不易飞出。铸管有效长度6 m,一般需要2~6组这样的托轮进行定位。DN80-DN300通径的铸管由于管体原因,需要4组以上托轮进行定位才可有效工作。本次我们针对小通径铸管不易涂衬原因进行分析,解决传统托轮一系列问题。
2 原因分析及解决措施
2.1 从传统托轮自身结构分析
传统的托轮结构如图2所示,主要有:轮毂、轮皮、轴三部分组成。当轮皮外层的橡胶在使用过程中磨损变薄或起泡脱落之后,需要对轮皮进行更换,更换过程比较繁琐。拆掉轴承座将托轮带轴承拿出,去掉轴端的两盘轴承后,再进行轮皮更换。轮皮在安装时是依靠轮皮与轮毂之间的焊接传递动力的,首先要将轮皮边缘的焊口隔开。其次轮皮安装时与轮毂配合较紧密(防止使用时间隙大造成焊口开裂),需将轮皮切割为两半,才方面取下。取下的轮皮无法再次使用,只能当作废钢处理。安装时由于轮皮与轮毂间隙小,需要用大锤或压力机等将轮皮压到安装位置,耗费时间。轮皮安装到位后再将边缘焊接好,这样才能完成安装。整个过程耗时、费力、浪费资源。正对这一点,现将托轮轮皮变成两块到三块的形式分开安装,如图2所示。采用键的形式对轴毂进行连接,实现传动。这样轮皮安装时不再需要焊接,拆卸时不再需要气割,节约了人力和辅材。拆下的新型轮皮由于没有焊口、局部变形等因素影响,可以再次利用,将钢圈进行挂胶(将钢圈的外层橡胶恢复到需要的尺寸,可以找到专门的橡胶厂家进行处理。)达到了备件的循环利用,节约了成本。新型轮皮更换只要将托轮一侧的螺栓拆装即可一次完成轮皮安装。分块的橡胶对于散热也提供了帮助,有力于橡胶使用时间延长,减少因橡胶内部过热起泡造成的不必要的损坏。
2.2 传统托轮在实际使用中会出现的问题
传统托轮在实际使用中,会出现轴承易损坏的问题。主要有以下两方面原因。一时轴承使用环境不佳,二是冲击导致轴承受力过大,加速损坏。涂衬作业现场水泥浆的飞溅不可避免。由于轴承座的密封性差,导致水、泥浆等杂物进入轴承,使轴承润滑失效,造成卡死。轴承在反复更换过程中使轴及轴承座磨损,尺寸变化,造成轴承固定不牢固。在铸管出现管体扁、弯曲、壁厚不均等造成旋转不稳定、跳动,对轴承冲击大。为改变轴承的使用环境,将轴承的安装位置调整,如图2所示,把轴承安装在托轮内部(主动托轮的内置轴承安装形式在这里未给出,读者可根据此法,将皮带轮改变连接位置进行改动)。选用尺寸大的轴承,增加轴承的抗冲击能力。在轴承端盖上加装骨架油封,做到外部防水、泥沙等,内部保润滑油。是轴承得到良好的润滑保护。大尺寸轴承承受力的能力也得到增强。轴承的损坏现象很少发生,轴承使用稳定性极大提高。因轴承损坏带来的检修减少很多。
2.3 托轮轴端形式改变
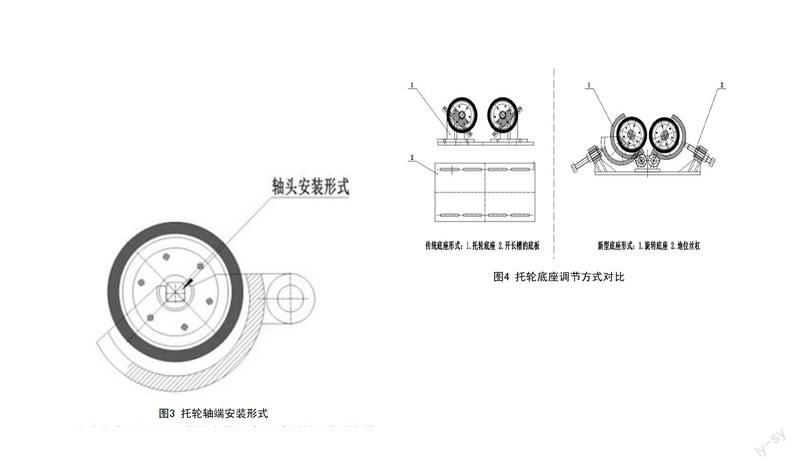
传统托轮轴承安装在轴端,每次更换需要将轴承连同托轮一起向轴承座内放置。由于轴承安装尺寸要求严格,因此安装时预留的公差小,造成安装比较困难。现将轴承放置到托轮内部后,将轴端形式变为方形。安装后不再需要螺栓紧固,直接固定于托轮底座上,如图3所示。
此种方式可以预留足够的安装间隙,很容易就可完成托轮的更换,使更换变得极其方便快捷。同时只需在方轴下放置垫片即可调整托轮轴向角度,满足旋转管体轴向运动时方向性的需求。
2.4 托轮底座的改变
传统托轮底座提供角度接近45 °的倾角,底部用螺栓固定于开有长槽的基础上。在涂衬不同直径的铸管时,要对托轮进行调整。松开底座螺栓,后紧固。由于下部空间有限,操作时很不方便。而且基础处于水泥的环境中,易对螺栓造成腐蚀,使其难以拧开。振动时螺栓拉伸或引起螺栓松动,造成底座不牢固。在铸管高速旋转时,造成管体不稳定,跳动大,严重影响衬层在内壁的附着。尤其小规格铸管生产中易出现弯曲情况,转动中跳动增大,很难涂上内衬。造成多次回涂铸管,浪费资源,影响效率。针对上述底座调整固定困难的问题,现将底座由过去水平移动形式,改为转动移动形式,如图4所示。
依靠粗丝杠作为定位顶杆(此方案丝杠采用人工调整,如需提高自动化水平,可采用电机、液压马达等实现丝杠调整控制。),调整角度。此方式调整灵活,操作方便,重要的是底座稳定性增强,增加了抵抗振动的能力。对提高铸管离心旋转稳定性发挥了关键性作用。
3 结 语
按此种形式将托轮改进后,托轮使用时间延长,维修人工和材料节省,托轮更加快捷便利,弯曲铸管涂衬难问题,都得到了有效解决。整个涂衬机有效开机时间大大增加,保证了生产效率。从我单位的实际使用统计来看,采用此改造后,涂衬机的产量提高了20%,衬层的强度明显提高,衬层合格率提高10%,为公司带来了可观的经济效益。
参考文献:
[1] 管建军,李玉田.用调托轮方法解决托轮瓦衬端面磨损问题[J].水泥工 程,2011,(1).
