耐磨板Hardox450的焊接工艺研究
2016-05-30刘爽
刘爽


摘 要:通过对耐磨板Hardox450的焊接性能分析研究,制定合理的预热及层间温度,焊接电流、电压和焊接速度等焊接工艺参数,选用合理的低匹配低氢焊材,保护气体,控制热输入,后热处理等,取得良好的焊接效果。
关键词:Hardox450;焊接
1 前言
Hardox悍达耐磨钢板是由瑞典SSAB公司生产制造的高韧性、具有良好的弯曲和焊接性能的多用途耐磨钢,被广泛的应用于矿山机械产品中。
2 Hardox 450耐磨钢板的焊接性分析
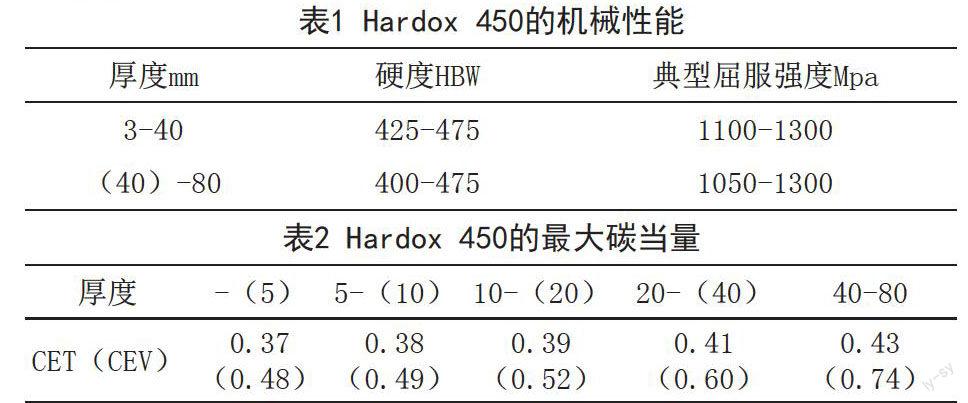
Hardox钢板具有高耐磨性,而其硬度及强度,化学成分也随着厚度的增加而发生改变,如下表。
由以上可知,Hardox 450耐磨钢板具有非常高的硬度和强度,以及较高的碳当量,Hardox 450焊接时有淬硬倾向,有产生氢致裂纹的可能性。因此焊接中需要重点关注如何防止冷裂纹,氢致裂纹。防止氢致裂纹有以下两个原则:
2.1 接头里面及接头周围的氢含量的最小化
(1)使用合理的预热及层间温度;
(2)使用低氢焊材;
(3)保证焊接区域无杂质。
2.2 焊接接头内的应力最小
(1)尽可能使用低强焊材;
(2)制定合理的焊接顺序,使残余应力最小化;
(3)组对间隙最大不超过3mm。
3 Hardox 450耐磨钢板的焊接制造工艺
3.1 预热及层间温度
合理的预热及层间温度对于防止氢致裂纹至关重要。预热温度的制定通常与母材的碳当量与组合厚度有关。我们的产品使用的是45mm钢板,对接焊缝的组合厚度为90mm,根据钢板材质证可知碳当量为0.56%,因此我们初步根据EN1011确定预热温度为175℃,层间温度为225℃。预热方式为整体进入加热炉预热,预热温度的测量位置应在距离焊接接头75mm处。
3.2 焊接材料的选择
焊接材料的选择上可以选择非合金,低合金以及不锈钢焊材。
使用低强焊材的好处如下:焊缝金属良好的性能,更好的防止氢致裂纹,低的残余应力。低合金焊材中的氢含量应低于或等于每100g焊缝金属5ml扩散氢。
我们选择了药芯低氢,低匹配焊材,AWS A 5.20 E 70T-5,为提高生产效率我们选用φ2.4mm的焊材,使用轨道行走小车进行焊接。保护气体方面,因为使用的是药芯焊丝,因此选用了100%CO2,以实现稳定的焊接电弧,较大熔深。
3.3 焊前清理
在焊接前,对焊接区域两侧至少50mm范围内彻底清除铁锈,油污等杂质,必要时需露出金属光泽。
3.4 焊接参数
为保证焊后热影响区良好的机械性能,应控制焊接热输入,以获得良好的冲击性能,提高强度,减少焊接变形,低的内应力,窄的热影响区。我们此次的焊接将热输入控制在小于2.5KJ/mm。
3.5 焊接坡口形式
采用机加工制作坡口,K型坡口,组对间隙为2mm。
3.6 后热处理
对于有冷裂纹倾向的钢材,为了降低焊接接头的冷却速度,后热处理与预热的作用同等重要。我们的方案是焊后立即送进加热炉里进行160℃,保温2h,之后随炉冷却的后热处理。
3.7 焊后检验
因为Hardox 钢具有延迟裂纹倾向,因此不适宜在焊接完成后立即进行无损检测,为此我们选择焊后48h进行超声波和磁粉检测,未发现焊接裂纹。另外我们还做了宏观金相试验,焊接热影响区较小,未发现未熔合,夹渣等缺陷。
4 结语
通过选择合适的焊前预热温度,后热处理工艺,严格控制整个施焊过程中的温度,选用适当的焊接热输入并认真执行焊接规范的情况下,Hardox 450材料具有良好的可焊性,严格执行工艺措施,能够保证获得较好的焊缝综合力学性能。
参考文献
[1]周小华,范卢军,李彦.耐磨板hardox450的焊接工艺实验研究[J].矿业工程研究,2016,31(3):62-65.
[2]王富强,张帆,徐兴国,等.复合耐磨板的焊接工艺研究[J].水泥技术,2013,(3):47-49.
[3]张彩霞,张传伟,郑民惠.ZG30MnSi与HARDOX450的焊接工艺实践[J].现代焊接,2010,(9):43-44.
(作者单位:久益环球(天津)装备制造有限公司)
