TC4钛合金静止轴肩和传统搅拌摩擦焊的温度场对比
2016-05-30姬书得高双胜邢敬伟马秩男
姬书得,卓 彬,高双胜,邢敬伟,马秩男, 路 浩
(1. 沈阳航空航天大学,沈阳 110136;2.南车青岛四方机车车辆股份有限公司,青岛 266111)
搅拌摩擦焊(Friction Stir Welding,FSW)技术是由英国焊接研究所(The Welding Institute,TWI)于1991年提出的一种新型的固相连接技术。与传统的熔化焊接方法相比较,FSW具有低应力、无常规熔焊缺陷、高质量、绿色无污染、焊接过程操作简单等优点,在铝合金、镁合金等导热率较大的材料以及导热率较小的薄板材料的焊接中得到了广泛应用。
然而,在应用该技术对导热率较小的厚板材料如TC4钛合金进行焊接时,为保证焊缝中、下部材料获得较好的流动性,轴肩下方局部区域温度峰可能超过β相转变温度甚至超过TC4的熔点,而且在传统FSW过程中,易产生表面弧纹与飞边,二者对于提高FSW接头的质量均不利。因此,国内外学者提出并研究了静止轴肩搅拌摩擦焊接技术(Stationary Shoulder Friction Stir Welding, SSFSW)[1-6]。
周利[7]采用有限元软件MARC对304不锈钢与TC4钛合金进行了传统搅拌摩擦焊温度场的有限元模拟,结果表明在钛合金FSW过程中,焊缝上表面温度峰值在1100℃以上。姬书得等[8]应用ABAQUS有限元软件对2mm厚的TC4钛合金传统搅拌摩擦焊接过程进行数值模拟并进行试验验证,发现焊缝上、下表面的温度峰值差异较大。Russell等[9]采用静止轴肩搅拌摩擦焊接技术对6.35mm厚的TC4钛合金进行焊接,得到近似“碗状”的宏观形貌并且焊缝减薄量较小。目前,SSFSW处于可行性研究阶段,还没有应用到工程实际中,所以需开展更深入的研究。本文结合实际焊接情况,以TC4钛合金为研究对象,建立了基于ABAQUS的有限元模型,讨论并对比了相同搅拌针尺寸情况下的传统和静止轴肩FSW过程中温度场的分布。
1 有限元模型及焊接参数
1.1 几何尺寸及网格划分
本文选取150mm×80mm×6mm的TC4钛合金板材作为研究对象。由于待焊板材对称分布,取其一半进行有限元分析,以节省计算时间和成本。模型采用8节点六面体单元进行网格划分,对靠近焊缝位置细化网格,焊板厚度方向划分6层单元,如图1所示。

图1 网格划分Fig.1 Meshing
1.2 热源模型
搅拌摩擦焊过程中的焊接热主要由搅拌头轴肩和搅拌针与材料摩擦产生。因此,本文将轴肩产热热源模型处理为热流密度随轴肩半径增大而增加的面热源,而将搅拌针产热视为热量均匀分布的体热源。然后利用非线性有限元软件ABAQUS嵌入的DFLUX子程序以移动热源的方式将热流添加到模型中,相关热源模型的计算如下:

式中,Qtotal是焊接过程总输入热量;Mz是搅拌头转矩,取为7.76N·m;ω是搅拌头角速度;n是搅拌头转速;Qs、Qp分别为轴肩和搅拌针摩擦产生的热量;qs(r)、qP(r)分别为轴肩和搅拌针的热流密度;r是积分点与搅拌头中心的距离;R0是搅拌针的半径;R1是轴肩的半径;h是搅拌针长度;z是模型厚度方向的坐标。
1.3 材料及焊接参数
模拟涉及的TC4钛合金的物理参数包括热传导系数和比热,其在各温度下的物理性能如表1所示[10]。鉴于材料密度随温度变化不大,这里取为定值4450kg/m3。
对于SSFSW来说,焊接用搅拌头由外部静止的大轴肩结构与内部高速旋转的带有小轴肩结构的搅拌头组成,如图2所示。本模拟用的搅拌头尺寸以及焊接工艺参数如表2所示。
2 模拟结果与分析
传统FSW与SSFSW在压入过程的温度场分布规律,如图3所示。通过分析可知,在搅拌头完全压入板材前1s时,如图3(a)和(b)所示,两种搅拌摩擦焊的温度场分布形态接近,皆为接近搅拌针形状的椭圆形。当搅拌头完全压入板材时,传统FSW由于大尺寸轴肩的高摩擦产热,使得温度场分布为典型的漏斗形,高温区分布在轴肩外缘,如图3(c)所示;对于SSFSW来说,由于旋转轴肩尺寸较小,轴肩产热占总热输入的比例不高,故厚度方向上温度场分布形态仍是接近搅拌针形状的“柱”形分布,如图3(d)所示。

图2 静止轴肩示意Fig.2 Sketch of stationary shoulder
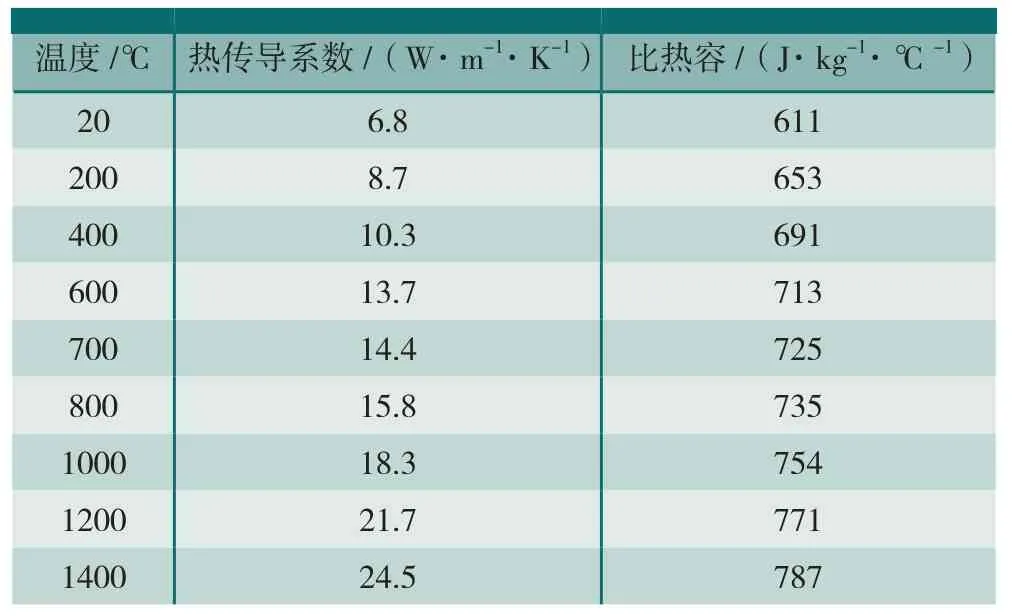
表1 TC4钛合金的物理参数
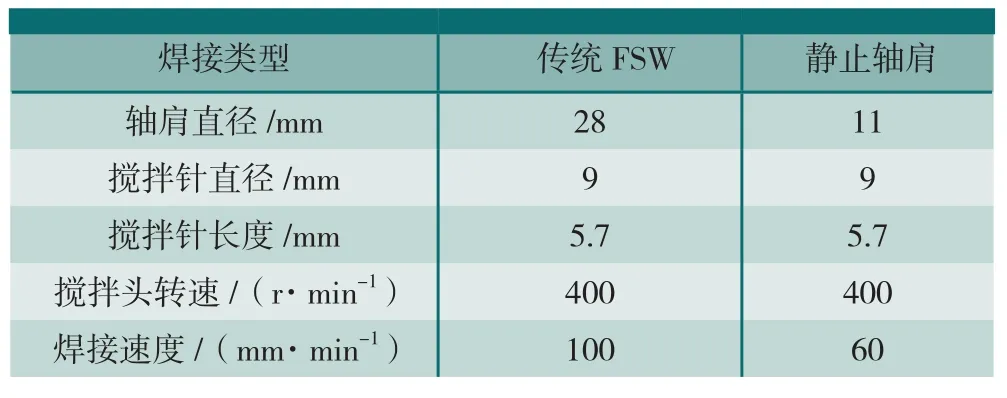
表2 搅拌头尺寸及焊接参数

图3 传统FSW与SSFSW在压入过程的温度场分布Fig.3 Temperature field distributions of traditional FSW and SSFSW during inserting process
传统FSW和SSFSW焊接过程中厚度方向上的温度场分布如图4所示。通过分析可知,传统FSW过程中高温区呈“碗”状分布,焊接过程中的温度最大值出现在与轴肩边缘作用的区域;模型沿厚度方向上有明显的温度梯度,温度由板材上表面向下逐渐降低;轴肩作用下的高温区宽于搅拌针作用下的高温区,如图4(a)所示。在SSFSW焊接过程中,小轴肩作用下的高温区域宽度和搅拌针相近,仍然呈现明显的“柱”状分布,如图4(b)所示;相对于传统搅拌摩擦焊来说,静止轴肩搅拌摩擦焊接过程中轴肩产热所占总热输入的比例减小,故厚度方向上温度分布较为均匀。
两种搅拌摩擦焊接过程中焊板上表面的温度分布如图5所示。在传统FSW过程中,上表面温度分布成椭圆形,长轴平行于焊接方向,最高温度区域处于搅拌头后方,如图5(a)所示,这是由于TC4钛合金导热系数低,搅拌轴肩前方热输入和后方重叠导致的。 在SSFSW过程中,上表面温度分布和传统FSW相似,但椭圆形高温区的短轴相对较短,在垂直于焊缝方向上的温度梯度更大,如图5(b)所示。
图6是两种搅拌摩擦焊焊缝中心上下表面特征点的温度循环曲线。通过分析可知,搅拌头距离特征点较远时,特征点温度并无明显变化,仍保持室温,这是由于TC4钛合金的导热系数较小,焊接过程对待焊板材的预热作用不明显;随着搅拌头的靠近,特征点温度迅速上升并达到峰值;当搅拌头继续向前移动时,特征点温度逐渐降低,中间无明显保温过程。
为得到焊缝厚度方向上组织较为均匀的焊接接头,沿厚度方向上的温度应控制在1000℃左右。结合图4~图6的模拟结果可知,对于TC4钛合金的传统FSW来讲,由于焊件上下表面的温差较大,致使在满足下表面温度峰值的情况下,焊件上表面的温度过高甚至可能超过材料的熔点。这会造成TC4钛合金FSW接头沿焊缝厚度方向上的显微组织不同,进而影响到接头的力学性能[11]。由于TC4钛合金的SSFSW过程中焊件上、下表面的温差较小,因此有利于获得更优异的接头,这也是SSFSW适合导热率低的材料连接的原因所在[9]。

图 4 传统FSW与SSFSW焊接过程的温度场分布Fig.4 Temperature field distributions of traditional FSW and SSFSW during welding process

图5 传统FSW与SSFSW过程中焊件上表面的温度分布Fig.5 Surface temperature distributions of traditional FSW and SSFSW during welding

图6 传统FSW与SSFSW过程上下表面特征点的温度曲线Fig.6 Temperature curves of unique point on top and bottom surface of traditional FSW and SSFSW during welding
3 结论
(1)对于TC4钛合金来说,传统搅拌摩擦焊搅拌针扎入阶段温度场呈“柱”状分布,当轴肩接触焊缝上表面时温度呈“漏斗”形分布;而静止轴肩搅拌摩擦焊温度场始终呈接近搅拌针形状即“柱”状分布。
(2)传统搅拌摩擦焊接过程中板材上、下表面温度峰值差异较大;静止轴肩搅拌摩擦焊过程中板材上、下表面温度峰值差异较小,温度曲线重合较好。
(3)焊接稳定阶段时,静止轴肩搅拌头前方温度梯度较传统搅拌摩擦焊大。
[1]刘会杰, 李金全, 段卫军,等. 静止轴肩搅拌摩擦焊的研究进展[J].焊接学报,2012,33(5):108-110.LIU Huijie, LI Jinquan, DUAN Weijun, et al. Process in the stationary shoulder friction stir welding[J]. Transactions of the China Welding Institution, 2012,33(5):108-110.
[2]WIDENER C A, TALIA J E, TWEEDY B M, et al. Highrotational speed friction stir welding with a fixed shoulder[C]// 6th International Symposium on Friction Stir Welding. Montreal, Canada, 2006:10-13.
[3]WYNNE B P, THREADGILL P L, DAVIES P S, et al.Microstructure and texture in static shoulder friction stir welds of Ti-6Al-4V[C]// 7th International Friction Stir Welding Symposium,Awaji Island,Japan,2008: 20-22.
[4]AHMED M M Z, WYNNE B P, RAINFORTH W M, et al.Through thickness, crystallographic texture of stationary shoulder friction stir welded aluminium[J]. Scripta Materialia,2011, 64(1) : 45- 48.
[5]LI J Q, LIU H J. Design of tool system for the external nonrotational shoulder assisted friction stir welding and its experimental validations on 2219-T6 aluminum alloy[M]. London: Springer-Verlag London Limited, 2012.
[6]栾国红. 双轴肩搅拌摩擦焊技术取得突破[J]. 现代焊接,2009(10):23-24.LUAN Guohong. Bobbin-tool FSW technology obtains the breakthrough[J]. Modern Welding Technology, 2009(10):23-24.
[7]周利. 高熔点材料搅拌摩擦焊用焊具设计及试验研究[D].哈尔滨:哈尔滨工业大学, 2006.ZHOU Li. Design and experimental research of tools used in friction stir welding for high melting point materials[D]. Harbin: Harbin Institute of Technology, 2006.
[8]姬书得,王琳,黄青松. Ti6Al4V钛合金背部加热辅助搅拌摩擦焊的温度场研究[J].热加工工艺, 2014, 43(17):217-222.JI Shude, WANG Lin, HUANG Qingsong. Temperature field of back heating aided friction stir welded Ti6Al4V titanium alloy[J]. Hot Working Techbology, 2014,43(17):217-222.
[9]RUSSELL M J, BLIGNAULT C, HORREX N L,et al. Recent developments in the friction stir welding of titanium alloys[J]. Welding in the World, 2008, 52:12-15.
[10]黄旭, 朱知寿, 王红红,等, 先进航空钛合金材料与应用[M]. 北京: 国防工业出版社, 2012.HUANG Xu, ZHU Zhishou, WANG Honghong, et al. Advanced aeronautical titanium alloy and application[M]. Beijing: National Defence Industry Press, 2012.
[11]李继忠, 董春林, 栾国红. TC4钛合金搅拌摩擦焊焊缝成形及微观组织研究[J]. 航空制造技术. 2013(16):160-163.LI Jizhong, DONG Chunlin, LUAN Guohong. Weld appearance and microstructure in friction stir welding of Ti-6Al-4V titanium alloy[J].Aeronautical Manufacturing Technology, 2013(16):160-163.
