微通道冷板低温钎焊技术研究
2016-05-25尹恩怀安占军李超
尹恩怀 安占军 李超


【摘 要】本文采用Sn/Pb共晶钎料,研究了低温空气炉钎焊镀银铝合金(3A21)微通道液冷冷板的工艺技术,微通道宽度为0.5mm,通过剪切力学、X射线、水压密闭性三种手段对冷板的焊接质量进行分析,实验结果表面钎缝的剪切强度为44MPa、冷板流道内未出现堵塞和液体泄漏现象。
【关键词】微通道冷板;铝合金;低温钎焊
0 引言
随着雷达等电子设备逐渐向小型化、集成化发展,各种元器件的集成度越来越高,封装密度越来越大,导致电子设备的热流密度急剧上升。传统的风冷技术已无法满足高热流密度器件的散热需求,需采用更为高效的液冷冷却技术,而液冷冷却技术的关键部件为液冷冷板,其质量的高低直接影响到整部雷达工作的可靠性[1-3]。微通道液冷冷却系统能够极大地增大微通道散热器单位体积的换热面积,从而大幅提高电子设备的散热能力,其通常先采用机械加工流道结构,再通过焊接的方式将流道密封,焊接方式通常有真空钎焊、真空扩散焊、搅拌摩擦焊等,对于上述三种焊接方法通常情况下可以满足雷达产品对常规冷板的质量要求,但产品在预研阶段,往往批量小、类型多,尤其对微通道冷板来说,其体积仅有常规冷板的1/5左右,采用上述三种加工手段成本较高。为此,本文作者采用一种成本低并满足产品测试阶段质量要求的微通道冷板成型技术,从而有效降低预研阶段微通道冷板的加工成本、提高效率、缩短研产周期。因此,本文重点研究了低温空气炉钎焊成型微通道冷板的工艺技术。
1 试验方法
1.1 实验材料
微通道冷板材质为铝合金(牌号:3A21)。钎料采用美国乐泰(LICTITE)SN63CR32AGS89.5型锡焊膏。由于锡焊膏在铝合金表面不润湿,无法直接钎焊铝合金,因此本文采用在铝合金表面镀银的方法来满足低温锡焊条件,镀银层厚度为15μm(Cu15Ag15)。
1.2 冷板结构设计
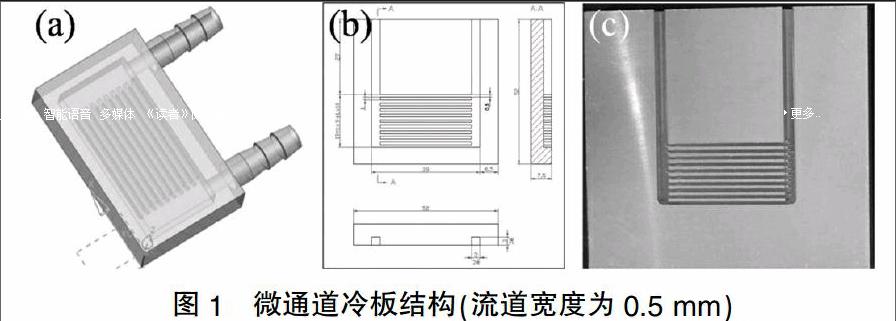
冷板结构设计采用UG7.0完成三维结构设计,如图1(a)所示,冷板内部流道由于无法直接成型,将冷板拆分为槽板和盖板两部分,槽板见图1(b)所示,盖板为厚度3mm的平板,流道宽度为0.5mm,微通道截面尺寸为0.5×3mm,筋板厚度为1mm,槽板和盖板均采用数控机床加工成型。
1.3 冷板成型与检测设备
微通道冷板加工采用数控机床加工,加工刀具的刃径为0.5mm、刃长为5mm,加工参数为:主轴转速16500r/min,进给速度200mm/min,切削深度0.16mm。焊接采用8Kw箱式电阻炉,焊接参数为260℃,当炉温稳定在260℃时入炉焊接,保温时间为30mim。冷板流道内部质量采用德国依科视朗国际有限公司(YXLON)的Y.Cougar SMT型X射线检测仪;水压密闭性测试采用上海金威工具公司的手动试压泵。
2 试验结果与讨论
2.1 微通道冷板焊接成型
冷板焊接部位需要预置锡焊膏,本文设计并制备了方格阵列的网板作为钎料预置辅助工具,见图2(a)所示,网板采用厚度为0.15mm的不锈钢薄板经过激光切割而成,可有效保证焊锡膏预置的均匀性,焊锡膏均匀预置在盖板一侧,效果参见图2(b)所示。
将涂有钎料的冷板槽板和盖板按照图3(a)所示装卡,装卡时盖板在下,槽板在上,防止钎料熔化后流入流道内而堵塞,焊接采用刚性的U-型工装装卡;焊接温度为260℃,保温30min,见图4(a)插图所示,当炉温稳定在260℃时,将装卡好的冷板放入炉中,直至焊接完成,随后从炉膛取出空冷至室温,焊接成型后的冷板如图4(a)所示。冷板焊接完成后,采用机械加工的方式将外型尺寸加工到设计尺寸,如图4(b)所示。
2.2 微通道冷板测试
1)钎缝力学性能检测
检验冷板钎缝的强度,将搭接的力学性能试片随炉进行焊接,试片尺寸为50×10×3mm,搭接宽度约为3mm,参加图5(a)所示,随炉试片数量为四组,经力学性能测试后平均值为42MPa,断裂后试样如图5(b)所示。
2)X射线检测
采用X射线对冷板内部流道情况进行分析,参见图6所示,流道内部影像衬度未出现明显变化,说明冷板通道内部无杂物及钎料堆积,流道没有出现堵塞现象。另外,流道焊接面(即衬度相对较暗区域)出现白色斑状影像,这可能归结于Sn/Pb焊料中的钎剂残留,其对冷板密闭性的影响需进一步进行水压密闭性测试。
3)水压密闭性检测
水压测试参数为:0.8 MPa,保压30min。结果表明,在规定的压力和保压时间下,冷板无渗水、漏水现象,说明冷板的密闭性完好。
3 结论
1)微通道冷板焊前应进行镀银处理,并采用Sn/Pb共晶钎料。
2)通过剪切力学、X射线、水压密闭性三种手段对冷板的焊接质量进行分析,结果表明:钎缝的剪切强度为44MPa,冷板流道内未出现堵塞及液体泄漏现象。
3)在空气炉中实现微通道液冷冷板的焊接,该方法效率高、成本相对较低。
4)采用低温钎焊技术焊接的微通道冷板,可以满足预研小批量产品的测试需求,具有一定的应用价值。
【参考文献】
[1]宋君.相控阵雷达冷板的加工技术研究[J].电子机械工程,2002,18(3):59-62.
[2]张兆光.固态有源相控阵雷达冷却技术探讨[J].现代雷达,1996,18(1):88-95.
[3]安占军.冷板加工工艺研究[C]//第十七届全国钎焊及特种连接技术交流会论文集.P394-395.
[]4张启运,庄鸿寿.钎焊手册[M].北京:华中师范大学出版社,2008.
[责任编辑:汤静]
