基于西门子四轴联动蜗杆磨齿机非对称齿向修形的研究
2016-05-14赵福生肖引娣姚晓莎彭宁
赵福生 肖引娣 姚晓莎 彭宁
摘 要:随着齿轮传动应用的发展,齿轮修形在齿轮传动中的作用也越来越重要,一般来说,修形包括齿向修形和齿形修形。本文在数控蜗杆砂轮磨齿机平台上,研究了西门子数控系统的电子齿轮箱和曲线图表的联动方法,采用这种方法最终实现了四轴联动蜗杆磨齿机的非对称齿向修形。
关键词:齿向修形;四轴联动;西门子系统;曲线图表
中图分类号: TG659 文献标识码: A 文章编号: 1673-1069(2016)15-186-2
0 引言
在齿轮传动的相关研究中,随着转速提高或者载荷加大,轮齿的变形明显增大,同时支承系统的变形也会增大,再加上安装制造等过程中产生的各种误差影响,导致整个齿轮传动系统的传动精度和承载能力降低、使用寿命缩短、噪声增大。而齿轮修形就可以尽可能地使齿轮的齿面压力在受载变形后分布均匀、减少偏载,同时齿轮在齿廓变形以后仍能保持运转平稳、减少啮入和啮出的冲击。
齿轮修形一般包括齿形修形和齿向修形,而齿向修形主要就是消除齿轮轴受载产生的弯曲及扭转产生的弹性变形所带来的应力集中,随着齿轮修形技术的提高,齿向修形也不再局限于抛物线或者直线这种特定的形状。本文就根据目前国内实际应用情况及自身需求,通过曲线图表的方法实现了非对称齿向修形的加工。
1 试验平台(数控蜗杆砂轮磨齿机)的介绍
蜗杆砂轮磨齿机采用连续展成原理磨削齿轮,按照其磨削原理可以分为有差动式和无差动式两种形式。本文将讨论,有差动式数控蜗杆砂轮磨齿机YKZ7230,
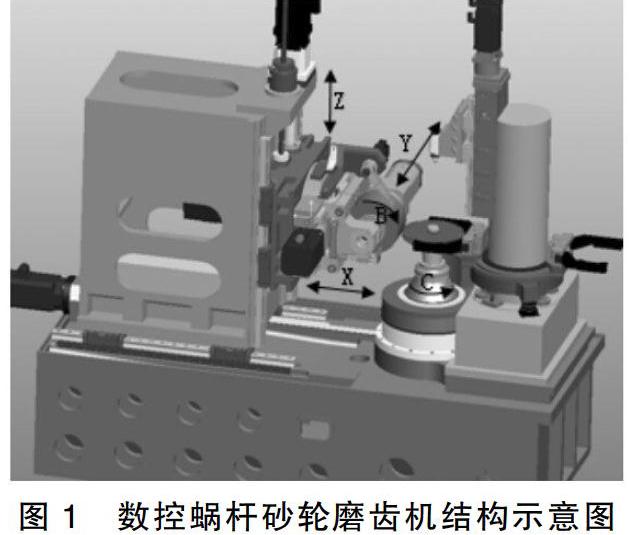
机床的主要运动有:砂轮的回转运动S,工件的回转运动C,工件沿其轴线的平移运动Z,工件沿其轴线的平移运动Y,砂轮沿工件径向的平移运动X,如图1所示。在磨削过程中,C轴的位置由主动轴S,Y,Z共同确定,其运动关系式为:
2 齿向修形运动的研究
2.1 齿向修形的运动形式
当磨削需要齿向修形的齿轮时,除了由式(1)确定的C轴关系式外,还必须在这些运动的基础上附加以下的运动:
①中心距变动Δa(ε):改变齿轮与蜗杆砂轮的中心距,此方法对齿轮左右齿面的影响是相同的,Δa(ε)可用下式近似计算:
2.2 两齿面非对称齿向修形
假设两齿面齿向修形量分别为和,将以上两种运动适当的组合起来,即可完成两齿面非对称齿向修形。方法如下:
①齿面两侧对称修形量为,由式(2)可计算出附加中心距变动量;②齿面两侧非对称修形量为,由式(3)可计算出齿轮附加运动量。
3 曲线图表法的齿向修形实现
国内外对蜗杆砂轮磨齿机在西门子系统下齿向修形的研究为数不少,但多数通过虚拟轴实现。然而实际情况下,西门子系统对国内不开放五轴联动,即通过虚拟轴无法实现非对称齿向修形功能,因此本文所提出的通过曲线图表的方法尤其适合四轴联动系统。西门子SINUMERIK 840Dsl数控系统提供了电子齿轮箱和曲线图表等方法实现轴的联动控制,以满足齿轮加工时的啮合状态。
3.1 曲线图表法的介绍
其中,F轴:随动轴;L轴:主动轴;n,m:曲线图表的编号;applim:图表周期性标志;mem:存储器类型。
3.2 非对称齿向修形的实现
YKZ7230数控机床另辟蹊径,电子齿轮箱中定义了B轴、C轴、Y轴以及Z轴,其中C轴为随动轴,其余轴为主动轴,同时又建立了X轴和Z轴以及C轴和Z轴的曲线图表,齿面两侧非对称修形量通过C轴和Z轴的曲线图表实现。在NC程序中具体实现方法如下:
4 结语
本文所研究的通过曲线图表的方法经验证可以有效实现非对称齿向修形功能,在加工上可实际解决目前国内四轴联动系统的齿向修形问题,提高齿轮的精度。
参 考 文 献
[1] 郭宝安,吴序堂.渐开线锥形齿轮的数控连续展成磨削[J].机械传动,2001(3):25-27.
[2] 陈焱飙.修形齿轮数控蜗杆砂轮磨削关键技术研究[M].重庆大学,2014.
[3] 西门子股份有限公司.SINUMERIK 840D sl/840Di sl/840D/840Di/810D编程手册[M].西门子股份有限公司,2006.
