基于PowerMill整体叶轮数控编程研究
2016-05-14杲春芳


【摘 要】叶轮被广泛应用于航空、航天等领域,由于叶轮结构复杂,传统的加工方法难以保证其加工精度,加工制造较困难,本文采用PowerMill高速多轴加工技术数控加工软件中的叶轮加工模块产生数控代码完成叶轮加工程序生成,通过Vericut软件完成叶轮加工的仿真与优化。
【关键词】叶轮 PowerMill高速多轴加工技术 加工模块 仿真
【Abstract】The impeller is widely used in aviation, aerospace and some other fields. Because the impeller usually get Complex structure, so the traditional processing method is difficult to ensure the machining precision,and the manufacturing process is hard.This article describle the procedure of how to building NC code about manufacturing impeller from impeller machining module of the PowerMill software which could achieve high-speed and multi-axis machining technology .In the end, perform simulation tasks and optimization in impeller producing by using Vericut software.
【Key words】Impeller; PowerMill high-speed and multi-sxis machining technology ;Process module;Simulation
叶轮被广泛应用于航空、航天等领域,由于叶轮结构复杂,传统的加工方法难以保证其加工精度,加工制造较困难,本文采用PowerMill高速多轴加工技术数控加工软件产生数控代码完成叶轮加工程序生成,加工要求如下:直径为80mm整体叶轮,材料6061,允许最大的叶片根部圆角半径为3mm,叶片形状误差为±0.05mm,轮毂上保留流道的形状,最大道路间距约为1.5mm。
单个叶片可采用PowerMill中的曲面精加工或曲面投影精加工加工策略完成加工轨迹生成,但是利用PowerMill中叶轮加工模块计算可使计算过程简单化,因此,我们利用PowerMill的叶轮加工模块完成整体叶轮的五轴联动加工。该模块包括叶轮的开粗,叶片的精加工以及轮毂精加工等加工策略。
1 1加工初始设定
1.1设定步骤
(1)导入模型
在UG 、Pro/E等CAD软件中,对要加工的叶轮进行造型,经Delcam Exchange软件转化成dgk格式文件,导入到PowerMill软件中。
(2)定义叶轮几何体
在PowerMill中将叶轮不同的几何形体如:套(叶冠)、轮毂、左右叶片、分流叶片,分别定义在各图层中,目的是为了便于管理各零件,分别实现隐藏,显示等功能。为了防止限制加工范围,套(叶冠)要进行忽略加工设置。
(3)毛坯导入
由于要进行仿真加工需要自定义毛坯,利用UG等CAD软件对毛坯进行造型,再转化成dgk格式的毛胚模型文件然后导入到PowerMill软件中。
(4)建立用户坐标系 为了便于加工建立用户坐标系POST与世界坐标系重合。
(5)保存项目后调入直径为6mm球头刀,完成开粗和精加工。
1.2加工初始设定还需注意以下几点:
(1)将叶轮不同几何体分配到不同层中,其中套(叶冠)一定要忽略,否则加工中会提示过切。同时为了避免产生多余刀路,将套与左右叶片及分流叶片重合部分也可进行曲面缺省设置。
(2)在进行模型加工之前最好将切入切出和连接,快进高度,开始点和结束点等参数设定好,避免在以后的加工中每次设置参数,节省编辑连接移动等项目的时间,它直接会影响到叶轮的加工效率。
2 叶轮加工
叶轮加工工序步骤为:叶盘开粗加工,叶片精加工,分流叶片精加工,轮毂精加工,轮毂与轮毂间清角加工。各加工工序的参数设置如表1所示。
叶轮加工需注意问题:
(1)刀轴仰角的选择。刀轴仰角有径向矢量、轮毂法线、套法线、偏置法线、平均轮毂法线、平均套法线五种,其中轮毂法线、套法线、偏置法线是以轮毂或套的法线方向摆动,摆动角度连续变化,刀具伸长长度小,适合长叶片大叶轮加工,如果用于小叶轮加工,A轴摆动大,加工稳定性较差。而径向矢量、平均轮毂法线、平均套法线三种方式需设定仰角值或系统自动计算固定角度值,在机床加工中,A轴基本不动,C轴摆动,适合短叶片小叶轮加工。本例中叶盘开粗加工刀轴仰角选择径向矢量,角度20?,叶片及分流片精加工刀轴仰角同样选择径向矢量,角度22 ?。
(2)偏置方式选择。偏置方式有三种偏置向上、偏置向下、合并方式,其中偏置向下方式在叶片根部刀具轨迹不连续,合并方式计算量大走刀费时间,偏置向上方式清角更干净,我们优选偏置向上方式。
(3)刀轴限界。目的是限制A(B)C轴摆动范围以适应机床,可在PowerMill中设置刀轴限界,定义一旋转工作半径,从而在多轴刀具路径产生过程中,使刀轴不超过该工作半径范围。
(4)刀轨复制。单叶片精加工程序生成后通过变换刀具路径菜单,可完成轨迹复制,如果所使用PowerMill版本中没有阵列功能只能一个一个复制轨迹,最后将复制好的刀轨依次叠加到第一个刀轨中去。操作时需按ctrl键同时左击新生成刀轨拖入到第一个刀轨中,复加刀具刀径后,需重新编辑退刀点和进刀点连接,切入切出连接,最后执行撞刀和过切检查。
(5)实体仿真。对于刀具路径进行“过切”与“碰撞”检查后就可以进行实体仿真,在ViewMill工具栏点击开始按钮在仿真工具栏里选择要模拟的方式,就可以模拟加工结果,同时也可以在机床工具栏里选择相应的机床,对实际加工过程进行仿真,发现加工中有无超出机床加工范围,以及是否会出现刀具与机床的碰撞现象。
(6)程序生成。生成后置处理数控程序需注意NC参数选择时,输出用户坐标系一定是原始的工件坐标系,同时一定要锁定,这样才能正确地将PowerMill下生成的刀位文件转化为数控系统和加工机床能识别的NC文件。同时还需注意文件名的扩展名是 MPF(西门子系统)一定要大写。
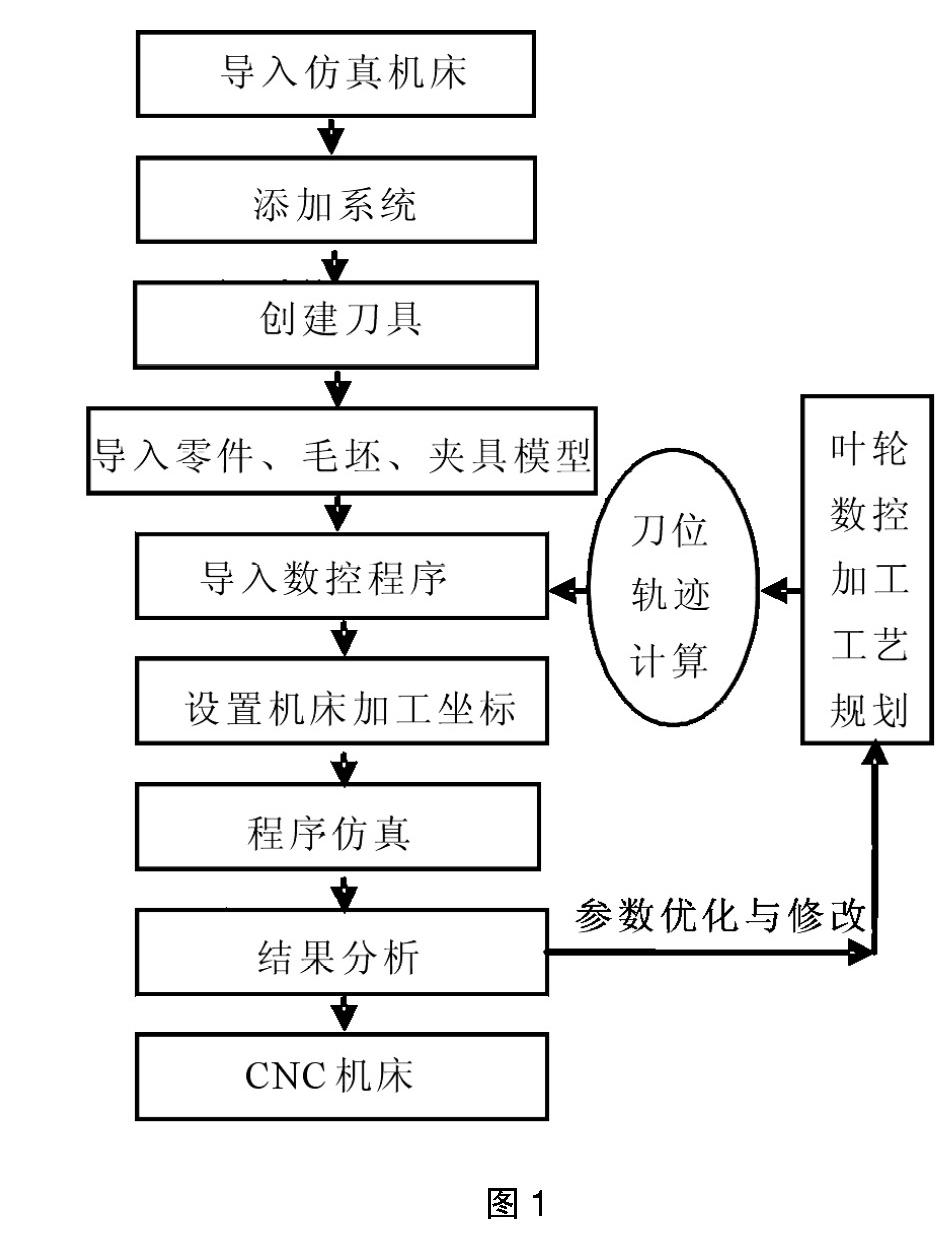
3 数控仿真
为了保证程序的准确性,防止在加工中发生碰撞与过切,我们需要对加工过程进行仿真,虽然PowerMill软件可以完成实体仿真,但是不能更清晰的看到刀具的轨迹以及加工出来的结果, 因此我们可以采用Vericut软件对后置处理后的程序进行加工仿真。仿真过程如图1所示。
五轴加工中由于工作台或刀头的摆动和旋转,加工过程中容易发生主轴或刀头刀具跟工件、夹具、工作台碰撞。所以仿真加工要非常注意刀具刀长与刀柄的形状设置,避免发生碰撞,以验证G代码程序的正确性。经多次调整修改,加工后的模型与叶轮理论模型对比,叶片型面各处误差均小于0.05mm,符合叶轮零件精加工要求。
4 结语
本文利用PowerMill的叶轮加工模块生成数控加工程序,通过Vericut软件完成叶轮加工的仿真与优化,提升叶轮表面加工质量,在Huron K2X8 Five优龙五轴加工中心完成试切加工,加工效果达到上机试切的要求(如图2)。
参考文献:
[1]任军学.整体叶盘数控加工技术研究[J].航空学报,2003,25(2):205-208.
[2]姬俊峰.复杂整体叶轮数控加工关键技术研究.[博士学位论文].南京航空航天大学2009.5.
[3]李湉,陈五一.基于加工特征分类的整体叶轮加工工艺研究[J].机械设计与制造.2010年05期.
[4]曹锋,杨忠高,王平.整体叶轮的五轴数控编程的关键技术[J].制造业自动化,2012-01-25.
[5]米克忆.POWERMILL数控加工实用教程[M].北京:清华大学出版社,2008.
[6]黄云林,袁军堂,汪振华.基于PowerMill的整体叶轮五轴联动高速加工后置处理的研究[J].机床与液压,2012-09-15.
[7]冯一锋.浅谈PowerMill”点分布”在编程中的应用[J].模具技术,2014年第2期.
[8]曹著名,王刘非,朱燏,纪文龙.基于PowerMill整体叶轮数控编程研究[J].机械设计与制造,2015年08期.
本文系2014年宝鸡职业技术学院重点教研课题《数控技能大赛知识模块体系构建研究》(课题编号:2014013Z)的研究成果之一。
作者简介:杲春芳(1979—),女,江苏人,工作单位:宝鸡职业技术学院,职称:讲师、专业:机械制造,学位:工程硕士,研究方向:数控技术。