建筑钢结构中三种常用焊接方法分析
2016-05-09刘兴东张志喜
刘兴东 张志喜
(1.甘肃第一安装工程有限公司,甘肃兰州 730060; 2.甘肃建投钢结构有限公司,甘肃兰州 730060)
建筑钢结构中三种常用焊接方法分析
刘兴东1张志喜2
(1.甘肃第一安装工程有限公司,甘肃兰州730060; 2.甘肃建投钢结构有限公司,甘肃兰州730060)
摘要:结合焊接方法在钢结构生产领域的应用现状,分析了手工焊条电弧焊、CO2气体保护焊、埋弧自动焊三种常用焊接技术的优缺点,并探讨了钢结构生产中焊接缺陷的成因及预防措施,有利于保证钢结构的焊接质量。
关键词:钢结构,焊接方法,焊接缺陷,预防措施
1 焊接方法在钢结构生产领域的现状
焊接技术在建筑领域的应用至今已有近百年的历史。最近几十年来,随着国家经济的快速发展,我国每年的钢产量、用于建筑结构的钢材总量及配套焊接材料的产量逐年增加,这也为焊接的发展提供了十分有利的条件。目前,焊接理论已经比较成熟,焊接方法也多种多样,钢结构焊接方法包括焊条电弧焊、二氧化碳( CO2)气体保护焊,自保护电弧焊、埋弧焊、电渣焊、栓钉焊等。
国内钢结构加工、制作、安装过程中主要采用焊接,但是由于焊接工人的整体素质还不够高,在焊接理论、选用原则、操作等关键点的把握水平还有待提高,本文就钢结构生产领域最常用到的三种焊接方法即手工焊条电弧焊、二氧化碳气体保护焊、埋弧焊的优缺点、常见焊接缺陷及其成因以及相应预防措施进行阐述,以供参考。
2 三种焊接方法的优缺点
2.1手工焊条电弧焊
手工电弧焊(简称手弧焊)是利用手工操纵焊条进行焊接的电弧焊方法。手工焊技术不管是在建筑钢结构的制作生产,还是在建筑钢结构的安装过程中都发挥着重要作用。
1)手工焊条电弧焊的优点。a.设备简单、应用灵活、成本低,是目前生产中应用最广泛的焊接方法; b.手工焊有药皮保护,药皮中含有脱碳的元素,可以减小碳的含量; c.使用方便灵活,在许多安装、修补焊接中具有其他焊接方法所不能取代的重要地位,适合用于品种多、批量小的焊接件。
2)手工焊条电弧焊的缺点。a.焊接工艺对焊接质量影响很大,因此手工电弧焊对焊接工人的操作技术水平要求严格,只有经过严格的焊接培训,才能从事要求较高的焊接工作; b.在焊接过程中有强烈的弧光和烟尘,劳动条件差,生产效率低,焊接质量不稳定,焊缝容易形成夹渣。
2.2 CO2气体保护焊
二氧化碳气体保护焊是以CO2气体为保护气体的焊接方法;在应用方面操作简单,适合自动焊和全方位焊接。由于所用保护气体价格低廉,采用短路过渡时焊缝成形良好,加上使用含脱氧剂的焊丝即可获得无内部缺陷的高质量焊接接头。因此这种焊接方法目前已成为钢结构生产、安装领域中重要焊接方法之一。
1) CO2气体保护焊的优点。a.CO2焊是一种高效节能的焊接方法。b.用粗丝焊接时电流密度高,焊丝熔化系数较大,焊件的熔深也较大,因此焊接时可以不开或开小坡口。CO2气体保护焊基本上没有熔渣,节省了许多工时,提高了焊接生产率; c.CO2气体保护焊是一种低氢型焊接方法,由于CO2气体的保护,因此焊缝处氢含量很低,不易产生冷脆现象,也不易产生气孔,抗腐蚀能力较强; d.焊接时所使用的保护气体和焊丝价格都较低廉,我国已有大量的CO2气体保护焊设备生产厂家,有利于CO2焊的应用; e.CO2焊是明弧焊,便于监视和控制熔池,有利于实现曲线焊缝和空间位置焊缝的焊接。
2) CO2气体保护焊的不足。a.CO2气体保护焊焊接过程中,金属飞溅较多,尤其当焊接参数不当时,飞溅会更加严重,焊缝外形相比较其他焊接方法而言较粗糙; b.CO2气体受风的影响很大,因此该焊接方法不适于在有风的地方进行焊接,也不适宜易氧化金属间的焊接; c.焊接时弧光较强,焊接电流越大,弧光越强,辐射也越强,因而对操作人员皮肤等造成辐射也越大。
2.3埋弧自动焊
埋弧焊是一种电弧在焊剂层下燃烧进行焊接的方法。可焊接的钢种包括碳素结构钢、不锈钢、耐热钢及其复合钢材等,广泛应用于建筑钢结构工程。
1)埋弧焊的优点。a.生产效率高。埋弧焊的焊接电流很大,可高达1 000 A,因此电弧具有很高的熔深能力,焊丝的熔敷率也很高,大大提高了焊接速度,特别适用于大型焊件的焊接。b.焊接质量好。埋弧自动焊可通过电弧自动调节系统,自我调节焊接参数使其保持稳定,因而焊缝成型性好、成分均匀。又由于熔渣的覆盖对焊缝进行保护,有效的隔绝了空气,显著提高焊缝的力学性能和耐腐蚀性能。c.劳动条件好。埋弧焊时,熔渣覆盖了刺眼的弧光,整个焊接过程基本上不需要手工操作,因此,既改善了作业环境,又减轻了劳动强度。d.节约金属及电能。由于焊接电流大,熔深能力强,因此小于25 mm厚度的焊件不需要开坡口,这样既节省金属,也节约了焊丝,同时又节省了电能和加工时间。同时,由于焊剂的保护,金属的烧损和飞溅也大大减少。埋弧焊的电弧热量能得到充分的利用,因而消耗的电能也大大降低。

表1 手工电弧焊缺陷产生原因及预防措施
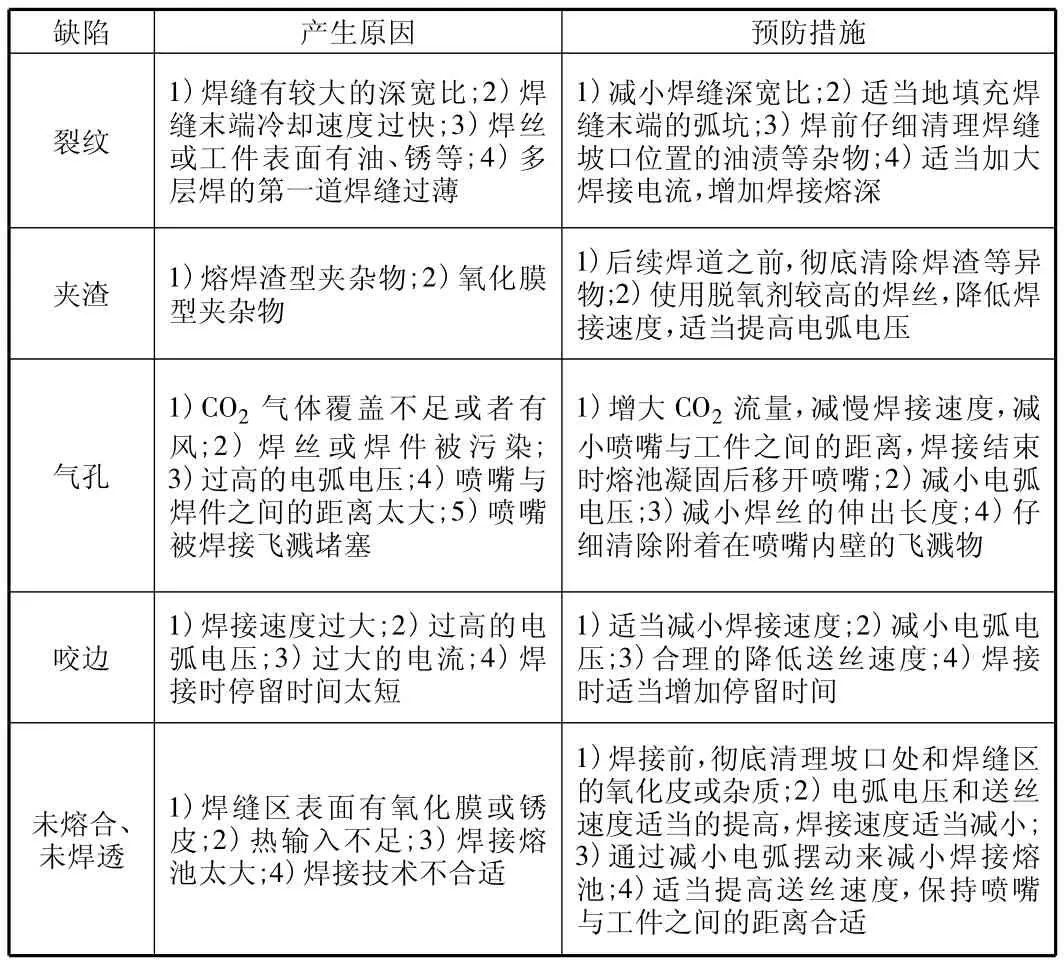
表2 CO2气体保护焊缺陷产生原因及预防措施
2)埋弧焊的缺点。a.焊接的灵活性有限。由于焊接时焊剂是颗粒状的,因此,埋弧焊一般只适用于平焊。b.焊接厚度受到限制。由于焊接电流较小时电弧稳定性会变差,因此不适用于焊接薄板,一般情况,焊件厚度不宜小于1 mm。c.严格的坡口加工与装配要求。埋弧焊时无法观察坡口与电弧之间的相对位置,因此必须要保证坡口的加工和装配精度。考虑到埋弧焊生产效率高,焊缝成型美观,焊接质量好等优点,在焊接H型钢时宜采用埋弧焊,为了能够提高生产效率,建议采用多丝埋弧焊的方式。
3 钢结构生产中常见焊接缺陷的成因及预防措施
建筑钢结构中的焊接方法不同,焊接工艺也有所不同,因此焊接缺陷种类也不同。但总体而言,建筑钢结构中常用三种焊接方法产生的主要缺陷有气孔、裂纹、咬边、未熔合、未焊透、焊穿、夹渣等。
现将建筑钢结构中常用三种焊接方法预防缺陷工艺措施总结如表1~表3所示。

表3 埋弧焊缺陷产生原因及预防措施
4 结语
以上对三种焊接方法的优缺点、实际生产中常见的焊接缺陷及其成因以及相应的预防措施进行了阐述分析,并给出了实际操作时的合理化建议,供相关人员参考,具有重要的参考价值。
参考文献:
[1]段斌,孙少忠.我国建筑钢结构焊接技术的发展现状和发展趋势[J].焊接技术,2013( 5) :129-130.
[2]中国工程学会焊接分会.焊接手册:第1卷[M].第2版.北京:机械工业出版社,2001.
[3]王宗杰.熔焊方法及设备[M].北京:机械工业出版社,2006.
[4]张琦.钢结构工程中焊接方法的选用及焊接工艺的应用[J].甘肃科技,2012( 20) :162-163.
[5]朱曦.浅析建筑钢结构焊接施工工艺[J].建筑科学,2013 ( 19) :181-182.
[6]方洪渊.焊接结构学[M].北京:机械工业出版社,2008.
[7]黄杰,钟德明.钢结构焊接技术探讨[J].山西建筑,2010,36( 30) :157-158.
Analysis on three common welding methods used in steel building structure
Liu Xingdong1Zhang Zhixi2
( 1.Gansu 1st Installation Engineering Co.,Ltd,Lanzhou 730060,China; 2.Gansu Construction and Investment Steel Structure Co.,Ltd,Lanzhou 730060,China)
Abstract:Combining with the application status of welding methods in steel structure production,the paper analyzes merits and defects of three common welding techniques including MMA,CO2shielded arc welding and submerged arc welding,and explores welding defects causes and preventive measures in steel structure production,which will be good for guaranteeing steel structure welding quality.
Key words:steel structure,welding method,welding defects,preventive measures
作者简介:刘兴东(1976-),男,工程师;张志喜(1974-),男,工程师
收稿日期:2015-11-30
文章编号:1009-6825( 2016) 04-0096-02
中图分类号:TU755.32
文献标识码:A
