浅议管接头螺纹检测量规的正确选择
2016-04-11吕兆惠韩苹
吕兆惠,韩苹
(简阳市飞驰汽车零部件有限责任公司,四川 简阳 641400)
浅议管接头螺纹检测量规的正确选择
吕兆惠,韩苹
(简阳市飞驰汽车零部件有限责任公司,四川 简阳 641400)
摘 要:介绍汽车管接头检测量规的正确选用。汽车管接头起连接和密封作用,它分布在汽车的启动、制动、缓冲和操作系统中,是汽车的关键零部件(保安件)。但一些生产企业及主机厂在管接头生产及检查验收过程存在一些模糊的认识。文章就应该如何正确选用螺纹检测量规、管接头镀锌前后检验量规的选用和车间工人生产过程中自检所用量规与检查验收部门检验产品时所用量规的选用作了阐述。正确的选用合适的螺纹检验量规将避免或减少对产品的误判。
关键词:管接头;螺纹检测量规;正确选用
10.16638/j.cnki.1671-7988.2016.02.052
CLC NO.: U471.2 Document Code: B Article ID: 1671-7988(2016)02-148-02
引言
现代汽车制造技术的发展过程从19世纪末至今,汽车工业的发展已经有了100多年的历史了。在现代国家里,汽车行业在国民经济中扮演作赿来越重要的角色,汽车产业已经成为很多发达国家产业的支柱,经济发展的发动机。而在一台汽车上,无论是发动机系统、刹车系统还是转向系统,都有各种油路和气路,连接这些油路和气路的,就是各种型式、规格的管接头。管接头连接的可靠与否,对汽车的正常运行和安全性都有着至关重要的作用。所以管接头质量的好坏,直接影响着汽车整车的质量。但据了解,无论是汽车制造的主机厂还是零部件配套厂,许多检验人员和技术人员对管接头螺纹检测时应如何正确选择量具还存在模糊的认识。因此本文根据作者多年从事管接头生产的经验,对在管接头生产过程中对螺纹如何正确选择检测量具谈一点看法。
1、管接头批量产品检测方法
螺纹是一个复杂的空间曲面体,由于螺纹的参数很多,不论内螺纹还是外螺纹,都包括包括大径、中径、小径、牙侧角、螺距、导程、轴向长度和轴向位置、锥度、圆度、同轴度、牙顶高和牙底高、牙顶和牙底圆弧半径等,要对这些参数进行单个测量,可以选用工具显微镜,工具显微镜是一种以影象法作为测量基础的精密光学仪器,它可以精密检测螺纹的主要参数,在许多工厂计量室对有配备。也可以用螺纹千分尺和三针法测量螺纹中径。但上面的测量方法有的设备较贵,测量一个产品需要较多的时间,有的只能测量一个单一参数,满足不了生产的要求,所以对螺纹的所有参数进行单独检测是行不通的。因此在很多管接头生产厂里,都是以螺纹中径千分尺和螺纹环规配合使用来对管接头螺纹进行检查。
目前,我国使用的螺纹通、止规,都是来源于1905年英国人泰勒发明的专利,这种螺纹量规的优点是,综合检测螺纹的各个参数,不对螺纹的单个参数进行单独检测,具有较好的经济性,它的局限性是,仅仅知道所检测的螺纹位于某个极限范围内,无法知道具体数值,某些单项误差较大的螺纹不容易被发现。但在实际生产过程中,没有必要对螺纹的所有参数进行控制,各种不同场合对螺纹的要求也不相同,所以用螺纹通、止规来对螺纹进行综合检测在紧固件及管接头生产厂得到了广泛的应用。
在国际标准化组织ISO 3269:2000《紧固件 验收检查》(GB/T 90. 1—2002等同采用)第4.4条中也规定:“用量规检验螺纹是决定性的”。实践中,无论内销还是出口紧固件产品,用螺纹量规综合检查螺纹是目前唯一采用的方法。
2、正确选择合适的管接头螺纹量规
螺纹环规通常分为通端螺纹环规和止端螺纹环规,其含义是在检测螺纹工件时,通端螺纹环规应顺利的旋入螺纹工件,而止端螺纹环规应旋入螺纹工件不超过两个螺距,则判为该螺纹工件合格。螺纹环规在使用时还应注意所选择的螺纹环规与产品图纸所要求的规格、精度是否一致。但螺纹环规本身也存在制造公差,在使用中也存在磨损的问题,同时,许多管接头在机加工后还要求进行镀锌以增加管接头在使用过程中的耐腐蚀性能,电镀前后螺纹环规也存在如何选用的问题。

表1 量规的适用性和方法
在管接头的生产工作中,量规随时都在使用,磨损是肯定的,由于生产者和使用者可能不是同一单位,也不可能使用同一套量规,因此在螺纹的日常检验中,经常出现对使用量规的争议。也就是说检验螺纹时,在用新量规和旧量规检验同一工件的螺纹可能出现不同的检验结论。这在出厂检验和出口贸易中是经常发生的,是争议最多的一项检验事件。而标准规定采用螺纹量规(环规和塞规)检验产品管接头螺纹是唯一可最终判定验收与否的测量方法。检查中使用螺纹量规时,如果螺纹尺寸均在规定的极限范围内,则不应拒收。
用螺纹量规检验螺纹的合格性是决定性的。螺纹量规的设计公差位置都在螺纹的极限尺寸之内,不同的量规尺寸会有差异,在实际使用中也因磨损而改变,为减少因量规的实际极限值不同而产生的争议,在美国标准ANSI B1.2:2007《统一英寸制螺纹的量规和测量》和国际ISO 1502《一般用途米制螺纹 量规和量规检验》标准中将螺纹量规分为工作量规和验收量规二种。
将量规分为工作量规和验收量规,很好地解决了绝大部份产品由于量规新旧磨损不同造成的合格产品的误判的问题。
由于基本上所有汽车管接头都要求要镀锌,所以对汽车管接头就有一个镀锌前后的螺纹检测问题。
公制螺纹6g/6H的配合是间隙配合,该间隙就是6g级的基本偏差,以容纳镀层厚度,为了容纳更厚的镀层,可以采用基本偏差f或e的镀前螺纹;同时由于镀层的屏蔽效应,电镀时锌金属不能均匀地沉积在螺纹外表面上,而在三角形螺纹轮廓的牙顶附近镀层偏厚,在牙底部位镀层偏薄,这样就改变,并减小了螺纹牙型角。由于沉积在螺纹牙侧的镀层厚度是垂直于齿侧面的,因此镀层厚度方向与垂直于螺纹轴线的中径方向的增量是一个几何三角函数关系(见下图1)。由图1可见,镀层厚度给中径的增量变化呈4倍关系。

图1
由此可知,螺纹镀前和镀后其尺寸是存在一定差异的,检测时所选择的环规也应该有所区别。在参考文献1中第一章4.5节涂镀螺纹公差带中也表述为:如无特殊说明,优选公差带适用于涂镀前螺纹,涂镀后,螺纹不应超赿公差带位置H或h所确定的最大实体尺寸。在参考文献2中更是明确了镀锌前后螺纹验收通端、止端量规。见下表2。
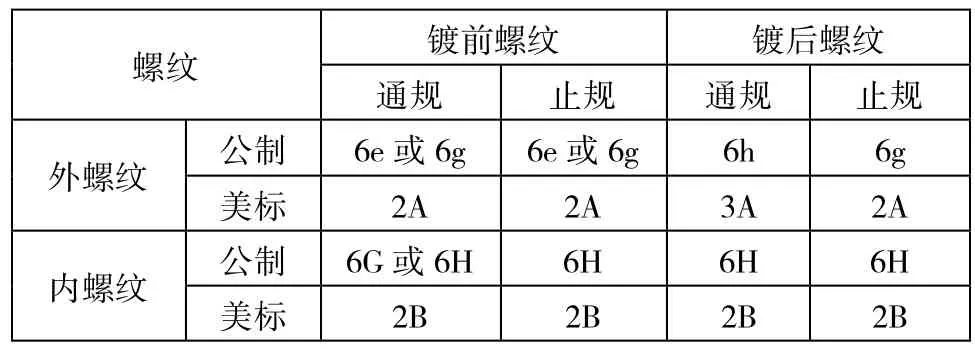
表2 镀锌前后螺纹验收用通端、止端量规
3、结论
综上所述,在进行管接头的生产过程、检查验收过程中,一定要针对产品的不同阶段,正确选用相应的量规,尽量避免由于量规选择错误造成产品合格与否的误判,给企业带来不必要的损失。
参考文献
[1] 中国标准出版社,公制、美制和英制螺纹标准手册.2006.
[2] 在中华人民共和国商务部.进出口商品技术指南.紧固件产品.
Discussion About The Correct Selection Of The Fittings’ Thread Inspection Gauge
Lv Zhaohui, Han Ping
(Jianyang Feichi Automobile Spare Parts Co., Ltd, Sichuan Jianyang 641400)
Abstract:Introduce the correct selection of automobile fittings’ inspection gauge. Automobile fittings play the connection and sealing function, they are located at the automobile's starting, braking, buffering and operating systems, they are key parts (security parts). But some manufacturers and main engine plants still hold some vague understanding on its producing and inspection process. This article will mention how to correctly select the thread inspection gauge; the Inspection gauge selection before/after the fittings get galvanized; the gauge the manufacturing workers should use for their self-inspection, and the gauge the inspection department should use for their inspection and acceptance. The correct selection on the suitable thread inspection gauge would avoid or minimize the misjudgment on the product.
Keywords:fittings; thread inspection gauge; correct selection
作者简介:吕兆惠:大专文化,工程师,简阳市飞驰汽车零部件有限责任公司,总经理。韩苹:工程师,就职于简阳市飞驰汽车零部件有限责任公司,部门经理。
中图分类号:U471.2
文献标识码:B
文章编号:1671-7988(2016)02-148-02
