现代技术在焊接WBS线的应用与研究
2016-04-11冯峥
冯 峥
(重庆长安铃木汽车有限公司,重庆 401321)
现代技术在焊接WBS线的应用与研究
冯 峥
(重庆长安铃木汽车有限公司,重庆 401321)
摘 要:随着现代技术的高速发展和应用,越来越多的新技术应用到了生产领域,文章阐述了汽车厂焊接WBS生产线全自动输送装置所使用的PLC总线技术、上位机柔性智能化调度生产技术、节能降噪型的摩擦驱动技术等,充分展现了汽车厂焊接车间WBS线的智能化、高产能、低污染、低噪音、更柔性化的生产线全自动输送装置。
关键词:PLC总线技术;上位机;摩擦驱动;自动化输送;系统应用
10.16638/j.cnki.1671-7988.2016.02.003
CLC NO.: U468.2 Document Code: A Article ID: 1671-7988(2016)02-08-04
即将过去的这一年,四川美丰品牌影响力不断增强,上榜中国石油和化工企业500强、中国品牌影响力100强,荣获中国氮肥工业发展先进企业、中国重质量守诚信示范企业等多项国家、省市、行业殊荣。实践再一次证明,四川美丰是一家诚实守信、并且经营状况良好、正在稳定发展的、值得大家信赖的优质上市公司。
前言
随着现代技术的高速发展和应用,越来越多的新技术应用到了生产领域,本文阐述了汽车厂焊接WBS生产线所使用的PLC总线技术、上位机柔性智能化调度生产技术、节能降噪型的摩擦驱动技术等,充分展现了汽车厂焊接车间WBS线的智能化、高产能、低污染、低噪音、更柔性化的生产线全自动输送装置。
近十几年里,汽车厂焊接 WBS线输送机技术研究在世界范围内有了重大发展。伴随着现代科技的发展与应用,许多工程技术人员已经总结出了现代新型输送机技术的实用手段与有效方法,此技术也由基础研究发展为应用技术,进而实现商业化产业。下面就我们所使用的WBS线输送机系统进行介绍、研究与探讨。
为了进一步比较桩端深度对桩-土界面土体竖向位移的影响,图9显示了土体累计竖向位移随桩体位移的变化.由图可见,桩-土界面土体累计坚向位移受桩端深度影响较为明显,深度越深,土体累计竖向位移越大.由于桩-土界面土体位移主要受桩侧摩阻力作用,而影响摩阻力发挥的因素有侧向土压力和桩-土摩擦系数.由于深层土体中侧向土压力较大,造成桩侧摩阻力较大,从而桩体位移引起的桩-土界面土体位移也越大.
运用系统调度平台,在枯水期间,对晋江西溪和山美水库水源进行联合调度,年可增加晋江水资源有效利用量1亿m3以上,相当于在晋江流域新增一座大型水库。目前,正在开展系统二期工程建设,计划投入2 900万元对系统平台进行更新改造和增设水质水量监测、取用水远程计量、视频监控、闸门控制设备等。系统二期工程建成后,全市的水资源监控体系将更加完善,水资源监控能力和应急处置能力将进一步得到加强。
1、PLC总线技术在焊接WBS线的应用与研究
现场总线是指以工厂内的测量和控制机器间的数字通讯为主的网络,也称现场网络。也就是将传感器、各种操作终端和控制器间的通讯及控制器之间的通讯进行特化的网络。是连接智能现场设备和自动化系统的全数字、双向、多站的通信系统。国际电工协会(IEC)的SP50委员会对现场总线有以下三点要求:同一数据链路上过程控制单元(CPU)、PLC等与数字1/ O设备互连;现场总线控制器可对总线上的多个操作站、传感器及执行机构等进行数据存取;通信媒体安装费用较低。现场总线是一种串行的数字数据通讯链路,它沟通了生产过程领域的基本控制设备(即现场级设备)与更高层次自动控制领域的自动化控制设备(即车间级设备)之间的联系。
1.1 目前现场总线的主要品牌有以下几种,现分别介绍如下
(1)LonWork:LonWork是又一具有强劲实力的现场总线技术,它是由美国Ecelon公司推出并由它们与摩托罗拉Motorola、东芝Hitach公司共同倡导,于1990年正式公布而形成的。它采用了ISO/OSI模型的全部七层通讯协议,采用了面向对象的设计方法,通过网络变量把网络通信设计简化为参数设置,其通讯速率从300bps至15Mbps不等,直接通信距离可达到2700m(78kbps,双绞线),支持双绞线、同轴电缆、光纤、射频、红外线、电源线等多种通信介质,并开发相应的本安防爆产品,被誉为通用控制网络。
(2)Profibus/Profinet:Profibus是作为德国国家标准DIN 19245和欧洲标准prEN 50170的现场总线。ISO/OSI模型也是它的参考模型。由Profibus -Dp、Profibus -FMS、Profibus-PA组成了Profibus系列。DP型用于分散外设间的高速传输,适合于加工自动化领域的应用。FMS意为现场信息规范,适用于纺织、楼宇自动化、可编程控制器、低压开关等一般自动化,而PA型则是用于过程自动化的总线类型,它遵从IEC1158-2标准。
(3)空台车调度柔性工艺设计:此焊接WBS线设计可存放车体总数为100台,满足焊接2小时的整体停线。因此
(3)CAN:CAN是控制网络Control Area Network的简称,最早由德国BOSCH公司推出,用于汽车内部测量与执行部件之间的数据通信。其总线规范现已被ISO国际标准组织制订为国际标准,得到了Motorola、Intel、Philips、Siemens、NEC等公司的支持,已广泛应用在离散控制领域。
(4)CC-LINK:CC-Link(Control & Communication Link)是由日本三菱公司推出的一种省配线、信息化的网络总线,它不但具备高实时性、分散控制、与智能设备通信、RAS等功能,而且依靠与诸多现场设备制造厂商的紧密联系,提供开放式的环境,还采用了远程设备站初始设定等方便的功能。目前设备厂商数量超过230多家公司,拥有360多种兼容产品并已形成完整的网络层次(详见下图1)。

图1
1.2 总线结构特点
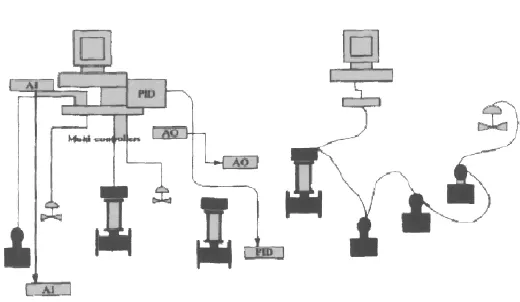
图2 传统控制系统结构示意图现场总线控制系统示意图
现场总线系统远远优于传统的控制系统的结构形式。在传统控制系统中,一般设备之间采用一对一的连线,位于现场的设备和管理层的控制器之间均采用一对一的物理连接。而现场总线系统与此有很大的区别,由于采用了智能设备,所以,现场总线可以把控制室的控制模块置入现场设备中,同时现场设备也具有通信的能力,这样就彻底实现了现场分散的控制。两种结构对比图。
(2)互操作性与互用性:互操作性是指实现互连设备间、系统间的信息传送与沟通;而互用性则意味着不同生产厂家的性能类似的设备可实现相互替换。
(1)系统的开放性:现场总线致力于建立统一的工厂底层网络的开放系统。用户可根据自己的需要,通过现场总线把来自不同厂商的产品组成大小随意的开放互连系统。
现场总线系统中的主控器(Host)可以是PLC或PC,通过总线接口对整个系统进行管理和控制。其总线接口,有时可以称为扫描器也可以是分别的卡件,也可以集成于PLC中。在焊接WBS中,通常都是使用PLC系统作为系统的直接主控制器。与传统的PLC点对点的控制方法相比,现场总线控制系统具有无可比拟的优势,其在技术上具有以下特点:
(3)现场设备的智能化与功能自治性:它将传感测量、补偿计算、工程量处理与控制等功能分散到现场设备中完成,仅靠现场设备即可完成自动控制的基本功能,并可随时诊断设备的运行状态。
(4)系统结构的高度分散性:现场总线构成一种新的全分散式控制系统的体系结构,从根本上改变了集中与分散相结合的DCS体系,简化了系统结构,提高了可靠性。
(5)对现场环境的适应性:现场总线是专为现场环境而设计的,支持各种通信介质,具有较强的抗干扰能力,能采用两线制实现供电与通信,并可满足本质安全防爆要求等。
SHT11集成温度和湿度传感器与一体,与单片机结合组成的温湿度测量系统电路简单、体积小,很适合于许多场合下对温湿度的检测。其通过单片机串口输出温湿度及露点数据,经过电平转换器件将数据传送给上位PC机串口上的RS232,再被PC机进行处理,实现远距离对环境温湿度的检测。本系统实现了单点检测,若经过扩展可以实现多点温湿度检测,也可以采用与无线收发射模块将其扩展为无线温湿度检测系统,满足对温湿度无线检测的需要。
1.3 焊接WBS线使用PLC现场总线技术
在焊接WBS中,因其系统散而多的特点(比如顺着轨道分布的摩擦轮控制,检测传感器,道岔控制气缸,就地手操盘等)。使用传统布线方式的话将大大增加成本,且维护与扩展都将困难重重。因此,焊接WBS对PLC现场总线使用,是明确的发展趋势。相比传统方法而言,具有如下明显的优点:
(1)节省硬件数量与投资:由于分散在现场的智能设备能直接执行多种传感、测量、控制、报警和计算功能,因而可减少变送器的数量,不再需要单独的调节器、计算单元等,从而节省了一大笔硬件投资,并可减少控制室的占地面积。
Quality control and result analysis for surface AWS data in Jiangsu and Anhui Provinces
(4)紧急出库:按照紧急出库设定表出库,如紧急出库车身前有正常车身,则进入回送道。
此碑有约摸一半的字迹磨平,还是可以猜出七八分意思来。种收稻麦,在农家是大事,关乎一年的收成,这时若有卖烟酒粿糖的商贩不断到田里去吆喝,会扰乱人心,尤其原本就好烟酒的人,忍不住沽酒来喝,喝得醉如烂泥,岂不耽误农事。至于僧道游唱在此时不准下田,恐怕是出于避讳吧——在世人眼中,这些都属于“不发”的人,在种植生养上,不能带来好的运气和兴旺之兆。
(3)提高了系统的准确性与可靠性:现场设备的智能化、数字化,与模拟信号相比,从根本上提高了测量与控制的精确度,减少了传送误差。简化的系统结构,设备与连线减少,现场设备内部功能加强,减少了信号的往返传输,提高了系统的工作可靠性。

图3 网络总线图
2、上位机柔性智能化调度生产技术在焊接WBS线的应用与研究
2.1 WBS线柔性系统工艺设计
参数设计指标:1)生产节拍:68.4秒/台(50JPH)、2)两班制、3)储存车体最大台数110台、4)产品类型:奥拓、羚羊、雨燕、天语四种车型、5)设备开动率:95%。WBS线布局格式见下图4。
与我国风景园林行业关系最为密切的法律为《中华人民共和国城乡规划法》,2007年10月,由第十届全国人民代表大会常务委员会第三十次会议通过,进一步加强了规划设计行业与国家社会经济发展、土地、环保等专项规划的对接与协调,对我国风景园林事业产生了重要影响。现行法律中涉及风景园林行业的法律还包括《中华人民共和国建筑法》《中华人民共和国招标投标法》和《中华人民共和国城市房地产管理法》等。

图4
(1)入库调度柔性工艺设计:在焊接WBS系统中,设计天语、雨燕、羚羊、奥拓四种车型都能分别进入集放区1~5道的功能。天语、雨燕、羚羊、奥拓四种车型汇总为两条道进入集放区,即奥拓、羚羊汇总为一道,天语、雨燕汇总为一道同时进入集放区。此设计的好处在于当某个车型减产或停产,集放道的区域依然可供其它车型使用,充分利用了现场空间;另两条道同时进车,确保了WBS线生产节拍达到50JPH的目标。
(2)出库调度柔性工艺设计:在设计WBS线出库后的内容中需考虑几个方面:正常车体出库去涂装、非正常车体进返修道、空台车快速返回道。车体从集放区出库后立即进入擦净检查室,在此处进行车体表面擦净和表面检查,合格的车体直接进入涂装车道;若不合格则立即进入返修道修理。集放道的空台车出库后立即进入返回道接车。此设计优点在于针对品质是否合格的车体及空台车在最短的时间内进行对应处理,确保了此处51秒/台的平均出库生产节拍。
本文以苦水玫瑰精油和大马士革玫瑰精油为主要研究材料,通过化学成分分析、动物行为学试验来研究2种玫瑰精油对动物产生的镇静催眠作用,试验结果将增加改善失眠的芳香植物精油种类、进一步探究精油通过嗅吸方式摄入的作用效果,同时为苦水玫瑰精油和大马士革玫瑰精油镇静催眠作用的进一步研究提供实验基础。
(2)能按需求控制出库车体顺序,完全满足涂装车间的生产需求。
设计配置了110台的空台车量。当涂装生产速度大于焊接生产速度时,会产生大量的空台车,此空台车首先堆放在双层空台车存储道上,待此处堆满后,空台车会进入到各车型的储存道中,待各车型储存道堆满后,空台车会进入到集放道中,从而满足110台的空台车堆放量要求。此设计的优点在于有效的利用现场空间摆放空台车,平衡缓解了涂装与焊装生产节奏可能出现不一致的问题,从而最大限度的保证了涂装车间与焊装车间的协调一致性生产。
2.2 上位机柔性智能化生产调度(焊接WBS线监控系统)

图5
WBS积放链是对白车身进行储存、运输的工艺设备链。WBS上位机常规管理功能如下:
(1)白车身存储按照预先设定的位置进行存储,在白车身进存储区前设置读写头,用于确认车身信息并控制存储道道岔的开合,使白车身进入指定的存储区。
(2)根据涂装车间需求或系统预先设定,对存储区的白车身进行调度,在存储区出库位置设置读写头,用于确认出库白车身是否为要求进入涂装的白车身:是,则将白车身转运至涂装二层交接工位,通过举升机将白车身从台车上取下,再通过叉式移载机转运至涂装车间,完成交接后,空台车通过返回线路返回上件工位,开始新的循环;否,则通过返回道直接返回,再次进入库区,等待下次调度。
牌桌上提起易太太替他买的好几套西装料子,预备先做两套。佳芝介绍一家服装店,是他们的熟裁缝。“不过现在是旺季,忙着做游客生意,能够一拖几个月,这样好了,易先生几时有空,易太太打个电话给我,我去带他来。老主顾了,他不好意思不赶一赶。”临走丢下她的电话号码,易先生乘他太太送她出去,一定会抄了去,过两天找个借口打电话来探探口气,在办公时间内,麦先生不在家的时候。
2.3 入库方式
(1)按照车型矩阵入库:按照线路构成表所设定的线路属性(使何种车型入库)决定入库线路。
存储数量少的线路优先入库。从次数来看,线路优先级高的先进入。
(2)按照ERP生产计划顺序入库:WBS各线路的存储数量少、平常线路入库方式,能够均等地使用所有线路。
2.4 出库方式
(1)按车型矩阵出库:按照车型矩阵出库表的内容出库。如果线路开头不存在该车体,进行多列检索,将检索到的车体出库。如果通过多列检索没能找到相应车体,就中断出库。
(2)按ERP计划顺序出库:按ERP生产计划预定的顺序出库,如该计划不在可出库位置,则找同型车替代,否则跳到下一计划。
(3)比例方式出库:选择PLC模式,设置相应的PLC入库及PLC出库方式。
(2)节省安装费用:现场总线系统的接线十分简单,一对双绞线或一条电缆上通常可挂接多个设备,因而电缆、端子、槽盒、桥架的用量大大减少,连线设计与接头校对的工作量也大大减少。当需要增加现场控制设备时,无需增设新的电缆,可就近连接在原有的电缆上,既节省了投资,又减少了设计、安装的工作量。据有关典型试验工程的测算资料表明,可节约安装费用60%以上。
(5)禁止出库:按照禁止出库设定表出库,如果禁止出库车身在可出库位置,则进入回送道。
2.5 WBS使用柔性智能化调度生产技术的优点
(1)能最大层度的利用已有硬件资源(库区库位),同时存储管理更多的不同车型车体,为车厂柔性制造更多的车型提供了系统支持。
对非齐次H问题(5)来说,只须求出其一个特解,再加上相应齐次问题的一般解就是它的一般解.对(7)式两边取共轭,得
(3)使现场车体管理,库区监控,进、出库控制更加高效。
3、节能降噪型的摩擦驱动技术在焊接WBS线的应用与研究
通过对国外先进技术的引进和消化,在工业自动化行业领先的专业厂商,正在将摩擦驱动自动化输送系统在汽车自动化流水线上进行推广和应用,掀起了对传统机械驱动方式如“链式输送系统”、“齿轮驱动系统”的全面革新,在汽车行业打开了实现高产能、无污染、低噪音、更柔性化生产线的全新局面。下面对摩擦驱动自动化输送系统在汽车自动化输送中应用的方式、特点、驱动装置结构等进行描述。
香港作家,也是美食家蔡澜,曾经在一篇文章中这样写自己享受“下酒”的过程:“把一个小火炉放在桌上,上面架一片洗得干干净净的破屋瓦,买一斤蚬子,用牙刷擦得雪亮,再浸两三小时盐水让它们将老泥吐出。最后悠然摆上一颗,微火中烤熟,‘噗’的一声,壳子打开,里面鲜肉肥甜,吃下,再来一口老酒,你我畅谈至天亮。”
3.1 摩擦驱动自动化输送系统方式及特点:摩擦驱动自动化输送系统根据其应用方式,分为地面安装方式(见图6)和空中悬挂安装方式,主要组成部件有:标准驱动单元、回转式驱动单元、停止器、止退器、道岔、轨道、输送工件的台车(或吊具)等设备。

图6 地面安装摩擦驱动系统
摩擦传动自动化输送系统特点如下:
关于“音乐产业”的兴起,可追溯到20世纪80年代左右。随改革开放的深入,音乐形式不断丰富,音乐人才队伍逐渐壮大。以磁带为主的唱片销量突飞猛进,得到空前发展。20世纪末,互联网的普及使数字音乐崛地而起,并占据音乐产业的核心地位。此外,还延伸出许多相关产业,如音乐教育业、音乐生产业等。音乐产业不仅为经济和文化创造出财富,而且极大扩展了文化产业的领域。
(1)打破传统的输送方式,具有无噪音、无环境污染的应用优势:摩擦驱动的输送原理为,采用优质聚氨脂材料制作的驱动轮,在电机减速机的直接驱动下进行旋转,利用驱动轮的优质聚氨脂材料同输送工件台车(或吊具)间的摩擦力,驱动工件向前运行。该结构具有摩擦系数高、驱动力大、耐磨性好的特点,同时消除了传统驱动输送方式运行中产生的噪音等问题。系统运行不需要润滑,彻底消除了传统链条输送方式《磨损性能试验规范》中明确的必须润滑的使用要求,解决了设备由于润滑而造成油污对车间、环境污染,使用户作业环境得到了全面的改善;同时因为喷漆产品质量好坏,会受到油污的直接影响,摩擦驱动系统应用使工艺环境得到明显的改善。
(2)新型摩擦驱动系统具有单元化组合及节能的特点:摩擦驱动系统在汽车自动化输送中通常采用单元化组合形式(即每套驱动推送一套车组的运行),系统在运行时,每个单元可独立运行,降低传统方式(如积放链输送系统)存在的一个工位需要运行,全系统必须开动而造成能源的浪费。新型摩擦驱动自动化输送系统同传统链式驱动性能对照表见表1。

表1 新型摩擦驱动自动化输送系统同传统链式驱动性能对照表
3.2 摩擦驱动自动化输送系统的驱动装置结构介绍:在汽车摩擦驱动系统中,驱动单元是其核心的部件。由于摩擦轮驱动的运行台车在圆弧轨道存在轨迹偏移的问题,驱动单元分为为直线段驱动装置(见图7)和圆弧段驱动装置(见图8)两种。

图7 直线段驱动装置

图8 圆弧段驱动装置
驱动单元由电机减速机、摩擦驱动轮、固定座、张力调整弹簧及感应开关等组成。
混合装配生产线是指在一条生产线上,通过改变装配零部件的型号来生产不同种类的产品[1]。混装生产线一方面由于每个工位装配零部件的不同加大了工人操作的难度与强度;另一方面经常在流水线更换产品时发生错装、漏装等问题。而防错系统可以有效地减小上述错误的发生,提高产品的合格率[2]。
电机减速机的功率根据工艺条件(工件重量、线路上、下坡的角度等)会发生变化,在汽车焊装、涂装的车体WBS自动化输送系统中,驱动电机根据不同的用途通常选择在0.1~0.37KW之间。张力调整弹簧可根据需要调整摩擦力的大小,使摩擦驱动力既满足车体输送的要求,又避免产生过高的侧向压力。
4、结论
总之,现代新技术在汽车自动化WBS生产线的推广和应用,使全自动输送设备装置朝着智能化、节能化、环保化、高效化的方向进一步发展,相信它的应用领域会更加广泛,为汽车工业的发展奠定了坚实的基础。
参考文献
[1] 成大先.机械设计手册.北京:化学工业出版社.2004-1.
[2] 全国链传动标准化技术委员会:最新链传动标准应用手册.北京:中国标准出版社 2002-3.
[3] 王兵:现场总线技术在柔性制造中的应用研究.河北科技大学, 2009.
[4] 孔令邦:WBS在焊装车间的应用.长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,2013.
Application and Research of Modern Technology in Welding WBS Line
Feng Zheng
(Chongqing Changan Suzuki Automobile Co., Ltd., Chongqing 401321)
Abstract:With the rapid development and application of modern technology, more and more and more new technology has applied to production field. This paper mainly expounds technologies applied in automobile plant welding WBS line automatic conveyer, such as PLC bus technology, upper computer flexible intelligent scheduling production technology, energy-saving and de-noising friction drive technology and so on, and then fully demonstrates automobile plant welding WBS line of intelligentialize, high productivity, low pollution, low noise, and more flexible automatic conveyer.
Keywords:PLC bus technology; Upper Computer; Friction Transmission; Automatic Conveyor; Application of system
作者简介:冯峥,工程师,大学本科,就职于重庆长安铃木汽车有限公司。从事焊接生产技术工作。
中图分类号:U468.2
文献标识码:A
文章编号:1671-7988(2016)02-08-04
