汽车车架纵梁试制工艺研究
2016-04-11张杰
张 杰
(安徽江淮汽车股份有限公司,安徽 合肥 230601)摘 要:文章主要论述了汽车新产品开发过程中,车架纵梁从成型到焊接的工艺以及车架矫正的方法。关键词:纵梁;成型工艺;焊接工艺;火焰矫正中图分类号:U468.2 文献标识码:A 文章编号:1671-7988(2016)02-88-02
汽车车架纵梁试制工艺研究
张 杰
CLC NO.: U468.2 Document Code: A Article ID: 1671-7988(2016)02-88-02
10.16638/j.cnki.1671-7988.2016.02.032
引言
当前,新品开发是汽车行业发展的重点,为了首台样车快速有效的试制,通常把焊接取代铆接。而这些构件在焊接过程中都会存在不同程度的焊接变形问题,若不及时矫正焊接变形,不仅会影响产品的质量,更会严重影响甚至降低安全和可靠性。对于钢结构焊接的不同变形,普遍应用的矫正方法有人工矫正、机械矫正、火焰矫正和综合矫正。机械矫会受设备和现场生产条件制约。火焰矫正采用气焊焊炬,方法简单,机动灵活,也不需专门设备,因此被广泛应用。本文将对矩形无缝钢管在制作车架纵梁过程中从施工工艺、焊接变形到火焰矫正等进行分析。
如采用规格100mmx50mmx4mm矩形无缝钢管制作车架纵梁。而在整个车架的试制过程中难度最大的莫过于是车架纵梁成型的问题。
焊接可使纵梁快速成型,只要是焊接就会存在焊接变形,如果焊接变形超过设计要求不予以矫正,则不仅影响整车部件的安装,还会降低行车的安全可靠性。焊接变形超过设计允许变形范围的,就应设法进行矫正,使其达到符合产品质量的要求。本文主要对车架纵梁从施工工艺、焊接变形到火焰矫正等进行研究。
1、成型工艺
1.1 放样下料
为了纵梁成形精准,先利用三维软件对纵梁数模进行修改展开,然后用激光切割设备进行切割加工成图1形状,另外再设计切割出四块扇形钢板料厚为4mm如图2形状。在原矩形管材上切割两块长、宽、高分别是88mm x 50mmx8mm型材,按照纵梁成型样板制成弧状备用。
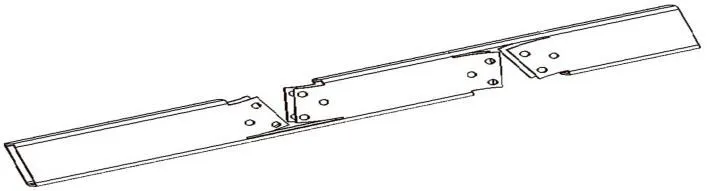
图2 纵梁激光切割加工完成后的示意图
1.2 成型
先将4块扇形钢板按照形状、尺寸插入切割好的纵梁开口处,用CO2气体保护焊从外面将一侧的3个φ12mm的孔进行塞焊使其牢固的紧贴在纵梁内侧,然后将其弯曲定位,用样板进行校核无误时,再对另一侧的3个φ12mm同样采取塞焊进行焊接固定。最后将已经弯曲成型好的两个小件用CO2气体保护焊进行点焊固定到纵梁上。见图3中的4所指示。
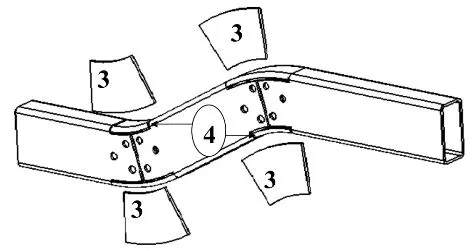
图3 成型后的纵梁示意图
2、焊接工艺措施
2.1 反变形法
反变形法是事先估计好焊接结构变形的大小和方向,然后在组合(点固焊)时给予一个相反方向的变形来抵消焊接变形,这是使焊后构件保持设计要求的一种工艺方法,也是车架生产中较常用的一种控制变形方法。
2.2 刚性固定法
当不便采用反变形时,将零部件加以固定来限制焊接变形。车架生产中普遍采用焊接夹具定位和紧固,装夹的刚度越大,变形越小。
2.3 纵梁在焊接时即采用反变形法
采取了刚性固定法见图4所示。
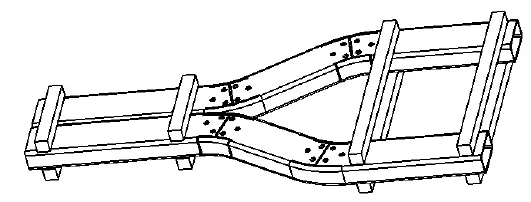
图4 纵梁反变形和刚性固定示意
因焊接变形影响因素很多,包括焊接顺序、拘束度、焊接条件和接头特征等,焊接手册中的变形估算公式及有关图表只能提供一个大致数值,有关变形量的确定可以参考文献。在实际生产的工艺规范和相同条件下通过试验来实测确定,再根据所得数据确定反变形量,并在焊胎制造中应用,可获得比较好的效果。
2.4 合理施焊
CO2气体保护焊与其它电弧焊相比,具有生产率高、焊接成本低、能耗低、适用范围广、抗锈能力强、焊后无须清渣等优点,CO2气体保护焊电弧热量集中,加热面积小,以及CO2气流的冷却作用,所以,工件的焊接变形也较小。此外,在焊接时适当降低规范,选用较低的线能量,可以有效地防止焊接变形,但线能量不能过低,否则影响焊接质量。
2.5 合理的焊接顺序
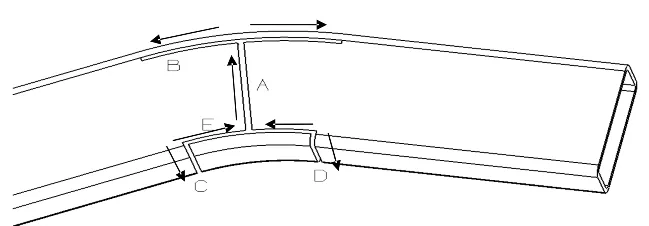
图5 纵梁焊接顺序和焊接方向示意图
焊接顺序对焊接结构的变形有很大影响。焊接顺序合理,焊接变形可以通过自由收缩,互相抵消;焊接顺序不合理,焊接变形将互相叠加。为便于控制焊接变形,尽量采用对称焊接,以使焊缝引起的变形相互抵消。焊缝不对称的,先焊焊缝少的一侧,因为焊缝越长,变形越大,先焊焊缝少的一侧,可以增大焊缝多的一侧施焊时焊件的结构刚度和反变形能力。
纵梁S弯处采用的是CO2气体保护焊进行焊接,焊接顺序是A、B、C、D、E,焊接方向如示意图5所示。
3、矫正焊接变形工艺
3.1 机械方法矫正
就是利用机械力或人力的作用来校正变形。常用压力机、碾压机、拉紧螺栓、千斤顶、手锤等将尺寸缩短的部分伸展,使之与长尺寸部分相适应,从而恢复到所需要的形状。该方法适用于塑性较好的薄板和梁柱等结构。对重要的焊接结构和用合金钢制成的焊接结构采用此法校正后应仔细检查校正处有无裂纹。
3.2 加热方法矫正
加热法是利用不均匀加热引起的变形来矫正焊接结构上产生的变形。加热矫正时要注意一下几点。1、用氧乙炔中型火焰加热。2、被矫正材料的性质(如含碳量、合金元素含量力学性能等)。3、火焰矫正过程中需要锤击配合时,要用木锤锤击同时还需要注意锤击力度。4、火焰矫正变形前,应视变形的情况拟定火焰加热的位置和加热的步骤。5、常用矫正变形的加热方法有:点状加热法,三角形加热法,热、水、力混合使用法。
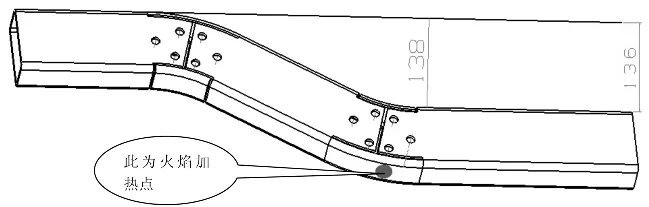
图6 纵梁焊接冷却后的尺寸误差以及火焰矫正加热点示意图
纵梁由于采用了上面讲述的,如反变形法和刚性固定法加CO2气体保护焊焊接法,焊完冷却到常温下变形量很小,结果跟设计要求的参数只相差2mm见图(6),由于缺少相适应的压力机于是采用了火焰点状加热和水的混合使用法对已变形的纵梁进行矫正,然后再次进行测量已经完全符合到设计要求的尺寸。一次性校正成功。
4、结论
综上所述,车架在制造过程中,焊接变形是不可避免的,只能采取有效的设计和工艺措施控制焊接变形,并对超出公差要求的焊接变形,要进行矫正,才能达到车架强度、使用性能及经济性能的要求。实际生产中,只有对焊接进行全过程控制,才能更有效控制车架的焊接变形,达到保证车架尺寸精度和装配要求的目的。实践证明,多数焊接变形的构件是可以矫正的。矫正的方法都是设法造成新的变形来达到抵消已经发生的变形。
参考文献
[1] 陈裕川.钢制压力容器焊接工艺(第二版)北京:机械工业出版社.2007.6 .4页.
[2] 刘云龙. 袖珍焊工手册.北京:机械工业出版社.2006.7. 890页.
[3] 邓洪军.焊接结构生产.北京:机械工业出版社.2004.1:22—31.
测试试验
(安徽江淮汽车股份有限公司,安徽 合肥 230601)
摘 要:文章主要论述了汽车新产品开发过程中,车架纵梁从成型到焊接的工艺以及车架矫正的方法。
关键词:纵梁;成型工艺;焊接工艺;火焰矫正
中图分类号:U468.2 文献标识码:A 文章编号:1671-7988(2016)02-88-02
Chassis frame longeron production process research
Zhang Jie
( Anhui jianghuai Automobile Co., Ltd., Anhui Hefei 230601 )
Abstract:This paper mainly discusses the automobile product development process,frame longitudinal beam from the molding to the welding process and the method of frame correction.
Keywords:longitudinal beam; molding process; welding process; flame correction
作者简介:张杰,就职于安徽江淮汽车股份有限公司技术中心。
