增加无刷励磁机运行稳定性措施
2016-04-01施骏王禹轩
施骏 王禹轩


【摘 要】励磁机的抗干扰能力较弱;轴系扰动后,很容易在励磁机转子上产生累加,引起励磁机振动,造成励磁机不能稳定运行,振动突升,影响机组运行。本文以某核电厂1#机组励磁机为列,详细分析了增加无刷励磁机运行稳定性的措施,对同行业中相似缺陷处理有很强的借鉴作用。
【关键词】无刷励磁机;振动;稳定性
0 前言
国内某核电厂现营运的一、二号机组为650MW核电机组,采用的汽轮发电机组是由哈尔滨汽轮机厂及哈尔滨电机厂制造的,其中励磁、发电机系统采用的是无刷励磁系统,即发电机所需励磁电流由无刷励磁机提供。无刷励磁机主要由交流励磁机(型号:WJL 2760-8)、稀土钻永磁发电机(型号:TFY-152-400)、整流轮(WS16-S)、联轴器、励磁机支持轴承组成。励磁机提供直流电,输入发电机转子产生磁极,切割发电机定子线圈,从而产生电流发电。所以励磁机稳定运行至关重要。
该型励磁、发电机系统采用三支撑结构,即发电机转子两端有两个端盖式轴承,无刷励磁机有一个座式轴承。无刷励磁机联轴器与发电机励端联轴器刚性联接在一起,无刷励磁机转子发电机端悬挂在发电机转子上,形成三支撑轴系,纵观国内使用该型号机组的电厂普遍存在抗干扰能力差,励磁机轴承振动高等问题。因此提高励磁机运行的稳定性,可以确保机组安全稳定运行。
1 机组状态分析
根据历史振动数据的分析,1#励磁机稳定性较差,在2006年8月31日21:34分38秒,外电网发生故障,一号汽轮发电机11瓦轴振短时间内迅速升高,在1分25秒时间内励磁机轴瓦X方向轴振由129um突增至248um,并且有上涨趋势,主控手动打闸停机,且其受发电机轴瓦振动爬升的影响也有缓慢的爬升,如果日常运行振动基数过高,再突然经受电网冲击,有可能出现振动高报警信号,引起汽轮机保护系统动作。所以1#励磁机稳定性亟待提高。根据图1数据就可以看出1#励磁机的稳定性较差,易受其他瓦振动的影响,稳定性需要提高。
而要提高励磁机稳定性就需要在大修中从现场检修质量控制,设备本身质量,地基浇灌质量等方面进行检查、控制,如图2所示。本文将从以下几点出发,进行分析解决。
2 提高现场检修质量
机组稳定性的提高和现场检修质量密不可分,对于励磁机检修主要包括励磁机轴承检修、励磁机转子检修和励发联轴器检修。下面就这3个方面的检修做分析。
2.1 励磁机轴承检修
励磁机轴承检修中,关系到稳定性的数据主要是:励磁机轴承间隙。轴承间隙就是轴径与轴瓦之间的间隙,该值的大小关系到运行中油膜的刚性及轴承的温度。在1#机组106大修之前轴承间隙采用的标准是:0.66~0.76mm,方法是直接压铅丝,油温在78℃,在106大修中将轴承间隙变为:0.38~0.41mm,方法是在轴承两侧加塞尺压铅丝的方法,油温在73℃,油温变化不大;而2#机组间隙采用的也是0.66~0.76mm,运行情况良好,经过讨论决定仍采用标准:0.66~0.76mm,在检修中严格控制该标准之内,可以保持轴承运行状态良好。
2.2 励发联轴器检修
励发联轴器检修主要是励发中心检查及励磁机晃度试验。励发中心在检修时需严格按照图纸及说明书要求进行,检修质量可以保证,不会对机组产生影响。
1#机励发联轴器止口间隙超标,在某次大修中解体检查时对励发联轴器,励侧对轮和发侧对轮的止口做了测量,测量发现发电机侧凸止口尺寸为:mm,标准为:mm,励磁机侧凹止口尺寸为:mm,标准为:mm,发电机侧止口尺寸超标,造成止口间隙超标。回哈尔滨电机厂检查发现发电机侧凸止口跳动为:0.065mm,也超过标准。于是对止口进行处理。处理采用在凸止口上进行补焊,然后车削的方法进行,处理后凸止口尺寸增加,测量了水平位置、左45℃位置,右45℃位置,尺寸均为:434mm,且跳动变为0.012mm,均达到标准之内。止口间隙超标可能会对振动有影响,处理了该缺陷对机组运行有益。
励磁机轴径晃度,晃度试验是在检修阶段必须进行的一项重要工作,在检修中控制的标注是:,该值的大小关系到轴径的初始振动,减小该值可以减小冲击造成的振动放大作用。在检修中,需严格控制该值,并达到尽可能小的状态,增加励磁机的抗干扰能力。
2.3 励磁机转子检修
励磁机转子检修主要是转子与底架的平行度和转子与轴承座的垂直度。励磁机轴承为可倾瓦结构,可调范围在0.30mm以内,如果在检修中转子的垂直度与平行度偏差过大,则会预先消耗掉可倾瓦的调整量,造成在运行中的可调范围变小,可能会影响机组运行。在某次大修时,1#机组的垂直度与平行度存在矛盾,也就是垂直度合格则平行度不合格,平行度合格则垂直度不合格,最后处理结果是:垂直度左右偏差:0.01mm,上下偏差:0;平行度偏2.59mm,转子相对台板前低后高,而标准是垂直度偏差,平行度偏差。随后的大修中,将励磁机转子运至上海发电机厂进行检查,更换轴承座及对励磁机底架进行车削加工,然后进行调整,最后结果是:垂直度左右偏差:0.06mm,上下偏差:0.04mm;平行度偏0.05mm,转子相对台板前低后高。经过调整励磁机状态有了改善。
检修时通过对以上数据的控制,励磁机稳定性有了提高,在上述一系列检修调整后的运行周期的振动增加量变小,且在运行周期内受到两次电网波动影响,励磁机轴承均未触发跳机,抗干扰能力有了提高。
3 二次灌浆质量
励磁机整体放置在基础底板上,而基础底板是通过在地基上二次灌浆形成的。根据电机厂提供的《大型汽轮发电机组大流动性、高强度、不收缩、水泥砂浆测量灌浆工艺规范》对于二次灌浆层,不允许存在较大空洞,特别是轴承座底部要求至少5/6以上接触面接触良好,无气泡,才能达到运行要求。
查询1#机组安装记录,励磁机在完成二次灌浆后检查发现:“励磁机台板中间较大面积有空声,另在台板左侧(由励端向汽端看)电缆孔右侧处有600×400mm2面积可塞入1mm不锈钢片”,该报告分析认为:“这种结构在国内机组中实属少见,台板面积太大,难以实现台板与浆料完全密实。台板本身卸载后弹性变形,浆料本身流动性均匀性较差均是造成台板与浆料之间局部接触不良的原因。基本同意励磁机可继续安装使用,建议在机组调试及试运过程中加强励磁机有关部位及参数观察,必要时做好原始记录,便于分析及积累经验。”通过该记录可以发现1#机组的励磁机灌浆是存在一些问题的,如何才能保证灌浆工艺,则需要从灌浆材料(灌浆料、灌浆用水质等方面)、基础的处理(基础的清洁、錾平、底板的除锈等方面)、立模、灌浆、养护,检查等多方面加以控制,才能保证灌浆的质量。
励磁机二次灌浆工期长、工作精细,是一项不容易实施的项目,但是灌浆的质量与机组的稳定性又有关,所以一直计划要对1#机组重新灌浆,但是在以往的大修中由于检修工期不足,检修窗口不具备等多种原因一直无法实施。待有工作时间和窗口的时候应该对二次灌浆进行重新浇灌,保证基础的良好,提高机组的运行稳定性。
4 设备本身质量
设备本身质量与机组运行的稳定性息息相关,只有保证励磁机制造质量的优良才能保证机组稳定运行。对于发电机转子,质量大,且与励磁机转子直接相连,所以发电机转子质量的好坏也与励磁机运行的稳定性有关。
4.1 励发联轴器端面瓢偏晃度质量控制
前文已经说到励磁机轴径晃度是回装阶段一个需要重点控制的项目,而晃度的大小不仅与检修质量有关,还与励发联轴器端面瓢偏有莫大关系。
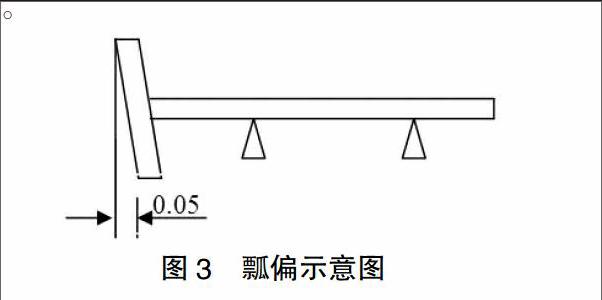
所谓瓢偏就是指转子轮盘端面对转子轴线的不垂直度,如图3所示,转子的轮盘端面最高点比最低点高0.05mm,即该轮盘端面的瓢偏值是0.05mm。
通常检修中采用百分表来测量联轴器端面的瓢偏度,假如在盘动转子过程中,转子不会沿轴向窜动,就可以用一块百分表来测量端面瓢偏值。将被测端面分成8等份,并按顺序编号。在转子被测端面旁边固定处支好一块百分表,使百分表的测量杆垂直于被测端面,且顶在端面靠近外边轮缘的1点上,表针压进(2~3)mm,约为百分表量程的一半。
缓慢盘动转子,转向与转子运行中的转向一致,每转45℃角表针对准各等分点时,停下来,记下百分表的读数A1、A2、A3、…A8,算出同一直径上的两读数之差(图5)。
E1-5=A1-A5
E2-6=A2-A6
E3-7=A3-A7
E4-8=A4-A8
E1-5就是端面1-5直径上的瓢偏值;
E2-6就是端面2-6直径上的瓢偏值;
E3-7就是端面3-7直径上的瓢偏值;
E4-8就是端面4-8直径上的瓢偏值;
其中绝对值最大者就是该端面的瓢偏值,若E1-5>0,则说明1点比5点高;反之,若E1-5<0,则1点比5点低,以此类推。
而端面的瓢偏又直接影响到轴径的基础晃度,关系如下:
根据联轴器瓢偏的相似三角形原理图,说明端面瓢偏对大轴的影响。
从图6中可以看到,在11瓦处偏移放大为0.16mm,也就是说如果联轴器有0.03mm的瓢偏,则在轴径处最大可产生0.16mm的基础晃度,可以看出端面瓢偏对晃度有很大的影响。
下面根据某次大修的一系列实际检修来说明瓢偏、晃度、稳定性的关系。
2009年6月19日,某次大修常规岛励磁机进行回装阶段的11#瓦轴径晃度调整,使之≤0.127mm。晃度试验初始值为0.70mm,不满足要求,为此通过调整连接螺栓力矩来调整晃度,最佳状态调整到0.22mm,无法达到标准≤0.127mm。如果晃度不满足要求,机组冲转过临界转速时,很可能会出现振动高跳机,给汽机的安全性和可用性带来影响。所以维修人员立即开始进行晃度超标的原因分析和排查。
主要分析和检查结果如下:
6月19—20日,按照正常组装步骤进行回装晃度调整。先通过对螺栓采用不同的力矩紧固来调整晃度,调整了7次以后晃度始终偏大,最小值也只有0.22mm,且无法继续减小。经过开会分析,认为可能是由于励发对轮端面接触面处存在异物,造成端面出现高点,影响晃度调整,于是将励发螺栓全部拆除,将励磁机底架紧固螺栓拆除,将励磁机整体吊出;随后对对轮两端端面进行检查,确认无异物后回装,调整励磁机垂直度、平行度,励发对轮中心、外圆、张口等数据合格后进行晃度调整,经过近10次螺栓力矩调整,晃度仍然偏大,最小值也只有0.22mm,且无法继续减小。
6月21日,由于晃度过大,且确认端面无异物,开会讨论后认为可能是由于采用晃度架测量晃度方法会限制轴的水平位移,测量出来的数据可能有误差,于是采用钢丝绳测量方式,以确定是否是由于晃度架限制转子摆动造成晃度无法调整。于是将原有晃度架拆除,采用钢丝绳兜住转子,然后进行晃度调整;经过近5次调整,晃度仍然偏大,且无法继续减小,经验证采用晃度架不会对晃度测量产生影响。
6月21日,由于晃度仍偏大,将问题反馈给专业厂家,厂家技术人员建议将励磁机对轮及底架螺栓拆除,将励磁机吊离,对发电机、励磁机对轮端面再次进行检查,检查发现励磁引线压板及绝缘垫板有高出端面的情况,可能引起端面接触高点,引起晃度偏大,于是将励磁机侧励磁引线压板凸出部分进行处理,将绝缘垫板固定螺栓拆除,将绝缘垫板拆除,将垫板可能存在的高点进行打磨回装,经过测量确认没有高出对轮金属端面部分。在励磁机组回装时调整励磁机垂直度、平行度,励发对轮中心、外圆、张口等数据合格后进行晃度调整,经过5次螺栓力矩调整晃度仍偏大,仍未解决该问题。
6月23日,经过会议讨论,可能是由于励磁机剪切套筒卡涉造成或者可能为对轮端面瓢偏造成。根据确定的检查思路和方向,于是仍将励磁机整体吊离,将励发联轴器剪切套筒取出,只使用对轮螺栓直接连接进行联轴器紧固,回装、调整励磁机垂直度、平行度,励发对轮中心、外圆、张口等数据合格后进行晃度调整,经过螺栓力矩调整后晃度仍偏大。由于晃度仍然偏大,此时已经确定是由于对轮端面瓢偏增大造成的。但为了初步确定瓢偏数值,根据晃度的测量结果计算在两联轴器端面中间垫上约0.10 mm的垫片,调整后发现晃度明显下降。于是又将励磁机整体吊离,利用汽轮机盘车装置对发电机对轮端面测量跳动正常,利用可盘动式假瓦专用工具对励端联轴器端面进行了多次瓢偏测量,最终肯定励端联轴器端面瓢偏超标。
6月24日将励磁机转子运至上海发电机厂的专用车床上进行端面跳动复测核实,确实端面跳动达到0.075 mm,并根据测量结果进行车削处理,处理后的跳动为0.003 mm。
6月25日将处理后的励磁机转子运回现场后进行组装、调整,最终11#瓦轴径晃度为0.10mm,达到标准之内。然后继续励磁机的安装工作及机组启动工作。
从以上试验可以看出,对晃度影响最大的还是端面瓢偏,只有将端面瓢偏及晃度处理好,励磁机稳定性才能提高,在205时经过以上处理,汽机冲转的峰值有明显减小,励磁机轴承处转子最大振动峰值仅,日常运行仅,说明励磁机晃度减小有利于励磁机过临界及运行状态的稳定。
4.2 励磁机转子质量控制
励磁机转子质量和机组稳定运行关系密不可分,下面就某次大修发现、处理的一个问题进行分析。
2010年1月22日上午 1号机组进行启机前检查时,检修人员发现励磁机存在异音,在检修回装阶段盘车、机组启动前连续投盘车的情况下均未出现,甚至在1月21日进行绝缘检查时候都没有出现异音,只是在机组冲转前例行巡检时出现。出现异音后我们将励磁机轴承、主励磁机定子,整流轮空冷器护罩、永磁机定子一一吊离,以判断是否是由于碰摩造成异音,结果一一排除。通过听音我们大致确定异音是由主励磁机转子处传出,于是将信息反馈励磁机设备制造厂家哈尔滨电机厂,哈尔滨电机厂派了2名专家到现场与我方一起,检查异音来源,分析产生原因。
经过一系列检查发现励磁机转子楔形键有松动情况,该键是一个主键与二个副键结构。在试验中我们将楔形键用顶丝压紧后手动盘车异音消失,由此判定异音由楔形键松动引起。于是我们决定消除主键与副键间隙以达到紧固作用,在现场通过测量主键与副键间隙,然后加工合适尺寸的楔子,打入主键与副键间隙中,在现场实施打楔子方案后电动连续盘车异音消失,说明我们判断准确。在检查时还发现楔形键外侧压板存在压痕,影响安装,决定按照原压板外形尺寸用性能相似的材料(42CrMo,调质热处理)加工新压板进行了更换。
异音消失后按照励磁机正常的检修工艺进行全面回装,回装完成后机组启动冲转,缓慢升速至200转,整个升速过程中一直监视励磁机的运行状况,若励磁机运行正常按照冲转图继续冲转。最后转速顺利冲至3000rpm,且无异音,进行超速试验等相关工作后,并网发电,缺陷处理成功。
鉴于现在的处理措施为临时措施,缺陷并没有彻底消除。决定在后续大修中更换新转子,保证机组长期稳定运行。
通过上述事件可以发现励磁机转子质量是机组稳定运行的关键。如果该键松动没有处理,则在高速运转时,励磁机转子总是存在一个交变的力作用,会对振动产生很大影响,可能会引起振动缓慢爬升;最可怕的情况是在运行中如果键飞出,则会造成重大事故。
4.3 转子质量控制
发电机转子与励磁机转子形成三支撑结构,且发电机转子重量远大于励磁机转子,所以发电机转子的质量与励磁机转子稳定性也有一定的关系。在以往运行中出现过发电机励端轴振缓慢爬升,造成励磁机振动也同步缓慢爬升的现象,只有将发电机转子质量控制好,才能保证励磁机的稳定。
由于1#机组振动缓慢爬升,在某次大修中,将发电机转子运至哈尔滨电机厂进行全面解体检查。检查内容大致包括:拔、装发电机转子两侧护环,发电机转子线圈全部取出,重新清理,回装;所有端部绝缘块、匝间绝缘、槽绝缘更换;发电机转子本体探伤,中心孔探伤;转子动平衡等。经过36天检查,发电机转子彻底处理完成,回装后运行至今振动较稳定。
从以上可以知道,设备本身质量和机组稳定性密切相关,只有保证设备质量、检修质量都良好,才能保证励磁机运行的稳定。
5 效果检查
在上述大修中采取的一系列检查、调整措施,使1、2#励磁机的稳定性都有了很大的提高,特别是1#机组,在2009年的两次停机均不是由励磁机轴承振动高引起,且振动爬升现象得到了很大的改善,具体振动情况如。
6 总结
励磁机稳定性对机组的稳定运行起着至关重要的作用,由于励磁机调整窗口一般在大修结束前,工期紧张,出现问题耽误时间较长,往往会使励磁机调整工作变为主线工作,通过以上工作,励磁机的稳定性有了很大的提高,确保了1#机组的长期、安全、稳定运行。
【参考文献】
[1]励磁机产品使用说明书[S].哈尔滨电机厂.
[责任编辑:张涛]
