石油化工工艺及其废水处理的研究简述*
2016-03-22刘学贵年中峰刘长风范文玉解宏端
刘学贵,年中峰,邵 红,刘长风,范文玉,解宏端
(沈阳化工大学,辽宁沈阳110142)
石油化工工艺及其废水处理的研究简述*
刘学贵,年中峰,邵红,刘长风,范文玉,解宏端
(沈阳化工大学,辽宁沈阳110142)
摘要:本文对石油化工的加工工艺流程进行了系统的论述,同时对石油化工工艺过程中产生的废水的来源及特点进行了分析;并在此基础上,针对石油化工废水处理尚存在的问题,阐述了石化废水处理技术的研究现状,目的是为石化企业提供可借鉴的参考资料,推动石化企业的可持续发展。
关键词:石油化工工艺;石化废水;废水处理工艺
1 石油化工工艺流程简述
1.1原油的预处理
从油田开采出来送往炼油厂的原油往往含大量盐类和水,其中盐类主要以氯化物为主,这些物质易造成设备管线的腐蚀,在设备内壁结垢、催化剂中毒等从而影响油品的质量,因此原油加工前需预处理降低其含盐、含水量,即脱盐脱水[1]。目前,常用的办法是加入含盐量较少的新鲜水来溶解原油中的盐类,并在破乳剂的作用下和高压电场的配合,使油中的水集聚,并从油中分出,而盐份溶于水中,使形成的较大水滴顺利除去。
1.2常减压蒸馏
常减压蒸馏基本属于物理过程通常是指常压蒸馏和减压蒸馏的合称。原油在精馏塔内按其沸点的不同而分成了不同温度段的油品的馏分,常减压工艺的得到油品绝大部分是后续加工工艺的原料,仅有少量油品经过精制、调合、加入添加剂等手段以产品出厂。故常减压蒸馏又被称为原油的一次加工。其主要包括原油的脱盐、脱水;常压蒸馏;减压蒸馏三道工序。
常压蒸馏部分主要完成原油中石脑油、煤油、柴油馏分的分离,外甩一部分常压重油减少了减压蒸馏部分的加工负荷,达到降低投资和节省能耗的作用。常减压蒸馏工序的主要目的是:(1)生产加氢裂化原料,通过调整轻、重蜡油的分离精度和减压蒸馏部分的加工量,满足加氢裂化装置原料的质量和数量要求。(2)生产焦化原料,减压渣油一部分作焦化原料,一部分作渣油加氢处理装置的原料,通过调整减压蒸馏的拔出深度来调节焦化原料的质量,提高减压蒸馏拔出深度可以达到生产更劣质的焦化原料、改善渣油加氢处理装置原料的目的[2]。
1.3催化裂化
催化裂化是在热裂化工艺基础上发展起来的。该工艺过程是为了提高原油加工深度,是生产优质汽油、柴油最重要的工艺手段,主要目的是将重质原料油转化为轻质燃料油品。催化裂化工艺由3部分组成:原料油催化裂化、催化剂再生、产物分离。催化裂化所得的产物经分馏后可得到液化气、汽油、柴油和重质馏分油。因为在再次加工中占有绝对的比重,对于中国原油目前的资源现状,未来中国的重油轻质化和生产汽油的主要加工技术仍旧是催化裂化[3]。
1.4催化重整
催化重整(简称重整)是在催化剂和H2存在下,经过烃类的重排反应,将常压蒸馏所得的轻汽油转化成含芳烃较高的重整汽油的过程。重整工艺过程分为原料预处理和重整两部分,在欧美等发达国家重整汽油的调合组分约占整个汽油池的1/3[4]。不同温度的馏分经过催化重整会产生不同的产品,80~180℃馏分的产品是高辛烷值汽油;而60~165℃馏原料油的主要产品芳香烃类如苯、甲苯、二甲苯。其反应条件是,反应温度为490~525℃,反应压力为1~2MPa。催化重整在炼油中的作用主要有3方面的功能:(1)能把辛烷值很低的直馏汽油变成80至90号的高辛烷值汽油。(2)在重整过程中的产生大量的芳烃是重要的化工原料。(3)可副产大量廉价氢气可作为炼油厂加氢操作的氢源。
1.5加氢裂化
加氢裂化技术是指在高压条件下,在催化剂作用下,将重质原料如重质馏分油,催化裂化循环油、焦化馏出油转化成轻质的又品如汽油、煤油、柴油和润滑油等,其技术最核心的部分是催化剂。它的产品主要是优质轻质油品,特别是生产优质航空煤油和低凝点柴油。由于加氢裂化技术具有原料适应性强、生产灵活、液体产品收率高,质量好等诸多特点,因此,加氢裂化受到国内外炼油和石化行业的广泛关注[5]。
1.6延迟焦化
延迟焦化是在高温、长反应时间下,以重质油为原料进行深度裂化,以生产固体石油焦炭为主要目的,同时获得气体和液体产物,其焦化过程是重质渣油深度裂化和缩合反应的综合过程。延迟焦化可以通过优化操操作条件(如温度、压力、循环比)和改变原料来调整油品的比例目的书增加液体油品的收率,降低焦炭的产率。延迟焦化是重质油加工工艺的重要手段和形式,目前,随着油品质量的问题,其越来越受到广泛的重视。延迟焦化工艺技术成熟、简单,而且设备投资费用少,所以世界上绝大多数国家的焦化处理工艺都采用的是延迟焦化工艺[6]。
1.7产品精制
经常减压蒸馏、热裂化、催化裂化、焦化等加工过程所得到的各种油品往往不能达到使用的要求。石油产品中含硫、氮、氧化合物以及蜡和胶质等成分为常见的杂质,这些杂质容易使装置设备腐蚀,并带有恶臭味、严重影响了油品的品质。表1列举了几种目前成员油品的除杂精制的方法。
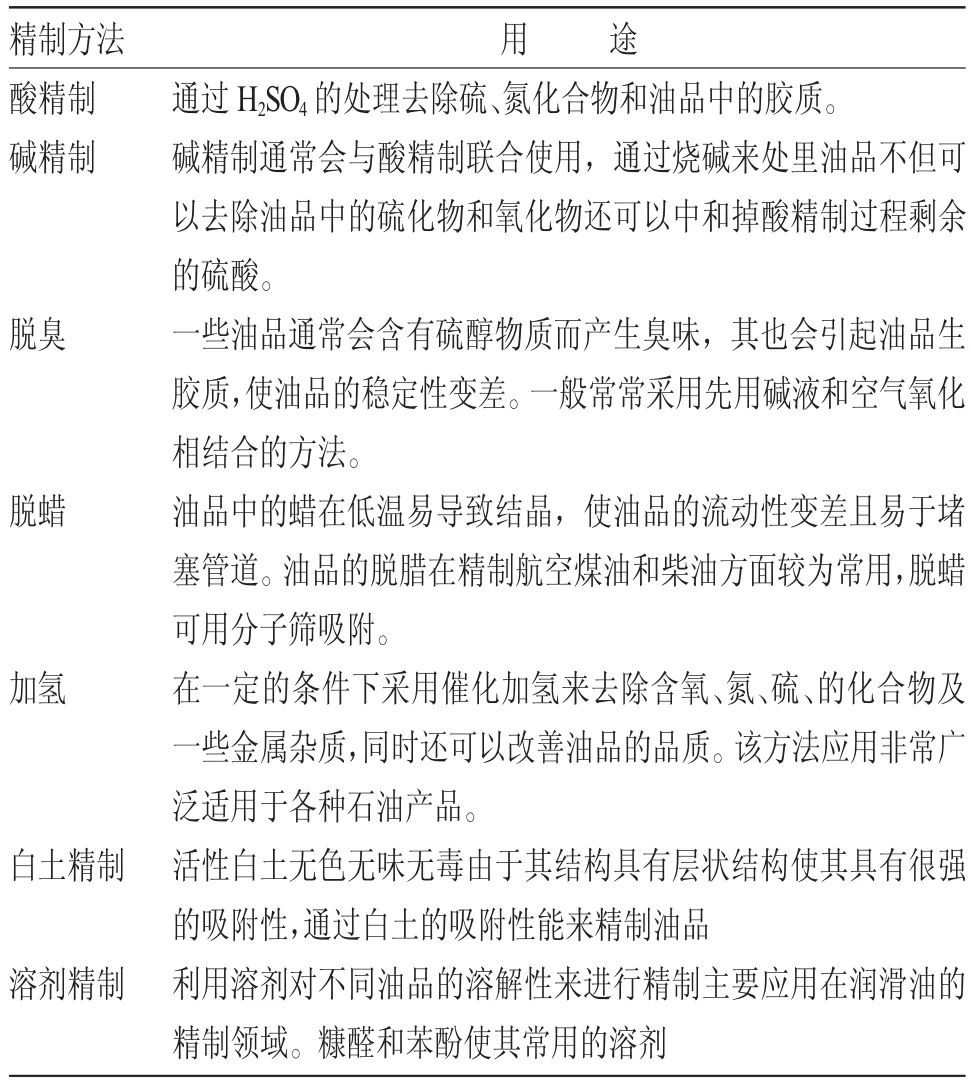
表1 石油化工产品常用的精制方法Tab.1 Refine metheas of petrochemicals
2 石油化工废水的来源及特点
2.1石油化工废水的来源
石油化工是以石油为主要的原料,以裂解、分馏、重整和合成等工艺为主的生产加工过程在其加工的过程中会伴随着大量石化废水如石炼油废水、化肥化纤等工业废水及一些工艺中冷凝水、洗涤水等的产生,因此,产生的石化废水的产量多,对环境污染严重[7]。当前由于我国快速发展的经济现状,石油能源的消费量也在不断增加。在石油化工技术不断发展的同时,对水污染的威胁也增大,石化废水污染的形式越来越严峻。
2.2石油化工废水的特点
2.2.1废水的排放量大石油化工生产的过程非常复杂,产量大,因此,在石油产生过程中产生的废多水,而且水循环利用率低[8 ],因此,石油化工废水的排放量大。
2.2.2废水的危害大石油废水中的某些成分可和土壤中的磷、氮结合,减少土壤中氮、磷的含量影响农作物生长。并且石油废水中的重金属如砷、铬、镍、铍,苯,胺类,苯并芘以及其它多环芳烃等均具有致癌性质。石油废水如果排进河流中会使水中的溶解氧降低。同时由于微生物降解石油时还需消耗水中的O2而破坏水生生态[9]。
2.2.3废水处理的难度大石油化工生产的废水中的主要污染物为油污、烃类化合物、可溶性有机物和无机重金属等。在这其中污染最为严重的是含有油污的废水,这些含油污水所含的石油类主要是浮油,分散油,乳化油和胶体济解物质等,这些很难通过生物降解被完全降解,形成难以分解的污染物[ 10]。因此,石油废水中的废水很难处理。
2.2.4废水中污染物组分复杂石油化工废水含有油、硫、酚、氰化物、COD、多环芳烃化合物、芳香胺类化合物、杂环化合物等。烃类大多能被微生物降解,而无机成分硫化氢、氨化合物及微量的重金属等对环境污染的程度非常严重[11]。
3 石油化工废水处理现状
当今石油化工产业发展迅速,然而石油化工废水的排放量也越来越多,废水成分也越来越复杂,加工质量不好的原油使得石油化工企业的利润降低;同时,由于水资源短缺,石油化工企业越来越注重水资源的节约利用,而采用多种程序进行利用,也增加了石油化工产品的加工流程和程序,导致污染物质的品种和含量都有所提升。因此,传统的隔断浮油、粘附悬浮物和吸附技术已经很难适应当前可持续发展的要求。在水资源日益短缺的背景下,创新更为科学有效的废水处理技术是石油化工产业可持续发展的必然要求[12]。目前,石油化工废水的现代处理方法可分为:物理法、化学法及生物法。
3.1物理法
3.1.1隔油法隔油是处理石化废水的基础工序之一,该方法是通过隔油池将废水中的污染物做初步的沉淀。隔油法的隔油形式有所不同,隔油效果也不相同。研究表明,斜板隔油法的效果相对较好[13]。
3.1.2气浮法在石油化工废水物理处理法中,气浮法具有高信赖度,它通过小气泡吸附废水中悬浮物,此处理方法较为科学,没有二次污染的危险,成本低廉,因此是值得认可的一种物理处理方法[14]。
3.1.3吸附法吸附是通过利用固体物质多孔的特点来吸附废水中的杂质,活性炭具有较强的吸附性能因此一般选用活性炭。吸附法处理废水效果好,但其成本高且活性炭容易造成二次污染。所以吸附方法和絮凝及臭氧氧化方法结合运用。随着科学技术水平的提高,吸附材料也在不断更新,高科技的吸附材料随之产生,并将其运用到废水处理中,如:纤维活性炭易造成二次污染等缺陷,所以吸附方法需要和上文提到的絮凝和O3氧化方法结合运用[15]。
3.1.4膜分离法膜分离法通过微滤、超滤、反渗透等方法进行污染处理,具有可靠的应用价值,通过实践证明,运用膜分离技术进行石油化工废水的处理,对于废水处理的质量可以起到很好的效果。膜分离法运用物理原理可以有效的改善石油化工废水的色度和气味,减轻对生态环境的污染[16]。
3.2化学法
3.2.1絮凝法絮凝技术可去除乳化油和溶解油和一些难降解的有机物而被广泛应用于石化废水的处理[17]。絮凝是在水中加入絮凝剂使废水中胶体颗粒受到破坏,被破坏后的胶体颗粒相互碰撞和聚集,经过絮凝所形成的物质更加容易被从废水中脱离出来。在实际废水处理的操作中,通常会联合吸附和气浮等方法使用絮凝技术。絮凝法是处理石油化工废水的一种重要手段,通常,絮凝技术会与物理法(如吸附、气浮等)相联合来处理废水,目前,微生物絮凝剂已经得到广泛应用,与其它絮凝剂比起来优点更多,例如二次污染少、无毒、适用范围广、易生物降解等,应用前景非常广阔[18]。
3.2.2氧化法石油化工废水的成分复杂,成分的差异较大,要根据废水的成分的不同来选用合适的氧化方法。光催化氧化法作为处理石油化工废水的最新技术,效果明显且不会产生二次污染,目前,该技术方法还再需进一步的研究和完善[15]。O3氧化的过程中不会产生污泥和二次污染,但是设备的投资和处理费用较高导致该方法不适宜处理大量污水。目前,通常采用生物活性炭吸附技术与臭氧化法联合的方法来对石油化工废水进行深度处理,能够有效氧化有机污染物,降解效果显著[19]。此外,氧化的方法还有湿试氧化法、催化湿式氧化法及湿式空气氧化法,实践结果表明该方法对有毒废水及浓度高难降解的污染物处理效果显著[15]。
3.3生物法
3.3.1好氧法好氧法主要是在氧气的存在下,好氧的微生物通过降解有机物使其到无害化的目的[20]。好氧法的处理石油化工废水的方式很多,在实际应用中该方法很少单独使用,通常会与厌氧法联合使用,目前,最新的好氧技术主要有序批式间歇活性污泥法(SBR)、好氧生物反应器、生物接触氧化、膜生物反应器(MBR)、悬浮填料生物反应器等方法[13,15]。彭永臻[21 ]等将两个相同的SBR系统串联工艺来降解废水中的乙酸和芳香烃化合物,研究结果表明处理废水的效率明显提高。
3.3.2厌氧法厌氧法是在指无氧的条件下,通过微生物的协调作用将有机物分解成CO2和甲烷[20]。由于石油化工废水的COD浓度较高且可生化性能差,通常对其厌氧预处理以提高废水在后续处理的生化性能。厌氧法具有操作简便、造价低、污泥产量少等优点,其缺点是操作不够稳定、处理的时间较长。常用的厌氧处理技术有升流式厌氧污泥床、厌氧附着膜膨胀床、厌氧固定膜反应器等方法。
3.3.3组合法由于石油化工行业产生的废水具有污染物种类多水质情况复杂的等特点,同时废中常含有硫化物、酚类等生物抑制剂,在实际的应用中往往采用厌氧和好氧法相结合的组合工艺来达到排放的其效果更好,应用非常广泛。邹茂荣等采用水解酸化-好氧生物处理和曝气生物滤池联用工艺即HOBAF技术对石化废水进行处理,研究结果表明该工艺具有出水水质高,处理效率快等优点,且在试验期间废水达到了排放的标准[22]。陈美荣等对石化废水的二级处理中采用缺氧-兼氧-好氧的二级生物处理工艺处理石油化工废水即水解酸化-投料式高浓度活性污泥法-接触氧化法的串联工艺,运行效果稳定可靠[23]。
4 结语
近几年来随着科学技术的进步,石油化工工艺技术和设备技术也的不断发展和完善,本文重点结合石油化工加工工艺的特点对石化废水的处理技术进行详细的概述,目的是促进石化企业的可持续发展,为石化工艺技术发展和石化废水的处理提供建议。
参考文献
[1]王丽,李坚,王世琴.原油电脱盐脱水技术研究进展[J].广东石油化工学院学报,2014,(3):6- 9.
[2]袁毅夫,尹文,王亚彪.劣质原油常减压蒸馏工艺技术探讨与实践[J].炼油技术与工程,2014,(5):15- 21.
[3]刘松,刘瑞光,刘君帅.催化裂化工艺及催化剂的技术进展[J].化工管理,2013,(6):8- 9.
[4]马爱增.中国催化重整技术进展[J].中国科学:化学,2014,(1): 25- 39.
[5]杜艳泽,张晓萍,关明华,等.国内馏分油加氢裂化技术应用现状和发展趋势[J].化工进展,2013,(10):2523- 2528.
[6]王雪松,袁志祥,尹鲁江,等.延迟焦化工艺的技术进展[J].工业催化,2006,(4):22- 25.
[7]李敬美.石化废水的活性污泥—生物膜复合工艺及深究[D].大连理工大学,2010.
[8]张宇航.浅谈石油化工废水处理技术[J].黑龙江科技信息,2013, 16:212.
[9]叶光辉,刘永辉.石油工业废水处理技术研究进展[J].广州化工,2015,(5):55- 57.
[10]黄巍.石油化工污水处理技术进展探析[J].中国石油和化工标准与质量,2014,(4):269- 251.
[11]刘阳,刘佳,尹文利,等.石油化工废水处理技术[J].科技传播, 2014,(6):193- 195.
[12]吴莉娜,陈家庆,程继坤,等.石油化工污水处理技术研究[J].科学技术与工程,2013,15:4311- 4317.
[13]马进毅,姜璋.石油化工废水处理技术研究[J].化工管理,2013, 24:203
[14]赵贺.石油化工废水处理技术应用研究进展[J].化工管理,2014, 20:251.
[15]初立国,薛鹏飞,张川,等.浅析石油化工废水的处理方法[J].中国石油和化工标准与质量,2013,(11):271.
[16]王庚平,吕建国.膜分离技术在石油化工废水深度处理中的应用[J].甘肃科技,2007,(2):84- 87.
[17]Ahmad A.L, Sumathi S, Hameed B.H.Coagulation of residue oil and suspended solid in palm oil mill effluent by chitosan, alum and PAC. Chemical Engineering Journal. 2006, 118:99- 105.
[18]况金蓉,龚文琪.微生物絮凝剂在石化废水处理中的应用[J].武汉理工大学学报,2002,(8):38- 40.
[19]原林.关于石油化工废水处理技术进展探讨[J].中国石油和化工标准与质量.2013,(2):272
[20]丁海燕,李玉堂,武燕,等.石化污水处理技术分析[J].大庆师范学院学报,2014,(6):49- 52.
[21]高丽,李琳琳,单学敏.浅谈石油化工废水处理技术[J].能源与环境,2010,(5):43- 45.
[22]邹茂荣,彭永臻,荣宏伟. HOBAF工艺处理石化废水生产性试验研究[J].哈尔滨商业大学学报(自然科学版),2004,(2):195- 198.
[23]陈美荣,高崇峻,金美娟,等.石油化工工业废水处理工艺研究[J].环境保护科学, 2000 , 26(1):16- 18.
Research on petrochemical process and its wastewater treatment*
LIU Xue-gui,NIAN Zhong-feng, SHAO Hong, LIU Chang-feng, FAN Wen-yu, XIE Hong-duan
(Shenyang University of Chemical Technology, Shenyang 110142,China)
Abstract:In this paper, the process of petrochemical process technology is discussed, and the source and characteristics of wastewater generated in petrochemical process are analyzed. Based on this, the research status of petrochemical wastewater treatment technology is expounded in view of existing problems in treatment of petrochemical wastewater;the purpose is to provide reference for petrochemical enterprises, and to promote the sustainable development of petrochemical enterprises.
Key words:petrochemical process;petrochemical wastewater;wastewater treatment process
作者简介:刘学贵(1972-),男,籍贯山东安丘,博士,副教授,主要从事矿物资源利用及其环境控制方面的研究。
基金项目:国家水体污染控制与治理科技重大专项(2012ZX07505- 00 2)子课题-辽河流域主要污染物排放控制与管理体系建设示范
收稿日期:2015- 09- 13
中图分类号:F407.22
文献标识码:A
DOI:10.16247/j.cnki.23-1171/tq. 20160137
