铌铪合金棒材孔型设计与轧制工艺探讨
2016-03-21郑学军张录强
宜 楠,李 俊,武 宇,郑学军,张录强
(西安诺博尔稀贵金属材料有限公司,陕西 西安 710201)
铌铪合金棒材孔型设计与轧制工艺探讨
宜 楠,李 俊,武 宇,郑学军,张录强
(西安诺博尔稀贵金属材料有限公司,陕西 西安 710201)
在轧制铌铪合金棒材时,对椭圆-圆及椭圆-方两种延伸孔型系进行比较,确定了适合铌铪合金轧制的延伸孔型系为椭圆-圆孔型系统,并运用Z·乌萨托夫斯基公式相对宽展系数公式进行了孔型设计。轧制实验验证,设计的孔型系满足轧制要求,棒材成品尺寸精确,无未充满及过充满缺陷。通过孔型轧制及旋锻工艺比较,孔型轧制的铌铪合金棒材成品晶粒均匀性及力学性能更加优异,产品质量稳定可靠。
铌铪合金;孔型设计;晶粒均匀性;力学性能
0 前言
20世纪中期,由于新型发动机研制的需要,出现了高温合金材料。其中,以铌铪合金(牌号:C-103,名义化学成分:Nb-10%Hf-1%Ti)为代表的高温铌合金在航天领域获得了重要应用,该合金具有优异的综合性能,韧脆转变温度可达-180℃,最高使用温度可到1250℃。铌铪合金是由美国华昌公司于20世纪60年代开发成功,主要应用于航天发动机燃烧室等部位,是航天发动机最成熟的关键材料之一。目前,铌铪合金棒材常用加工方法为挤压后进行旋锻加工。由于单道次变形量小,坯料表面变形严重,易出现龟裂缺陷。同时旋锻棒材成品组织均匀性与力学性能较差,不利于产品质量的提高。
本文将孔型轧制引入铌铪合金棒材加工,通过孔型设计与轧制实验,获得了良好效果,产品表面质量、组织均匀性、力学性能与质量稳定性均有较大提高。
通过查找文献,未见有铌铪合金棒材孔型轧制的相关报道,本文按照圆钢及钛棒轧制的成熟经验进行孔型设计,文中选定的参数值参考与铌铪合金接近的钛材参数值[1][2]。设计流程包括:(1)选定孔型系。(2)确定轧制道次。(3)合理分配各孔型延伸系数。(4)等轴断面尺寸计算。(5)计算非等轴断面椭圆孔型中轧件宽展与充满度,校核设定值准确性,最终确定椭圆孔型尺寸。(6)计算成品圆孔型尺寸。(7)确定孔型各参数值,绘制各道次孔型图。(8)进行铌铪合金棒材孔型轧制实验,检验孔型设计合理性。
1 孔型设计
1.1 孔型系选择
棒材常用孔型系统包括椭圆-方孔型、椭圆-圆孔型、菱形-方孔型。三种孔型系统对比如下:由于铌铪合金强度高,变形抗力大,菱形孔型形状过渡不圆滑,角部冷却较快,易形成折叠与裂纹缺陷[3],因此,菱形-方孔型系统不适用铌铪棒材轧制;椭圆-圆孔型系统是棒材轧制的经典孔型系,所轧棒材形状规整、尺寸精确,但延伸系数较小,不利于晶粒破碎及组织均匀化,可作为本产品成品轧制孔型;椭圆-方孔型延伸系数大,晶粒破碎效果较好,变形均匀性及轧件表面质量优于菱形-方孔型,轧制稳定性好,可作为本产品延伸孔型系统。因此,本文采用椭圆-方-椭圆-圆孔型系统。
1.2 轧制道次确定
铌铪合金棒材采用挤压开坯方式,挤压后棒坯直径为25 mm,该尺寸为孔型轧制坯料尺寸,轧制后圆棒直径为13.5 mm,轧制总延伸系数计算公式[4]为
μ∑=F0/Fn=[π×(d0/2)2]/[π×(dn/2)2]=d02/dn2=252/13.52=3.429
式中,μ∑为总延伸系数;F0为坯料截面积;Fn为轧制成品截面积;d0为坯料直径;dn为轧制成品直径。
铌铪合金变形抗力较高,参考与之接近的钛材已有经验,设定平均延伸系数为1.230,计算轧制道次计算公式[4]为
n=lgμ∑/lgμc=5.95
式中,μc为平均延伸系数;总轧制道次取6道次。
1.3 孔型延伸系数分配
由以上分析可知,延伸孔型共4道,为2对椭圆-方孔型;成品轧制为1对椭圆-圆孔型。为了使轧件变形充分,提高组织均匀性,延伸孔型应利用椭圆-方孔型特点取大变形量,第一对椭圆-方孔型延伸系数μ∑2设定为1.591,第二对椭圆-方孔型延伸系数μ∑4设定为1.562。第三对成品椭圆-圆孔型延伸系数μ∑6设定为1.380。
1.4 等轴断面尺寸计算
从延伸孔型系统设计理念来说,一般会出现间隔的等轴断面孔型,本文等轴断面孔型为方孔型。由此可利用此特点,首先设计出等轴断面孔型,然后再根据相邻两个等轴断面轧件尺寸设计中间非等轴断面孔型尺寸。等轴断面孔型计算如下:
已知第一对椭圆-方孔型延伸系数设定为1.591,可知第二道方孔型轧件轧后面积为
F2= F0/μ∑2=308.375mm2,
1.5 中间孔型轧件尺寸计算
Z·乌萨托夫斯基公式相对宽展系数公式对影响宽展的因素考虑较多,计算精度高,与实际情况接近[5][6][7],在钢及钛材轧制中多采用该公式进行宽展计算[8]。因此,本文也采用Z·乌萨托夫斯基公式进行非等轴断面椭圆孔型的尺寸计算。
1.5.1 第一对孔型轧件尺寸计算
已知坯料直径D0=25mm,第二道方孔型轧件尺寸a2=17.56mm,轧辊直径D=250mm,圆孔平均高度系数m0=0.785[9],椭圆孔平均高度系数m1=0.7[9],方孔平均高度系数m2=0.5[9],设h1=16.05mm。
轧件轧前宽度B0=D0=25mm
轧件轧前平均高度Hc0= D0×m0=19.63mm
轧件轧后平均高度hc1=h1×m1=11.24mm
相对宽展系数β1=η1-W1=1.247
轧件轧后宽度b1=B0β1=31.17mm
验算轧件在第二孔型中的充满情况:
方孔型构成如图1所示。
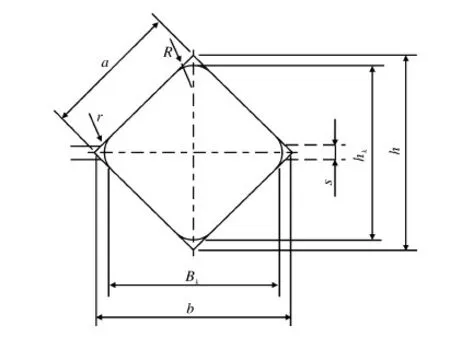
图1 方孔型构成Fig.1 Square pass structure
已知a2=17.56mm,b2=1.42,a2=24.94mm
第二孔型方孔辊缝s2=0.1a2=1.76mm
第二孔型方孔Bk2=b2-s2=23.18mm
相对宽展系数β2=η2-W2=1.378
轧件轧后宽度b2= h1β2=22.12mm
椭圆孔型构成如图2所示。
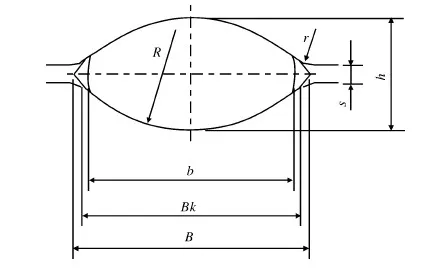
图2 椭圆孔型构成Fig.2 Oval pass structure
1.5.2 第二对孔型轧件尺寸计算
同理,经计算,得到h3=13.15mm,b3=23.76mm。
1.6 延伸孔型计算
1.6.1 孔型一(椭圆孔型)
已知b1=31.17mm,h1=16.05mm
hk1=h1=16.05mm

s1=(0.2~0.3)h1=0.2h1=3.21mm
r1=(0.08~0.12)Bk1=0.10Bk1=3.43mm
1.6.2 孔型二(方孔型)
已知a2=17.56mm,s2=1.76mm,Bk2=23.18mm
h2=(1.4~1.41)a2=1.406a2=24.69mm
R2=(0.1~0.2)h2=0.16h2=3.95mm
r2=(0.1~0.35)h2=0.25h2=6.17mm
hk2=h2-0.828R2=21.42mm
1.6.3 孔型三(椭圆孔型)b3=23.76mm
同理,hk3=13.15mm,Bk3=26.11mm,s3=0.21h3=2.76mm,R3=19.00mm,r3=2.61mm。
1.6.4 孔型四(方孔型)a4=14.05mm
同理,s4=1.41mm,Bk4=18.55mm,R4=3.16mm,r4=4.94mm,hk4=17.14mm。
1.7 成品孔型尺寸计算
1.7.1 成品孔型设计
成品孔型设计是轧制棒材的最后一个孔型,成品孔型设计的好坏直接影响成品尺寸精度、轧机调整及孔型寿命。为了减少过充满保证成品尺寸公差及椭圆度,成品孔形状采用带有扩张角的圆形孔。目前,广泛使用的成品圆孔构成如图3所示。

图3 成品圆孔型构成Fig.3 Finished round pass structure
参照国标GB/T702-2008《热轧钢棒尺寸、外形、重量及允许偏差》,直径13.5mm圆棒3组允许偏差值为±0.40mm,则成品孔型尺寸为
基圆半径
R6=0.5[d-(0~1.0)Δ-]×(1.007~1.02) =6.84mm
Bk6=[d+(0.5~1.0)Δ+]×(1.007~1.02) =14.03mm
hk6=[d-(0~1.0)Δ-]×(1.007~1.02) =13.19mm
取辊缝s6=1.5mm,扩张角θ6=30°

因为ρ6<θ6,扩张半径

取r6=0.8mm。
1.7.2 成品前孔型设计
根据经验公式,hk5=(0.78~0.86)d=
11.61mm
Bk5=(1.42~1.70)d=19.17mm

椭圆外半径r5=1.3mm
验算成品前孔型充满程度。根据成品规格,选取椭圆孔型宽展系数βt5=1.2,成品圆孔型宽展系数βy6=0.50。
成品前椭圆轧件尺寸为
h5=hk5=11.61mm
b5=a4+(a4-h5)βt5=16.98mm
成品圆轧件尺寸为
h6=hk6=13.19mm
b6=h5+(b5-hk6)βy6=13.50mm
1.8 孔型图绘制
由以上计算得出的数据,可通过CAD软件绘制出孔型图[10][11]如图4所示。
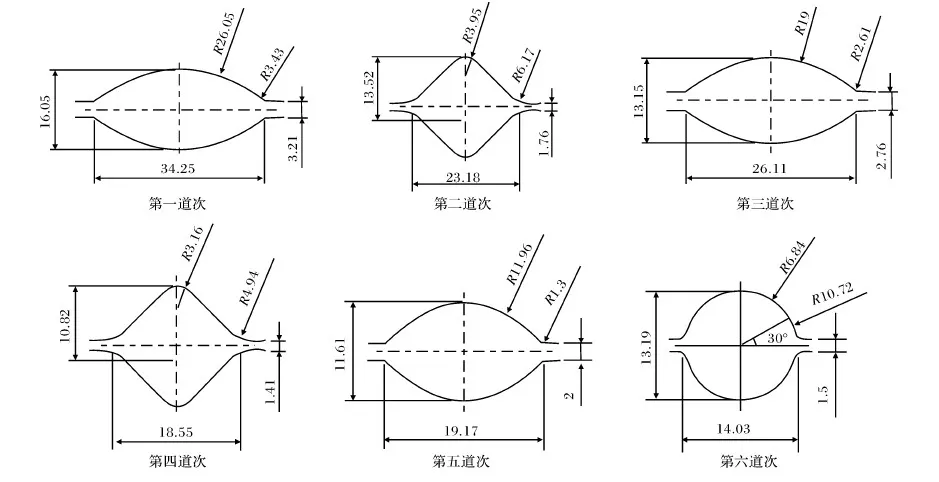
图4 铌铪合金轧制孔型图Fig.4 Niobium-Hafnium alloy rolling pass system diagram
2 轧制实验

表1 铌铪合金棒成品性能对比Tab.1 Properties comparison of finished Niobium-Hafnium alloy bar
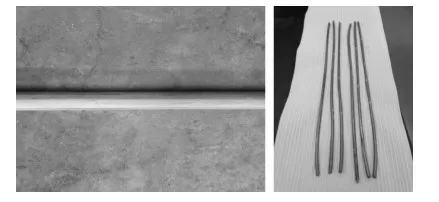
图5 铌铪合金孔型轧制棒材Fig.5 Niobium-Hafnium alloy rolling bar
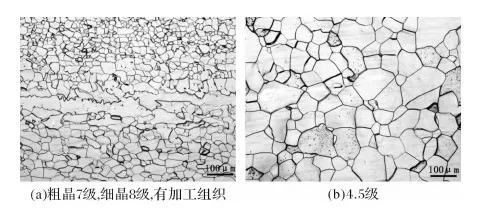
图6 旋锻工艺生产的铌铪合金棒材成品金相Fig.6 Finished Niobium-Hafnium alloy bar metallographic by rotary swaging
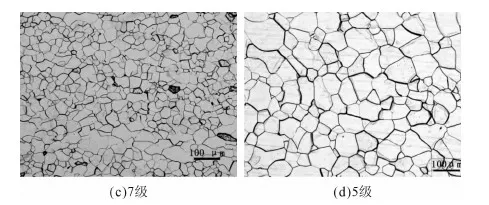
图7 轧制生产的铌铪合金棒材成品金相Fig.7 Finished Niobium-Hafnium alloy bar metallographic by pass rolling
3 结论
通过孔型设计及轧制实验可知,利用Z·乌萨托夫斯基相对宽展系数公式进行孔型计算(公式中的参数参考钛材已有经验),设计出的孔型适合铌铪合金棒材,所轧制的棒材无严重未充满及耳子缺陷,满足质量控制要求;孔型热轧方式较旋锻方式变形充分,组织均匀化良好,有利于提高铌铪棒材力学性能及腐蚀性能。
[1] 胡清熊.稀有金属丝棒材生产[M].北京:中国有色金属工业总公司职工教育教材编审办公室,1985.
[2] 宋敏奇,杨万青,冯奇.钛合金棒材轧制的孔型设计与应用[J].钛工业进展,2012,29(8):39-42.
[3] 刘惠芳.钛及钛合金轧制棒材孔型设计探讨[J].金属学报,2002,38(增刊):405-406.
[4] 赵松筠,唐文林. 型钢孔型设计(第二版)[M].北京:冶金工业出版社,2000.
[5] 黄效东,王敏,李国旺.相对宽展公式在生产中的应用与探讨[J].轧钢,2010,27(4):59-61.
[6] 盛汉彩.建立在宽展模型基础上的孔型设计思想[J].钢铁研究学报,1998,10(2):70-72.
[7] 白光润,栾瑰馥.型钢孔型设计(2)-型钢孔型设计的方法[J].轧钢,1991(3):60-64.
[8] 王淑萍,吴立章.乌萨托夫斯基公式在孔型设计中的应用[J].唐钢科技,1990(4):13-15.
[9] 房宽军,姜艳东,秦东.Wusatowski方法在棒材孔型设计中的应用[J].中国科技信息,2009(20):119-122.
[10]詹学义,周振农.型钢孔型设计中若干特殊点的确定方法[J].江西冶金,2001,21(2):15-18.
[11]冯伟,张秀山,康永林.现代孔型设计技术的进展[J].山东冶金,2005,27(1):33-35.
A discussion on pass designing and rolling technology for Ni-Ha alloy bar
YI Nan, LI Jun, WU Yu, ZHENG Xue-jun, ZHANG Lu-qiang
(Xi’an Noble Rare Metal materials Co.,Ltd.,Xi’an 710201,china)
In the paper, the application of pass rolling was applied to niobium-hafnium alloy bar processing. Oval-round elongation pass system, which is suitable for rolling niobium-hafnium alloy, was identified by comparison between oval-round and oval-square pass system. Pass design used by Wusatowski relative spreading formula. Through rolling experiments, the design meet the requirement for rolling process and accurate size of finished bar, and there wasn’t underfill and overfill defects. Compared with pass rolling and rotary swaging, rolling bar had better grain uniformity and mechanics performance, and product quality was stable and reliable.
Ni-Ha alloy; pass design; grain uniformity; mechanical property
2015-12-08;
2016-02-15
宜楠(1980-),男,辽宁沈阳人,工程师,硕士,主要研究方向:稀有难熔金属成形工艺。
TG332+.2
A
1001-196X(2016)02-0074-05
