汽车涂装车间节能方法研究与应用
2016-02-26周康渠邹冰倩
周康渠,邹冰倩
(重庆理工大学 机械工程学院,重庆 400054)

引用格式:周康渠,邹冰倩.汽车涂装车间节能方法研究与应用[J].重庆理工大学学报(自然科学版),2016(1):37-42.
Citation format:ZHOU Kang-qu, ZOU Bing-qian.Research and Application of Energy-Saving Method for Car Coating Workshop[J].Journal of Chongqing University of Technology(Natural Science),2016(1):37-42.
汽车涂装车间节能方法研究与应用
周康渠,邹冰倩
(重庆理工大学 机械工程学院,重庆400054)
摘要:针对目前汽车涂装车间存在的预热设备启动模式、压缩空气泄漏及低温余热利用3方面能源浪费问题进行了分析,并对某汽车涂装车间进行实证研究。通过对预热设备的自动化启动控制问题节能方法的研究,改善了该涂装车间的能源浪费情况,并对节能效果进行量化分析,为汽车涂装车间的节能改进提供了理论和现实的参考依据。
关键词:涂装车间;节能;预热设备;压缩空气泄露
汽车涂装车间是汽车制造企业中最严重的公害发生源之一,涂装车间所消耗的能源、水以及挥发性有机化合物(VOC)的排放占汽车制造过程的60%以上[1-2],使得降低涂装车间的能源消耗成为降低汽车制造成本中能源成本的重点。与国际先进涂装水平相比,我国汽车涂装技术在节能减排、资源利用及工艺设计等方面存在着明显差距[3-6]。所以,无论从节约能源、保护环境、降低汽车制造成本,还是从达到国际化先进的汽车生产制造水平来说,迫切需要对汽车涂装车间进行节能研究。
近几年,国内外科研人员对汽车涂装生产中的涂装成本、能源使用及节能等方面进行了实质性研究。Meeso Naret、Kumar A等[7]对涂装车间烘房结构和烘房的加热方式进行了节能研究。李春旺等[8]针对汽车涂装车间全新风空调的特点提出了利用i-d图的多工况区分控制策略,即在不同工况下,启动相应的温度及湿度控制曲线来降低空调系统耗能。李冰笑、喻国琴等[9]针对涂装车间喷漆室空调系统蒸汽浪费的问题,对喷漆室空调系统进行优化与节能改造,通过设置2套空调机组,采用自动控制系统监控热力参数,实现了喷漆室空调系统值班状态和生产状态的性能优化。此外,林骥[10]根据理论和工程实例进行的研究表明:安装烟气余热回收装置可以提高喷漆室的效率,降低汽车制造过程的总体能耗。可以看出:国内外学者对涂装车间节能问题日益重视,研究重点主要集中在空调系统和烘房加热结构及烟气余热利用的新技术等方面。但是涂装车间的节能研究应从多方面、多角度入手。本文主要从预热设备启动模式和压缩空气泄漏2方面对涂装车间节能方法进行研究。
1汽车涂装车间能源浪费问题
1.1预热设备启动模式问题
目前,很多涂装车间中预热设备在启动模式上普遍存在着能源浪费的问题。在正常喷涂生产过程中,车间电泳烘炉、胶干烘炉、中涂烘炉、面漆烘炉和中涂喷漆室以及面漆喷涂室都需要预热和预通风。在日常生产中,预热设备的提前开启都是人工操作,并且很多涂装车间并未对这些设备的预热时间进行测算,只是为了方便由工人在生产开始前的某个时间统一开启。然而,在实际操作中存在不准时开启设备的情况。过早开启预热设备会造成对燃气、电能、水的浪费;过晚开启则会造成环境条件达不到生产需求而耽误生产,影响产品生产效率。同时,车间还存在着对多台设备和工序一键式控制的情况。例如,前处理所有工序都由一个开关控制,在车间断产、清产后恢复生产时,设备同时一键式启动造成了能源的浪费。首台车体之前处理的第1个工位到达最后一个工位需要近1.5 h的时间。工序越靠后,设备做无用功的时间越长,同样造成了能源的浪费。
1.2压缩空气泄漏问题
在目前的汽车涂装车间中,普遍存在着压缩空气的泄漏问题。压缩空气的泄漏容易造成喷涂机器人等气动工具因空气压力低而无法稳定工作,还存在增加压缩机的负荷及工作时间、增加电能等其他能源消耗、增大工作环境噪音,以及增加维修工作量、增加汽车制造成本等一系列问题。从图1可以看出压缩空气从制造到使用过程中的损失情况。
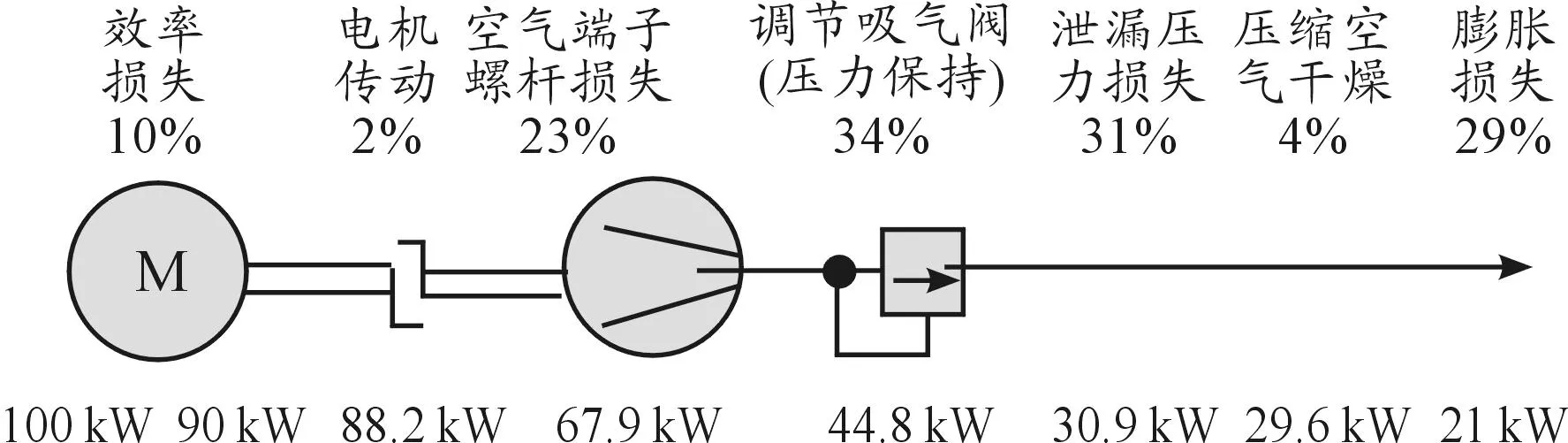
图1 压缩空气损失情况
由图1可以看出各个环节中压缩空气损失的百分比,压缩空气的输出只占输入电能的21%。由此可以看出:压缩空气是很“昂贵”的能源,而在此过程中因泄漏造成的损失就占到31%,能源的白白流失增加了产品的制造成本。从表1中的数据可知压缩空气泄漏所带来的经济损失。

表1 压缩空气损失流量与孔径的关系 (m3·min-1)
由表1可以看出:一个孔径为5 mm、压力为8 kPa的压缩空气泄漏孔,查表漏气量为2.09 m3/min,那么该孔一年泄漏的气量为
2.09×60×24×300=902 880 m3/年
如果按压缩空气价值0.15元/m3计算,该孔造成的年损失价值为
0.15×902 880=135 432 元
通过简单计算可以看出:一个直径5 mm的泄漏孔,每年造成的损失是13 万元。而汽车涂装车间以及其他车间中,对压缩空气泄漏管制比较松懈,所以像这种空气泄漏孔的存在是很普遍的。
目前,对压缩空气泄漏的监测和控制可以从以下几方面入手:
1) 增加泄漏检测和维修等预防机制。
2) 通过超声波检测法对压缩空气泄漏状况进行精确检测。
3) 断开不工作设备的气源供应。
4) 安装油气分离器或气水分离器,防止冷凝液排放点造成的压缩空气泄漏。
5) 更换泄漏处的接口和阀门。更换后的接口设备应考虑以下几方面: ① 口径较大,与压缩机口匹配度较高;② 选用流线型气流入口减小阻力;③ 接口内部表面粗糙度较小,以减少流动阻力和腐蚀颗粒;④ 具有多层过滤层等。
6) 稳定系统供气压力和降低使用点与压缩机输出点的压差损失。
1.3低温余热能源浪费问题
目前,我国工业用能中近70%的能源转化为余热资源,其中350 ℃以下的低温余热约占余热总量的50%。在汽车制造企业涂装车间中,存在烘炉余热排放。喷漆室余热排放等余热资源浪费问题。这些低温余热没有经过良好的回收利用,几乎全以废气、废水等形式直接排出,造成热能的浪费以及环境污染等问题。
这些热能可以通过低温余热回收技术和设备将其转化为机械能或电能。例如:可以预热车间、烘炉内和喷漆室内空气,对电泳烘炉内的空气进行预干燥,生产热水和蒸汽,制冷或制热,也可以用来驱动风机、水泵、压缩机等设备。
低温余热资源发电技术和设备在瑞典、日本、美国等国家已进行开发,有些国家已经成功进入了市场化推广应用阶段。我国在低温余热发电技术方面处于起步阶段[11-15],有些高校和研究机构研制出了低温余热发电系统。例如:湖南大学研制的“高速透平膨胀机+永磁发电机”直驱式余热发电系统;中船712所研制的“透平膨胀机+工频发电机”余热发电系统等。汽车涂装车间可以利用这些技术和设备对车间所产生的低温余热进行回收利用,提高资源利用率,达到涂装车间节能的效果。
通过对涂装车间以上能源浪费问题的分析可以看出:对于汽车涂装车间这样一个能源耗费高的生产车间,需要从工艺、设备、排放、检测等多方面对其节能问题进行分析研究。本文主要对涂装车间中普遍存在的预热设备启动模式耗能问题进行改善。
2汽车涂装车间能源浪费问题的改进
2.1涂装车间预热设备启动模式分析
某大型汽车企业涂装车间在预热设备启动模式上存在着能源浪费问题。在日常生产中,烘炉和喷涂室需要预热和预通风1.5 h左右。在实际生产过程中,车间每天早上8点开始生产,相关人员在6点30分需要将整个前处理线、电泳烘炉、胶干烘炉、中涂烘炉、面漆烘炉、中涂和面漆2个喷漆室开启。该过程造成了水能、电能和燃气的浪费。在对问题进行充分调查研究后,对预热设备启动模式造成的能源浪费问题进行改进。
2.2预热设备启动模式改进
1) 首先,对车间电泳烘炉、胶干烘炉、中涂烘炉、面漆烘炉和中涂喷漆室以及面漆喷涂室所需要的预热和预通风时间进行了测量和计算。由于夏季和冬季环境温度差异大,将设备所需要的预热时间和预通风时间分为了夏季和冬季2种情况。具体设备升温时间见表2。

表2 设备预升温(通风)时间
2) 自动化准时启动程序设计
针对该汽车涂装车间存在的不准时开启预热设备造成能源浪费的问题,通过采用西门子S7-300PLC设备对电泳烘炉、胶干烘炉、中涂喷漆、中涂烘炉、面漆喷涂、面漆烘炉6个需要预热的设备进行自动化准时启动控制。利用STEP7编程软件对该控制过程进行了编程,通过定时和计数控制功能实现了对设备的准时启动。
PLC程序主体包含设备启动模块、时间调用模块和设备电机启动模块。主要原理:通过设备启动模块控制PLC程序的开启,对系统时间进行调用,然后与设备电机启动的目标时间进行比较,在系统时间到达目标启动时间时开启预热设备。具体的PLC程序见图2~4。

图2 设备启动控制模块
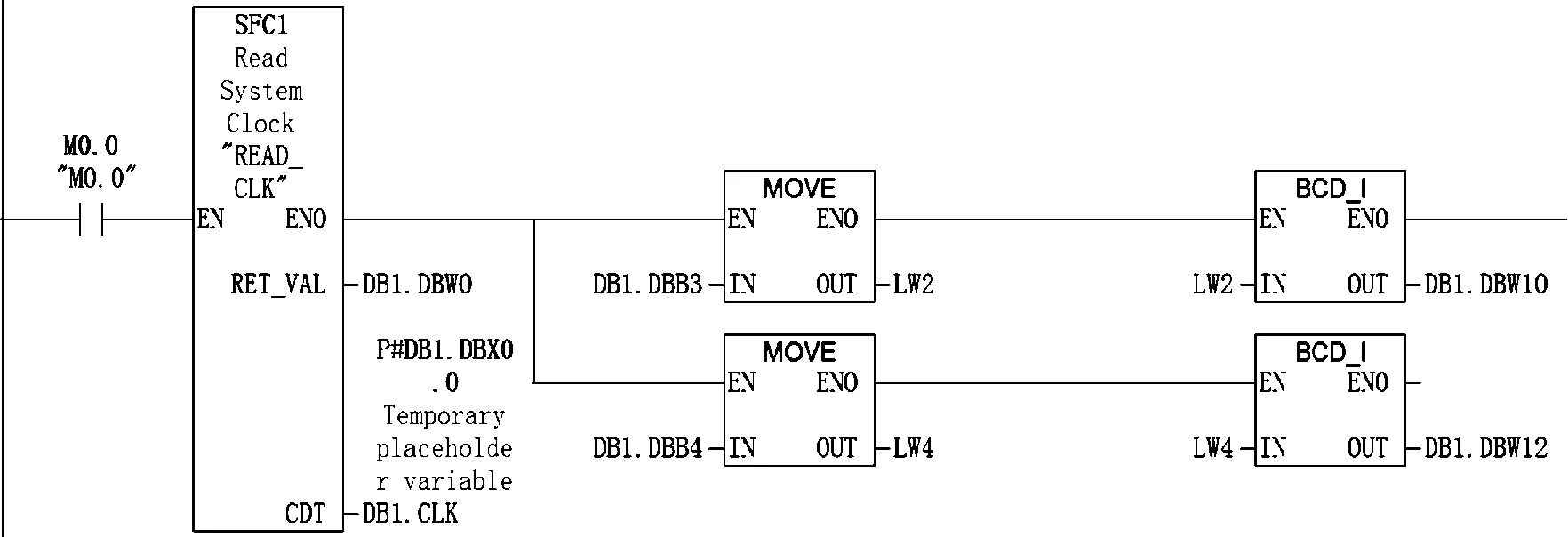
图3 时间调用模块

图4 电泳烘炉启动模块
对于后续3个烘炉与2个喷漆室的启动控制模块与电泳烘炉启动原理相同,仅需要根据表2中的设备目标启动时间设定各自启动时间即可。
通过对该涂装车间中预热设备自动化准时启动控制程序的建立,能够初步实现对需要提前预热的设备进行自动化启动控制。并且,在对该涂装车间完成了节能技术改进之后,通过一段时间的运行,对该方案的实施所节约的能源进行定量评估。
3节能效果分析
通过对汽车企业涂装车间设备功率、设备数的调查分析,可以初步分析出采用PLC技术对4个烘炉和2个喷漆室启动的自动化控制能达到的节能效果,并对这些节能效果进行经济性的量化,使其更加直观。
4个烘炉及2个喷漆室在使用过程中消耗了电能、天然气等,消耗这些能源的设备主要有烘炉、送风机和排风机等。具体如下:首先,烘炉和风机在使用过程中需要消耗电能工作,需要燃气进行加热升温,同时,烘炉工作过程中还需要送风机和排风机对烘炉内的空气进行通风循环;其次,喷漆室在工作中也需要风机消耗电能对喷漆室内的空气进行上下通风,便于废漆渣与水接触;最后,喷漆室地下有水循环系统携带废漆渣进入回收处理站进行漆渣清洁和打捞。
文本已计算出需要预热设备的启动时间。在实际生产中,工人会在6∶30左右开启需要预热和预通风的设备。在该汽车企业涂装车间中,平均一年工作时间约300天。假设采取半年夏季控制时间、半年冬季控制时间,根据以上这些数据,可以计算出该车间通过改进设备自动化预热控制所达到的节能效果。该涂装车间烘炉和喷漆室实际采用的送风机功率、排风机功率、烘炉数量和功率、燃气消耗量、水流速度及电费、水费、燃气费等计算数据见表3。

表3 烘炉和喷漆室设备数量及功率
通过计算可得:由于对涂装车间烘炉和喷漆室这6道工序设备进行自动化启动控制,一年可以节省能源费用约66.75万元(如表4所示),节能效果显著,可为其他汽车涂装车间的节能改进提供实际案例和改进依据。

表4 节约能源费用
4结束语
本文对普遍存在于汽车涂装车间的预热设备启动模式问题、压缩空气泄漏问题以及涂装车间内低温余热能源浪费问题进行了分析与研究。以某汽车涂装车间为例,对该涂装车间因预热设备启动模式引起的能源浪费的问题进行了改进,达到了较理想的节能效果。同时,本文在实际情况考虑中还存在一些缺点,例如暂时未考虑工厂每天16 h的两班制生产情况;未考虑清产后整线重新开机情况等,这些将在下一步的研究工作中完善。综合来看,本文能为其他涂装车间采取节能措施提供借鉴。
参考文献:
[1]ROELANT G J,KEMPPAINEN A J,SHONNARD D R.Assessment of the Automobile Assembly Paint Proeess for Energy,Environmental,and Economic Improvement[J].Journal of Industrial Ecology,2004(8):173-191.
[2]莫军.某涂装车间空调节能优化研究[D].长春:吉林大学,2011.
[3]李钢,安胜敏,廖俊军.汽车涂装生产线的优化与仿真[J].工业工程,2008(5):71-75.
[4]周杰, 陈慕祖.中国汽车涂装生产线新技术的应用及发展[J].现代涂料与涂装,2007(4):41- 44.
[5]余汉斌.汽车涂装工艺的发展[J].汽车工艺与材料, 2006(1):41- 45.
[6]张国忠,陈宝歌,王静.降低汽车涂装过程中的污染[J].汽车制造业,2005(12):29-32.
[7]MEESO N,NATHAKARANAKULE A,MADHIYANON T,et al.Different strategies of far-infrared radiation application in paddy drying[J].International Journal of Food Engineering,2008,4(3):99-107.
[8]李春旺,吴义民,何钧.汽车涂装车间温湿度高精度控制系统的设计与实现[J].北京建筑工程学院学报,2008(2):51-54.
[9]李冰笑,喻国琴,周映.喷漆室空调系统节能改造方案探讨[J].洁净与空调技术,2010(12):53-54.
[10]林骥.RTO烟气余热利用综合节能技术[J].装备制造技术,2012(5):154-156.
[11]曹滨斌,李惟毅.螺杆膨胀机双循环低温余热回收系统分析[J].天津大学学报,2010(4):309-314.
[12]李秀平,李博,谢津伦.燃煤锅炉低温余热利用技术应用分析[J].中国电力,2011(12):86-88.
[13]刘广彬,赵远扬,李连生,等.低温余热回收用涡旋膨胀机性能模拟研究[J].西安交通大学学报,2009(7):100-103.
[14]尹刚,吴方松,张立志.低温余热发电技术的特点和发展趋势探讨[J].东方电气评论,2011(1):1-6.
[15]孙志强,易思阳,郭美茹,等.利用中低温余热的回热有机朗肯循环性能分析[J].热能动力工程,2015(1):24-30.
(责任编辑陈艳)
Research and Application of Energy-Saving Method
for Car Coating Workshop
ZHOU Kang-qu, ZOU Bing-qian
(College of Mechanical Engineering, Chongqing University of Technology,
Chongqing 400054, China)
Abstract:The energy waste problems of the current car coating workshop of equipment preheating model, compressed air leak and low temperature waste heat utilization were analyzed. And we had empirical research on a certain car coating workshop. Through the research of energy saving method of automation start control of preheating equipment, the energy waste problem in the coating workshop was improved and we made quantitative analysis of the effect of energy saving, which provides theoretical and practical reference for the energy saving improvement of car coating workshop.
Key words:car coating workshop; energy saving; preheating equipment; compressed air leak
文章编号:1674-8425(2016)01-0037-06
中图分类号:TK01+8
文献标识码:A
doi:10.3969/j.issn.1674-8425(z).2016.01.007
作者简介:周康渠(1967—),女,四川达州人,博士,教授,主要从事生产系统优化技术、制造业信息化等方面研究。
基金项目:重庆市基础与前沿研究项目(cstc2013jcyjA60002);重庆市教委科学技术研究项目(KJ1400908);重庆市教委人文社会科学研究项目(15SKG133)
收稿日期:2015-08-01
