蒸发技术在膜过滤浓缩液处理中的应用
2016-02-14康立刚
康立刚
(中国城市建设研究院有限公司,北京 100120)
蒸发技术在膜过滤浓缩液处理中的应用
康立刚
(中国城市建设研究院有限公司,北京 100120)
针对填埋场渗滤液浓缩液问题,介绍了渗滤液浓缩液的产生,分析了渗滤液浓缩液“零排放”工艺流程及处理效果,说明了工艺的技术可行性,探讨了“零排放”工艺应注意的问题。
膜过滤浓缩液;零排放;蒸发
垃圾渗滤液是一种成分复杂的高浓度有机废水,如果处理不当就会污染地下水或地表水、影响环境卫生,给环境带来严重的二次污染,因而对垃圾渗滤液进行有效收集和处理已成为环境保护亟待解决的问题。由于渗滤液具有水质波动大、可生化性随填埋时间的增长而下降、氨氮含量高、营养元素失衡等特点[1]。目前处理垃圾渗滤液的主流路线为膜处理技术,该技术的唯一弊端是会产生含高浓度氨氮、盐类及难生物降解有机物的“浓缩液”[2]。膜浓缩液的处理和处置成为垃圾渗滤液“零排放”的关键[3]。一些新的垃圾渗滤液处理工艺受到重视并得到研发。渗滤液蒸发处理工艺在国外的垃圾填埋场已有较多的工程应用,针对我国当前的垃圾渗滤液处理困境,本文探讨了渗滤液浓缩液零排放新技术的应用效果及可行性。
1 膜过滤浓缩液水质水量
厦门市某固废处理中心的渗滤液处理系统由调节池浮盖膜工程、渗滤液处理工程及中水回用工程三部分组成。渗滤液处理工艺采用膜生化反应器(MBR)+ 纳滤(NF)。膜生化反应器包括生化反应器和超滤两个单元。生化系统充分利用水中碳源进行反硝化,以减少硝化罐中用于降解有机物所需的氧量。同时将部分硝化液回流到反硝化罐进行彻底脱氮。超滤采用直径为8mm的有机管式超滤膜,过滤孔径为20~30nm,代替二沉池对活性污泥进行有效截留并回流到生化系统中,超滤出水进入后续的纳滤膜系统。卷式纳滤膜对超滤出水中难生物降解的COD及二价以上的盐离子进行截留。纳滤截留产生的浓缩液量约120m3/d。
中水回用处理采用中压卷式反渗透工艺,平均工作压力为30~50bar,进水为纳滤清液,设计规模为600m3/d,反渗透清液回用率可达到80%。反渗透浓缩液量约120m3/d。
纳滤浓缩液呈深褐色、浑浊、有异味、无浮油。反渗透浓缩液呈微黄色、微浊、有异味、无浮油。依据调试前期,污水处理站监测数据和现场情况分析,反渗透浓缩液总硬度≤5.0×103mg/L、TN≤2.0×103mg/L、COD≤400mg/L,纳滤浓缩液总硬度≤3.0×103mg/L、TN≤1.0×103mg/L、COD≤6000mg/L。
2 膜过滤浓缩液“零排放”整体方案
膜过滤浓缩液处理阶段可分为蒸发和干化两部分。浓缩液经MVR蒸发系统处理后产生蒸馏出水、蒸发浓缩液、尾气。蒸馏出水直接排放或回用。尾气经酸碱吸收后回流至MVR蒸发系统的调节池部分。蒸发浓缩液再经离心干燥器干化为含水率仅为40%~50%的黏稠状污泥。“零排放”工艺流程如下图。
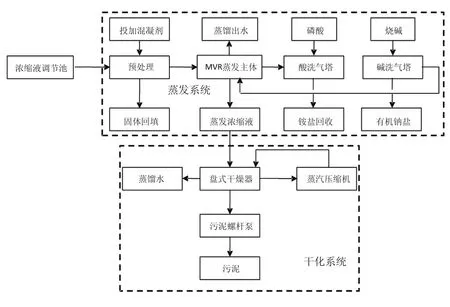
渗滤液浓缩液蒸发工艺流程图
2.1 蒸发阶段
(1)工艺说明
蒸发设备设计处理规模为24t/d,处理工艺由预处理、蒸发主体、酸洗塔、碱洗塔四部分组成。渗滤液浓缩液为RO和NF浓缩液(体积比1 : 1)混合液,进水水质为TDS≤22,000mg/L、盐度≤20‰、COD≤3000mg/L、TN≤2000mg/L。预处理阶段投加PAC、PAM去除浓缩液中悬浮颗粒和部分钙、镁离子,同时去除10%~20%的TN。蒸发主体是蒸发系统的主要组成部分,对COD去除率为90.0%~99.9%、TN去除率为85.0%~99.8%、盐度去除率为100%。酸、碱洗气塔用于去除蒸发后气体中残余的氨氮、COD。
(2)蒸馏出水
设备启动3~4h,蒸发主体、酸洗塔、碱洗塔温度和压力达到设定参数便可进水。进水在蒸发系统内停留的时间短,运行约5min便排放蒸馏出水。蒸发运行阶段设备运行稳定,出水水质波动小。蒸馏出水透明无色、轻微氨味,平均出水水质: TDS16.0mg/L、盐度0‰、COD34.0mg/L、TN3.0mg/L,达到《生活垃圾填埋场污染控制标准》(GB16889-2008)中水污染排放浓度限制。
(3)蒸发浓缩液
混合浓缩液的总进水572.3t、蒸馏出水503.7t、蒸发浓缩液49.16t,蒸发浓缩液占进水量的8.6%。浓缩液经蒸发系统后,残余蒸发浓缩液为浑浊、黑色液体。平均水质参数为:TDS125,538.0mg/L、盐度40.2‰、COD8183.9mg/L、TN4170.3mg/L。蒸发浓缩液由干化系统进行处置。
(4)蒸发尾气
混合浓缩液经蒸发处理后排放的尾气有明显臭味。尾气排放口取样检测数据见表1。
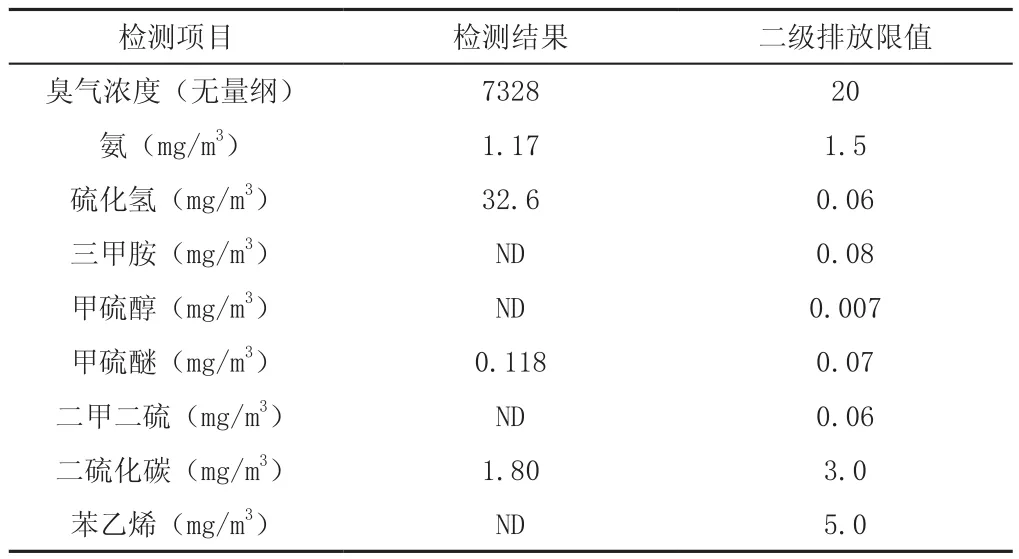
表1 尾气检测参数表
参照《恶臭污染物排放标准》(GB14554-93)中二级排放限值,尾气中的臭气、硫化氢浓度超标。排放尾气中含高温气体,经冷凝形成冷凝液和不凝尾气。冷凝液回流至浓缩液调节池进行蒸发处理。少量不凝尾气通过酸碱塔中酸碱液化学淋洗可达到除臭效果。
2.2 干化阶段
(1)工艺说明
进入干化器后的浓缩液与干燥器中的蒸气进行热交换,通过不断蒸发最终将浓缩液干化成含水率在60%以下(含水率可调节)的污泥;蒸发过程中产生的二次蒸气经除雾后进入蒸气压缩机,通过蒸气压缩机增压升温后返回到干化器圆盘内继续对外部的物料进行加热蒸发,高温蒸气放出潜热后,会冷凝变成蒸馏水,最终从圆盘内排出;干化器的传热面由圆盘及中空轴组成。圆盘是整个干化器的核心,起搅拌和输送物料的作用,同时也是干化器的传热体。物料进入干化器后,随着中空轴的旋转,物料会在圆盘的搅动下一边翻滚、一边前进,并同时通过圆盘与盘内的蒸气进行热交换,水分不断被蒸发,随着物料的往前推进,不能被蒸发的物质将从出料口以固体的形式排出。
(2)干化冷凝水
同蒸发阶段产生蒸馏出水一样,蒸发浓缩液在干化过程中有冷凝水产生。蒸发阶段主要是使蒸馏出水达标排放,而干化阶段则对蒸发浓缩液进行脱水,形成含水率低的污泥,故干化冷凝水的水质劣于蒸发阶段蒸馏出水。冷凝水水质TDS≤400mg/L、盐度≤0‰、COD≤1000mg/L、NH3-N≤5mg/L,接近于MVR蒸发过程中尾气冷凝液水质,后续回流至调节池进行MVR蒸发处理。
(3)干化污泥
在干化过程中记录进入干燥器的蒸发浓缩液量、干化后泥量和耗电量,耗电量为0.53kW·h/kg。结合蒸发阶段的蒸发效率和蒸发浓缩液量,每吨混合浓缩液的干化电耗为63.49kW·h,相应的干化成本为52.7元/t。每吨混合浓缩液的干化泥量为23.64kg。
干化污泥的含水率为29.54%,灰分为59.36%,干基高位热值1882.35kJ/kg,湿基高位热值1326.21kJ/kg,湿基低位热值605.31kJ/kg。对于污泥焚烧,《城镇污水处理厂污泥处置单独焚烧用泥质》(GB/T24602-2009)中规定了污泥单独焚烧利用的理化指标和限值,其中一项要求低位热值>5000kJ/kg。由于蒸发浓缩液的干泥的湿基低位热值较低,不符合单独焚烧的要求,但干化泥量少,可采用混合焚烧处理法。泥样中的重金属含量汇总见表2。
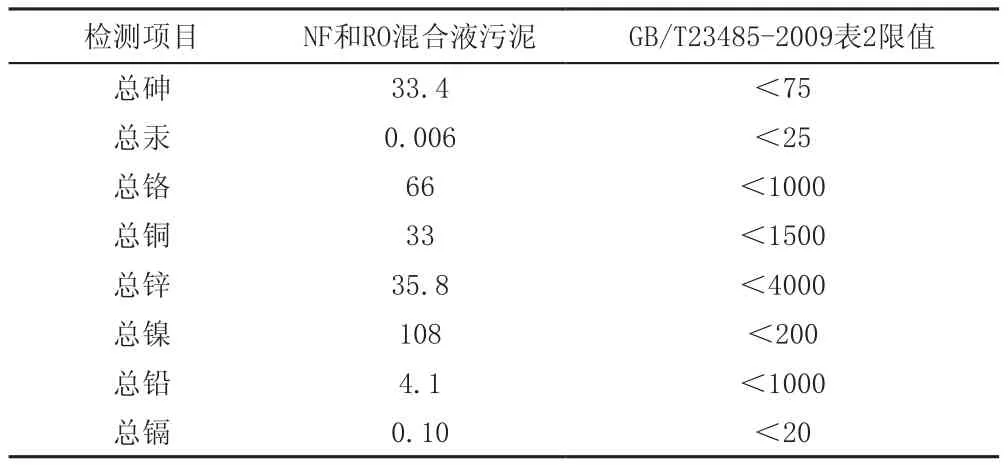
表2 泥样中重金属含量汇总表 (单位:mg/kg)
根据检测结果,泥样中的重金属含量符合污泥土地利用、污泥填埋、污泥建筑材料利用和污泥焚烧的规范浓度限值。鉴于渗滤液污水处理站靠近填埋库区,该干化泥样采取固化填埋是一种便捷、经济、有效的处置措施。
3 探讨
渗滤液浓缩液“零排放”解决了膜技术应用于渗滤液的主要弊端。但蒸发应用于渗滤液处理尚处于起步阶段,需要在实施中不断完善。以下问题值得考虑和探讨。
(1)经济成本问题
蒸发及干化技术处理渗滤液膜滤浓缩液能做到污水“零排放”,且出水水质良好。相对于传统污水处理设施,蒸发浓缩和干化设备的占地面积小、基建投资省。设备费用约10万/t,在总投资中占了较大比例。按照该工程的试验结果,运行成本约为130元/t。对于水处理规模大的企业,建设投资额大,吨水运行费用则会下降;对于水处理规模小的企业,建设投资额小,吨水运行费用则偏高。
(2)蒸发结垢及清洗问题
渗滤液浓缩液硬度大时,会导致蒸发运行周期缩短,运行成本也会增加。常见的化学清洗,增加了污水排水量和排放总盐量,不符合环保理念。因而需要深入探讨浓缩液水质软化的问题。
(3)蒸馏出水的回用问题
蒸馏出水水质符合GB/T16889-2008的排放标准,可应用于城市绿化和车辆冲洗。若能对出水进行吹脱,减轻水体中所含的轻微氨味,出水的用途会更广。在蒸发中可投加磷酸、硝酸及氢氧化钠调节水体pH、减缓结垢、去除部分COD等,若投加量偏大,会有少量药剂进入出水,这是在运行中需要避免的。
4 结论
通过蒸发工艺对渗滤液浓缩液“零排放”工艺进行试验,基本确定蒸发技术可以做到渗滤液浓缩液“零排放”。实际工程中应用该技术处理膜过滤浓缩液时,须考虑投资费用并分析经济可行性。
[1]许玉东,聂永丰,岳东北.垃圾填埋场渗滤液的蒸发处理工艺[J].环境污染治理技术与设备,2005,6(1).
[2]钟剑.垃圾渗滤液膜过滤浓缩液处理技术综述[J].广东化工,2011,38(8):264-266.
[3]邓旭亮,荣丽丽,张春燕,等.膜滤浓缩液处理技术研究进展[J].工业水处理,2011,31(6):10-13.
[4]魏彦丹.垃圾填埋场渗滤液无害化处理实验研究[D].北京:中国科学院工程热物理研究所,2012.
[5]岳东北,刘建国,聂永丰,等.蒸发法深度处理浓缩渗滤液的实验研究[J].环境科学动态,2005(1):44-45.
Application of Evaporating Technology in Treatment of Concentrated Solution of Membrane Filter
KANG Li-gang
X703
A
1006-5377(2016)01-0044-03
