直缝埋弧焊管生产线自动化控制系统
2016-02-09韩保材
□李 钢□张 辉□韩保材
1北钢管业(营口)有限公司 辽宁营口 115007
2中冶京诚工程技术有限公司 北京 100176
直缝埋弧焊管生产线自动化控制系统
□李 钢1□张 辉2□韩保材1
1北钢管业(营口)有限公司 辽宁营口 115007
2中冶京诚工程技术有限公司 北京 100176
概述了直缝埋弧焊管生产线自动化控制系统,介绍了系统的主要功能与控制设备。在实际应用中,这一控制系统体现了技术先进性、适用性与可靠性,确保了整条生产线的安全稳定运行,应用效果良好。
北钢管业(营口)有限公司新建了1626mm直缝双面埋弧焊管(JCOE)[1]生产线,设计年产直径406~1 626mm大口径直缝埋弧焊管(LSAW)25万t,产品品种为管线管、结构管、流体管。控制系统由中冶京诚工程技术有限公司设计制造,主要控制钢板上料装置、钢板输送平辊道、钢板对中装置、钢管输送V形辊道、钢管纵横向输送小车、中间存放台架、板面清扫装置、内外焊缝清理装置、光电检测装置和液压润滑系统等。
1 控制系统概述
自动化控制系统采用成熟、可靠、先进、实用的控制技术和设备,硬件设计时,在确保设备完整性、可靠性、先进性的同时,兼顾操作方便、维护简单。硬件设备选型尽可能统一品牌、型号,以降低硬件设备的备品备件数量。软件设计方面,以标准化、模块化、参数化为原则,保证控制系统控制算法精良、功能丰富、可靠性高和自动化程度高。
电控系统由两级自动化系统、数据采集系统构成,通过两类通信网络连接,组成并行运算、集中管理、分散控制、资源共享的分布式计算机控制系统。以西门子ST系列可编程序控制器(PLC)[2]为核心,以标准化、模块化的控制软件包为前提,针对PROFIBUS-DP协议网络通信全数字变频装置进行设计。控制系统[3]与传动系统之间完全通过网络交换信息,构成全数字化控制系统。控制信息和系统状态信息通过以太网和输入输出PROFINET或PROFIBUS协议网络进行交换,由人机界面(HMI)计算机和通信网络构成全厂监控系统。
先进硬件与可靠控制软件的组合,使系统具有如下主要特点。
(1)先进的传动及控制性能,在硬件上保证了系统的可靠性。
(2)独立开发的标准化、模块化、参数化控制软件,自动化程度高,功能全面,选择灵活,软件上保证了系统的可靠性。
(3)完善的HMI系统,画面生动形象,信息丰富。
(4)采用全中文显示,具备在线帮助画面,容易掌握。
2 系统主要控制功能描述
2.1 系统集成
生产线工艺设备主要由单机设备和运输系统设备组成,单机设备通过运输系统[4]连接在一起。各单机设备均带有独立的电控系统,单机设备自带的液压站由各单机成套控制。运输系统由运输辊道、小车及各区域液压站等设备组成。将所有单机及运输设备无缝集成在一起,实现生产线所需要的控制功能,保持整个系统的完整性。
运输系统可与各个单机分别通信,通信方式根据单机实际情况确定,主要有点对点硬接线、PROFIBUS-DP DP/DP耦合器以及以太网。
2.2 小车电气设备与主线供电、通信连接方式
自动引导运输车(通常称小车)上设置独立的中央处理器(CPU)。CPU用作主站,以PROFIBUS协议与车载变频器、编码器通信。CPU用作从站,以PROFINET或PROFIBUS协议与主线CPU通信。液压站[5]及行走传动电机控制中心(MCC)与变频器安装在小车上,小车焊接电气设备可以放置在焊接系统的电气柜中。
小车上电气设备与主线供电、通信连接分为两种方式。
(1)供电和通信均采用拖链硬接线,地面设置接线端子箱,从地面端子箱到小车上电气箱采用拖链软电缆。
(2)供电采用安全滑触线,通信则采用无线方式。
小车供电及通信方式见表1。
小车无线通信方式方如图1所示。

表1 小车供电及通信方式列表
2.3 小车定位控制
四轮横移小车如图2所示,用于将钢管横向从输入辊道移送至缓冲、加工工位或输出辊道。小车升降通过液压驱动,横移通过变频电机驱动(焊接纵向小车采用伺服电机)。小车横移定位通过编码器实现,定位误差在±4 cm以内。
由于小车定位工位较多,每个定位过程累加之后时间就比较长,因此如能实现快速定位,则能节省较多时间。传动控制采用不带编码器的矢量控制[6]。小车定位采用中冶京诚的专有技术,按照给定波形移动,通过位置增量限幅控制最大移动速度,使位置逐步给定,再根据反馈逐步检查,最后达到精确定位。相比常规定位控制,这一控制方式精度和可靠性高,时间短,很好地解决了稳定性问题。
2.4 小车运料控制
小车运料控制以最大程度满足设备工艺生产节奏为原则。小车运料工位用一个状态字来表示,单个小车运料时,采取入口优先或出口优先两种模式。出口优先模式时,运料方向使状态字变小,即向出料方向运料。两个小车联合运料时,对于进管车而言,放管工序控制等级最高,取管工序次之,倒管工序最低;对于出管车而言,取管工序等级最高,放管工序次之,倒管工序最低。可临时改变运料优先策略。
2.5 钢管在辊道上的中心定位
钢管中心定位通过两个检测元件[7](PS1、PS2)和一个编码器来完成,PS2同时可用于辊道工位检查,编码器[8]安装在一个非传动的测量辊上,检测元件及测量辊安装在运管小车前的运输辊道之间,如图3所示。
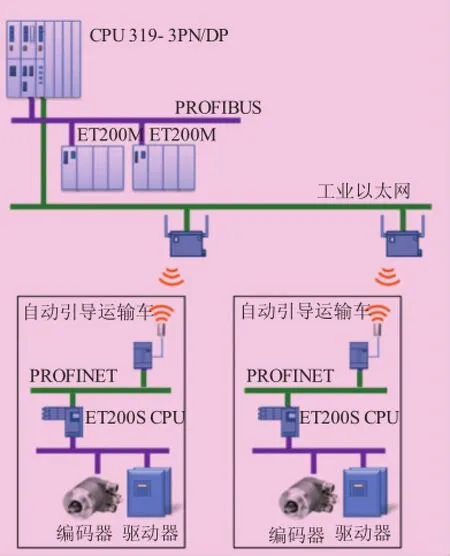
图1 小车无线通信方式

图2 四轮横移小车实物图
(1)当钢管由辊道输送通过测量辊,头部到达检测元件PS2位置时,PLC开始计数。
(2)钢管继续前进,当管尾到达PS1位置时,PLC采样当前计数值。
(3)通过上述两步,PLC测出钢管的长度,计算出钢管中心与小车中心线的距离,通过控制变频辊道的运转来实现钢管中心的精确定位[9]。定位精度为±100 mm。
2.6 物料跟踪[10]
物料跟踪系统采用人工确认跟踪方式,区域内局部自动跟踪,进而实现物料流向控制。
人工确认跟踪时,各单机设备以操作人员确认进行跟踪,运输辊道、小车等运输设备及缓冲区域对钢管原则上不进行识别及跟踪。人工确认跟踪方式实现简单,实用可靠。
2.7 HMI功能
操作人员通过HMI与控制系统交换信息,HMI采用全汉字界面显示,提供了方便灵活的选择、设定和监控功能。
HMI主要画面和功能如下。
(1)设定画面。提供生产设备组态、工艺和部分控制参数设定及修改功能。
(2)监控画面。提供传动合分闸、自动控制功能选择等操作功能,提供设备运行状态、电机运行状态、系统设定参数和实际运行参数等显示。
(3)物料跟踪画面。提供钢管跟踪信息显示。
(4)诊断画面。提供按区域、设备、信号、层次区分的诊断功能,由不同颜色进行状态标记。
(5)报警画面。提供报警信息的显示、存储与自动打印功能,提供传动故障码在线查询功能。
2.8 远程诊断
提供远程诊断及服务功能,功能关系如图4所示。远程诊断的主要优点如下。
(1)实现PLC远程连接,可在线修改程序。
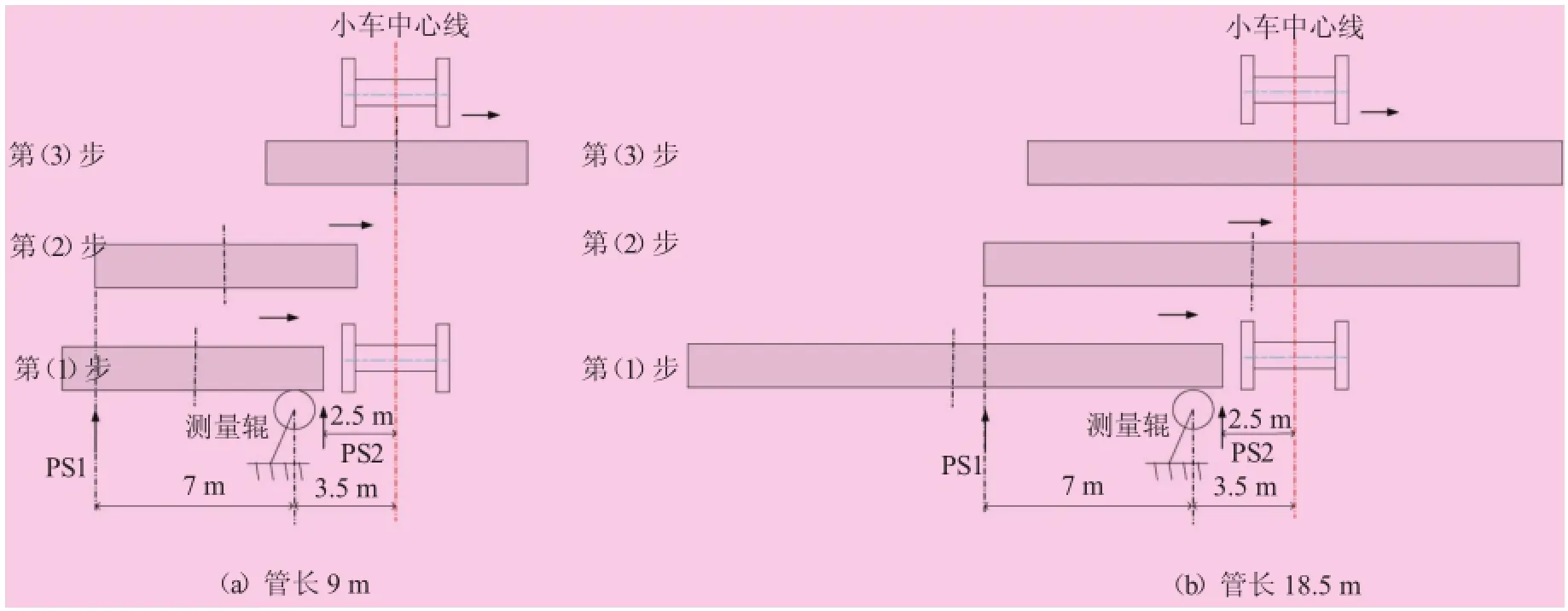
图3 辊道钢管中心定位示意图
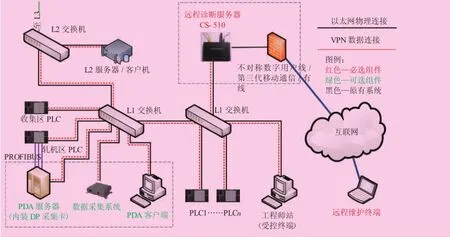
图4 远程诊断示意图
(2)L1、L2工程师站远程协助、实时交流。
(3)基于数据采集系统,实现实时数据采集分析、诊断。
(4)24 h在线提供支持服务。
(5)可减少维护人员,降低维护成本,提高维护效率,减少系统故障维护时间。
3 系统控制设备
3.1 PLC系统配置
选用西门子S7-300系列PLC。该系列PLC的逻辑及算术运算速度快,能满足各种复杂、高速实时控制的要求,且具有很高的可靠性。
该系列PLC的主要特点如下。
(1)运算速度快,在比例积分微分算法和数学函数运算等方面特别突出,尤其适用于生产线自动控制。
(2)各种配套位置控制模块齐全,性能优越。
(3)支持多种网络接口,适合在网络化大系统应用。
(4)编程指令丰富,功能强,使用简单方便。
(5)结构化编程功能强。
全线运输系统分为4个控制区域,分别由单独的PLC完成控制,CPU型号为319-3PN/DP,扫描时间不超过40 ms,资源占有率不超过70%。运管小车本体的控制采用ET200SCPU。区域性液压站由单独的PLC控制,随液压系统成套提供。
PLC配置如表2所示。

表2 PLC配置情况
3.2 分布式输入输出系统
采用ET200系列CPU,通过PROFIBUS-DP协议网络与主PLC进行通信。现场设置远程输入输出站,所有现场信号就近进入远程输入输出站内,以减少控制电缆长度。集中操作台操作信号进入台内远程输入输出站,就地操作箱根据需要设置远程输入输出站。
CPU框架及所有输入输出站设计时考虑15%的备用插槽,用于15%的数字量与模拟量输入输出备用信号。
3.3 操作台、箱设置原则
(1)在运输系统(运输辊道、小车等)较复杂的单机操作室内设置集中操作台。
(2)在加工、检查、修磨等人工操作工位设置就地操作点。
(3)在原料入口及成品出口处设置就地操作点。
此外,对4组修补工位增加无线操作盒,具体位置以最终设计为准。
3.4 HMI系统
包括工程站在内,全线共设置12套HMI系统,配置见表3。其中,上料区HMI可以录入钢板信息,包括炉号、管号、材质、规格、客户信息、生产班组、生产时间等。中央控制室HMI用于对软件开放的单体设备和辅连设备进行监控。
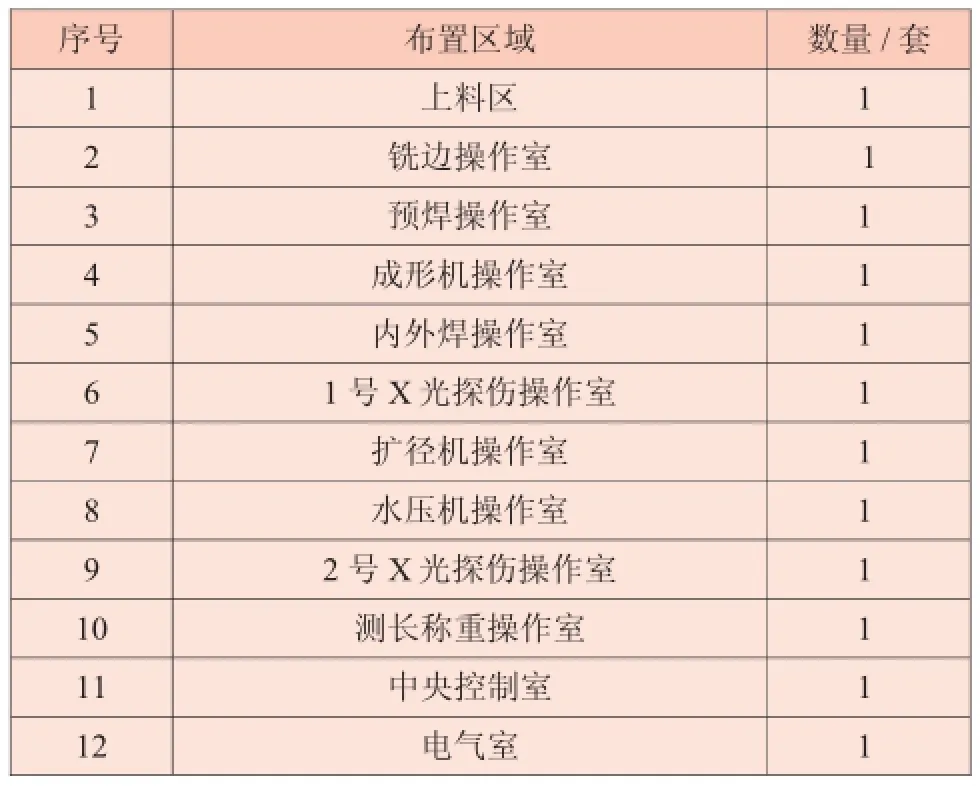
表3 生产线HMI系统配置
HMI系统采用研华工业计算机,软件选用西门子WINCC,每台工业计算机配置一套软件。
4 结论
北钢管业(营口)有限公司JCOE生产线的基础自动化控制系统,在借鉴国内多家制管生产线辅连设备和电控系统,并结合国内现有JCOE生产线新技术的基础上,进行设备优化设计,保证了供货设备和技术的先进性、适用性、可靠性,确保了整条生产线的顺利可靠运行,实际生产运行效果良好。
[1]李钢,汤跃先,汤圣先,等.JCOE生产线静水压试验压力的确定[J].装备机械,2015(3):57-59.
[2]程周.可编程序控制器技术与应用[M].北京:电子工业出版社,2002.
[3]李鹤轩.自动化系统专业基础[M].北京:机械工业出版社,2006.
[4] 李钢,韩保材,汤圣先.直缝埋弧焊管出料控制的新方法[J].装备机械,2015(4):48-51.
[5]毛好喜.液压与气动技术 [M].北京:人民邮电出版社,2009.
[6]曾锋,杨忠高,王平.五轴数控编程刀轴矢量控制技术研究[J].机械制造,2014,52(3):13-15.
[7]周继明,江世明.传感技术与应用[M].长沙:中南大学出版社,2005.
[8]周兵.两台机器人共用一个编码器的在线跟踪系统[J].上海电气技术,2012,5(4):9-13.
[9]徐科军.传感器与检测技术[M].北京:电子工业出版社,2004.
[10]王婧,朱军,李中祥,等.钢管信息跟踪系统的设计与实现[J].制造业自动化,2013,35(10):116-119.
With an overview of automation control systems for LSAW pipe production line,introduced the main function and control equipment ofthe system.In practical situations,this control system embodies the technological sophistication,applicability and reliability that can ensure the safe and stable operation of the entire production line with sound performances in application.
直缝埋弧焊管;生产;自动控制;应用
LSAW Pipe;Production;Auto-control;Application
TH-39;TP278
B
1672-0555(2016)04-034-05
2016年6月
李钢(1969—),男,硕士,工程师,主要从事直缝埋弧焊管生产与设备维护工作
