车身锁铆连接技术的应用
2016-02-09刘昌旭
□刘昌旭
上汽大众汽车有限公司 上海 201805
车身锁铆连接技术的应用
□刘昌旭
上汽大众汽车有限公司 上海 201805
锁铆连接是一种车身轻量化连接的新技术。从工艺参数、技术特点、工艺流程、设备及操作方法对锁铆技术进行了概述,同时从外观检验、金相检验、强度检验等方面介绍了进行锁铆连接后的设备质量检验。
截至20世纪90年代,汽车基本都是钢密集型车身。随着车身技术的发展,之后逐渐出现了铝密集型车身、全铝车身及纤维复合塑料密集型车身。某汽车车型的前轮罩如图1所示,绿色零件材料为铸铝合金AlSi10MnMg,材料牌号为TL 117A,与其连接的所有灰色零件均为普通钣金件。由于铝钢异型材料需要连接,因此锁铆连接工艺应运而生[1-2],笔者对此进行介绍。
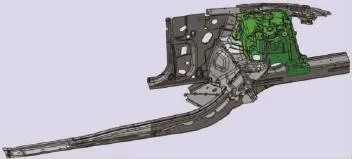
图1 前轮罩零件
1 锁铆工艺
如图2所示,锁铆铆钉在外力的作用下穿透第一层材料和中间层材料,并在底层材料中进行流动延展,形成相互镶嵌的永久塑性形变,这样的铆钉连接过程称为锁铆连接,英文简称SPR(Self-piercing Riveting)。
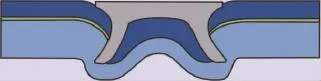
图2 锁铆工艺图
1.1 锁铆铆钉的工艺参数
锁铆铆钉如图3所示,其工艺参数包括直径、长度、几何形状、表面镀层及硬度等。

图3 锁铆铆钉
1.2 技术特点
锁铆点具有较高的抗拉强度和抗剪强度,并具有如下特点:①强度高;②适于外观质量检查;③无需钻孔,一次成形;④防水性、气密性好;⑤可以连接金属和非金属材料,以及进行多层材料的组合;⑥可以连接不同厚度、不同强度的材料;⑦机械连接,无热效应。
1.3 工艺过程
锁铆连接的工艺过程包括六个阶段:定位、预压、夹紧、冲裁、扩张、成形,如图4所示。
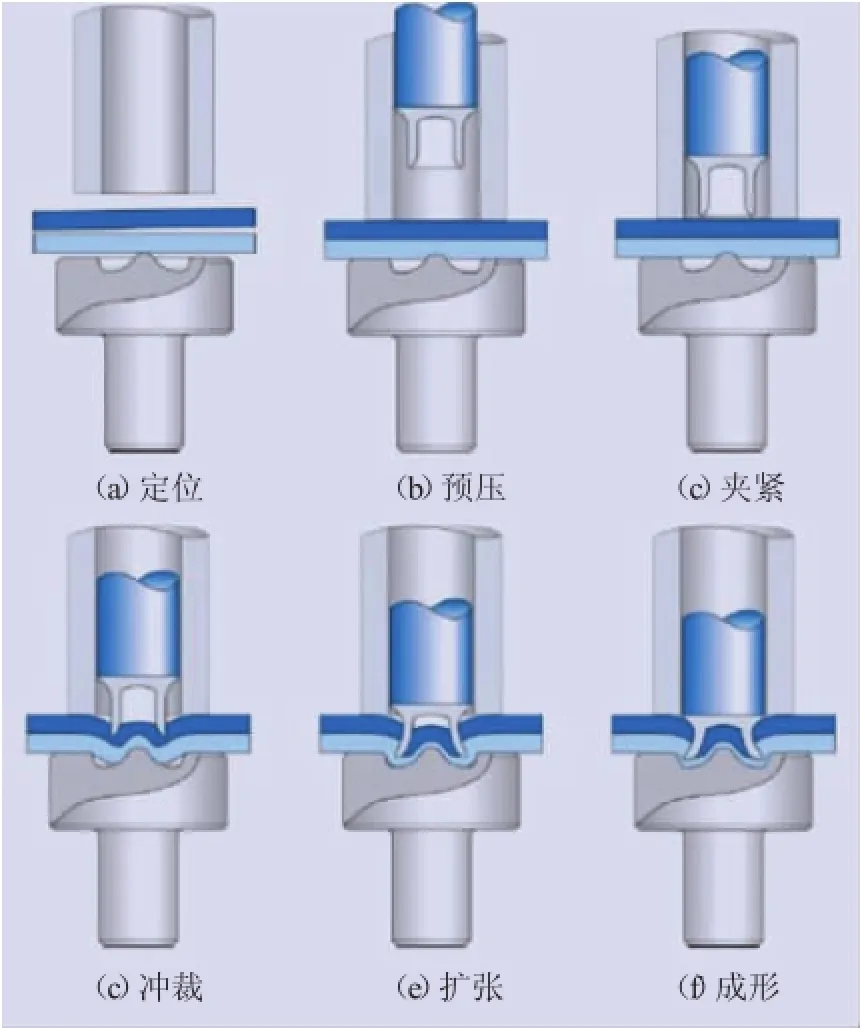
图4 锁铆连接工艺过程
1.4 质量影响因素
影响锁铆连接质量的因素包括四个方面:锁铆铆钉、下胎模、预夹紧压力、锁铆压力和位移,如图5所示。
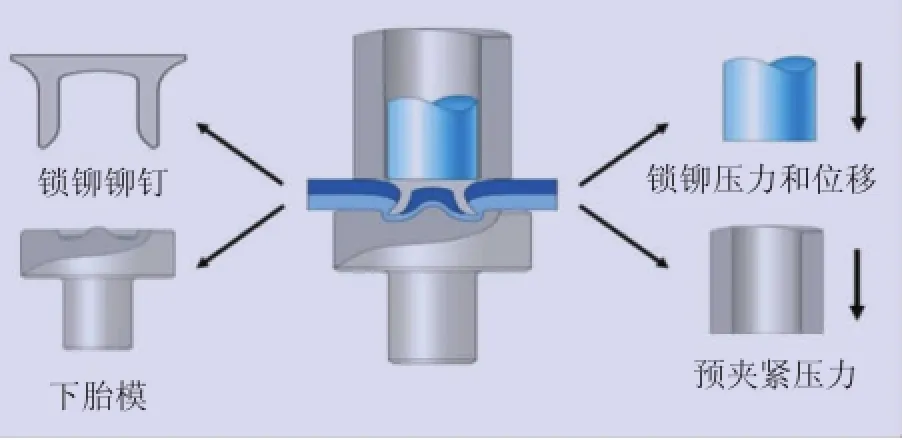
图5 锁铆连接质量的影响因素
2 锁铆设备
2.1 设备的构成
锁铆设备主要由液压站、铆枪平衡缸、锁铆编程器、铆枪C型架、电缆、送钉管、铆枪上下模组成,如图6所示。
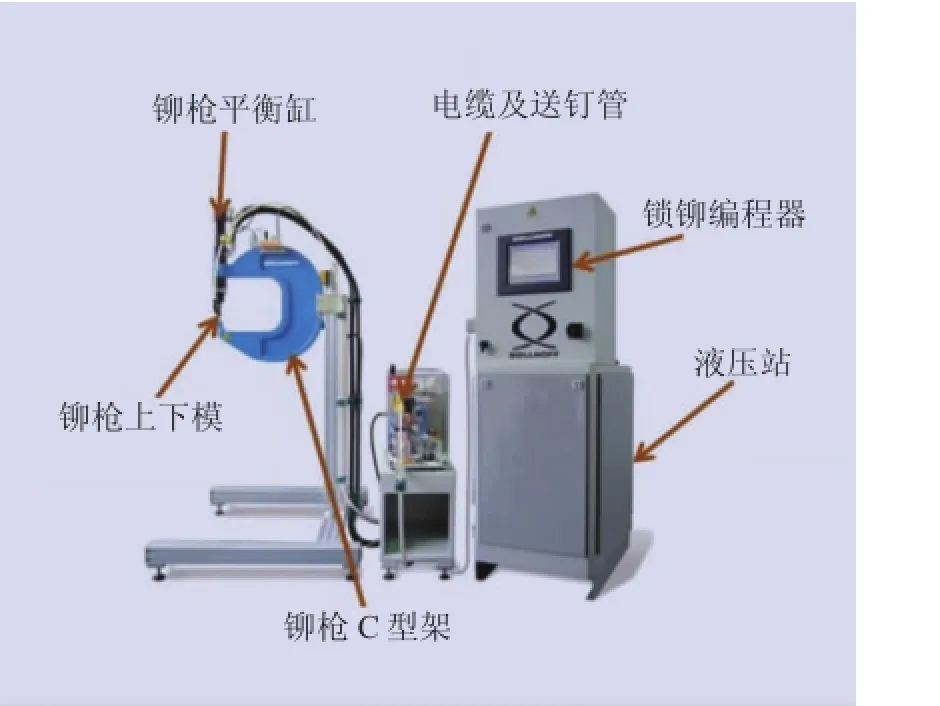
图6 锁铆设备
2.2 设备的操作方式
设备的操作方式分为便携式、手动操作方式与自动操作方式,如图7所示。

图7 锁铆设备操作方式
3 质量检验
锁铆连接的质量检验包括三种方式:外观检验、金相检验及强度检验。
3.1 外观检验
外观检验常用的检测工具为隔套百分表。隔套尺寸(外径×内径×长度)为φ12 mm×φ8 mm× 40 mm。百分表如图8所示,其中左侧为普通百分表,右侧为隔套百分表。外观检验的质量要求如下:①进行位置、数目、冲铆方向检查;②进行板材和铆钉裂纹检查;③进行铆接底部的旋转对称性检查,对称度≤0.40 mm;④测量锁铆的顶厚,即顶部高出板材的厚度,要求≤0.30 mm;⑤测量锁铆顶部低于板材的厚度,要求≤0.15 mm;⑥下板材不能被铆钉穿透;⑦铆钉头部的涂料不能被破坏;⑧铆钉15 mm内不能有焊缝;⑨每班三次检验,首、中、尾各一次,并做好检验记录。

图8 百分表
3.2 金相检验
金相检验是检查锁铆连接机械性能的重要手段,通过二维金相试样磨面的显微组织测量,确定连接部位断面的形貌及参数,从而为科学评价锁铆工艺性能提供可靠的数据。金相检验常用工具为切割机、制样机、抛光机、显微镜,具体要求见表1。
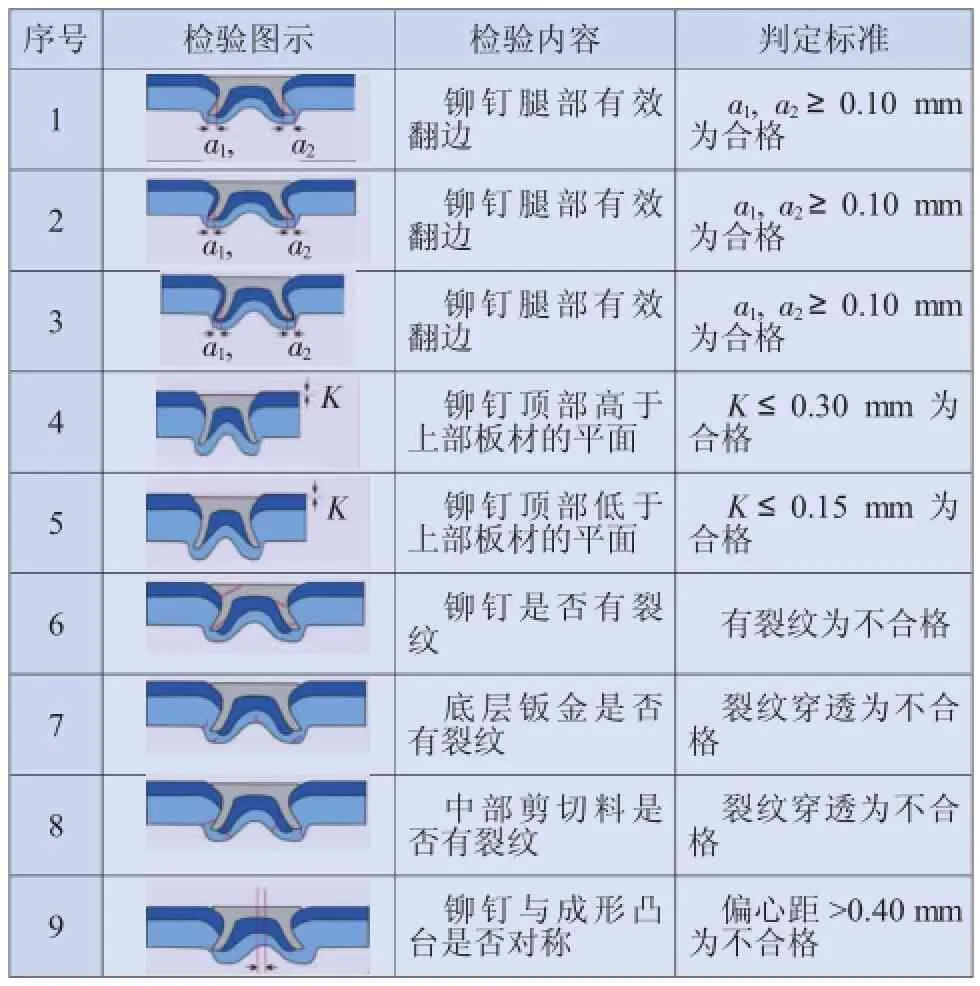
表1 金相检验的具体要求
金相检验的补充说明如下:①从中轴线位置进行切割;②对于日常的批量监控,宏观切片可满足要求;③显微切片应在固定的时间间隔进行,或当发现有缺陷时进行;④需要进行认可试验时,显微切片是必要的;⑤对于在试片上进行的检验,每一项检测至少需要5个切片,且在至少10倍放大倍数下检查;⑥对于间隙和涂层后的评价,应使用50倍或更大的放大倍数。
3.3 强度检验
强度检验的料片尺寸如图9所示,夹紧区域被标记为深灰色,料片的宽度b0为45 mm,长度I0为115 mm,自由夹紧长度IF为95 mm,重叠长度Iu为18~25 mm。强度检验时的样本装配点需要位于重叠的几何中心。为确保结果的可比性,自由夹持长度IF和Iu需要保持恒定。对于所有的测试,5个样本是必要的,测试速度为10 mm/min[3]。
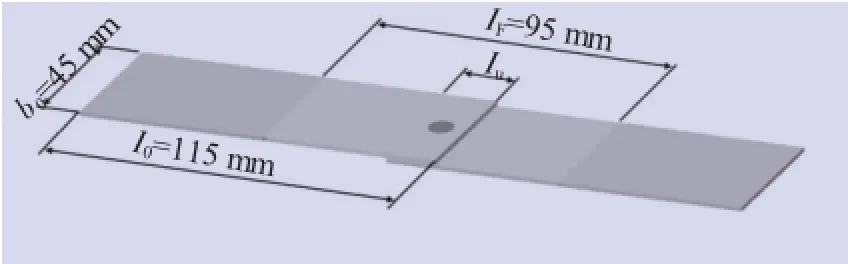
图9 料片尺寸图
铆钉出现断裂是不允许的,因此断裂形式必须记录。锁铆连接的三种断裂形式如图10所示。

图10 铆钉断裂示意图
认可检验或批量监控时,需要制备5个试样进行检验。批量监控时,内部检验合格后,可以不进行强度试验。
3.4 不合格品的返工
在生产过程中,有时会出现不合格的锁铆连接点。如果发现不合格现象,需要对不合格品进行返工。返工前需要准备返工工具,包括手枪钻、钻头及手动拉铆枪等。对需要返工的部位进行清洁,然后钻孔,并用抽芯铆钉进行拉铆连接。返工连接的抽芯铆钉代码为WHT005 413,如图11所示。

图11 抽芯铆钉
4 结束语
近年来,随着车身轻量化技术的发展,各类轻量化连接技术不断推陈出新,除本文介绍的锁铆技术外,还有热熔钻技术、摩擦焊接接合技术、实心铆钉冲铆接合技术、咬口连接接合技术、胶粘接合技术等[4-13]。由于轻量化连接技术的大批量工业应用在我国汽车行业起步较晚,各方面经验不足,因此本文介绍锁铆技术,意在抛砖引玉、相互交流。
[1]克莱恩.轻量化设计:计算基础与构件结构[M].陈力禾,译.北京:机械工业出版社,2010.
[2]王云庆.锁铆铆接:汽车轻量化的连接工艺[J].汽车与配件,2012(1):22-23.
[3]黄志超,姜宁,王建忠.实心铆钉自冲铆接数值模拟及参数优化[J].锻压技术,2009,34(3):68-71.
[4]孙子健.异种金属摩擦焊接头结合的特点[J].焊接学报,1980,1(2):74-79.
[5]陈学文.热熔钻孔/攻丝技术原理及其应用[J].工具技术,2007,41(7):101-102.
[6]陈阿海,孙瑶.不锈钢热熔钻与拉铆螺母对比工艺研究[J].技术与市场,2016,23(2):24,26.
[7]黄志超,刘晓坤,夏令君,等.自冲铆接、无铆钉铆接与电阻点焊速度对比试验研究 [J].中国机械工程,2012,23(20):2487-2491.
[8]黄志超,刘伟燕,夏令君,等.铆钉高度和边距对自冲铆接连接质量的影响 [J].机械科学与技术,2012,31(9):1401-1405.
[9]李永兵,李亚庭,楼铭,等.轿车车身轻量化及其对连接技术的挑战[J].机械工程学报,2012,48(18):44-54.
[10]杜坤,吴卫枫,魏庆丰,等.车身轻量化材料及其连接技术分析[J].汽车工艺与材料,2013(5):18-23.
[11]胡远忠,刘勇.汽车白车身自动焊接机构设计研究[J].机械制造,2004,52(5):84-86.
[12]林辉,张磊.浅谈激光拼焊板在汽车车身上的应用[J].机械制造,2010,48(8):66-68.
[13]孙莉莉.浅析激光钎焊技术在白车身焊接中的应用[J].机械制造,2015,53(7):82-84.
Self-piercing riveting is a new technology for lightweight body connection.Presented a general description on the lock riveting technology that covers process parameters,technical characteristics,process flow, equipment and operation mode,and an introduction on quality inspection after the self-piercing riveting in the fields of visual inspection,metallurgical testing and strength testing.
机动车;锁铆连接;应用
Motor Vehicles;SPR;Application
TH131.1
B
1672-0555(2016)04-017-04
2016年5月
刘昌旭(1970—),男,本科,工程师,主要从事工艺样车生产制造工作
