基于模糊PID控制的碳纤维角联织机送经系统的纱线张力控制
2016-02-08刘国辉蒋秀明1薇1行超骑
刘国辉,蒋秀明1,,刘 薇1,*,行超骑
(1 天津市现代机电装备技术重点实验室,天津 300387;2 天津工业大学机械工程学院,天津 300387)
基于模糊PID控制的碳纤维角联织机送经系统的纱线张力控制
刘国辉2,蒋秀明1,2,刘 薇1,2*,行超骑2
(1 天津市现代机电装备技术重点实验室,天津 300387;2 天津工业大学机械工程学院,天津 300387)
张力控制时碳纤维角联织机控制系统的核心,而作为织机五大机构的送经系统,是织机张力控制的关键部分,为了弥补普通控制方法在张力控制中的不足,本文在建立了送经系统的模型的基础上,提出了一种基于模糊控制器的PID的控制策略。在MATLAB中通过对模糊PID与传统PID控制的仿真对比表明,本文提出的模糊PID的控制方案与传统PID相比具有超调量小,响应迅速的优点,更适用于对碳纤维角联织机张力的控制。
送经系统;张力控制;模糊PID;碳纤维角联织机;动力学建模
0 引言
碳纤维角联织机是一种用于织造碳纤维织物的新型织机,碳纤维织物作为碳纤维复合材料的主要成分,其织物性能直接影响碳纤维复合材料的性能,而织物织造过程中的张力控制又直接决定织物质量的优劣,因此控制碳纤维纱线的张力具有重要的研究意义。
1 送经系统
在碳纤维多层角联织机中,送经机构的作用是为开口运动提供所需的经纱,并保证纱线张力的恒定的存储量,使纱线张力保持在上机张力允许的波动范围之内,从而降低碳纤维的磨损和断纱的产生,送经机构作为织机的五大核心机构之一,是控制纱线张力的重要环节。
碳纤维送经系统是由送经部件、张力部件和拢纱部件三大部件组成,纱线依次经过送经部件,张力部件和拢纱部件送往开口系统。
送经部件是经纱的起点位置,通过控制经纱主轴的转速来控制织机系统中由送经机构和卷曲机构引起的经纱张力中的低频分量,送经系统采用伺服电机加两级减速的传动方案,第一级为行星齿轮减速器,第二级为蜗轮蜗杆减速箱,由涡轮带动送经主轴传动;
张力部件的张力摆辊是用来提供经纱织造时的张力,并存储因为开口运动和打纬运动过程中产生的张力变化的高频分量,通过调整回摆弹簧的长度,为使经纱织造过程保持恒定的上机张力。
拢纱部件的主要作用是将送经机构送出的多层经纱集中到一定的高度范围内,方便出入主机。
2 送经部件纱线退绕数学模型
为保证织机经纱在织造过程中的张力恒定,经纱主轴应该完成一系列的纱线退绕动作,为了在送经过程中对经轴退绕过程进行有效的控制,需要对经轴主轴退绕运动建立数学模型,送经部件应该保证经轴以恒定的线速度送出经纱,从而保证主轴从满轴到空轴的整个退绕过程中的经纱的张力恒定。
2.1 织轴经纱的动态转动惯量
在织机的织造过程中,经轴的经纱被不断的送出,经轴的半径不断减小,质量也随之减小,因此送经系统是一个时变的,织轴的转动惯量为:
式中:ρ—经纱的质量密度(包括占积率);b—织轴卷绕宽度;r1—为经轴的半径(时变量);r0—空轴的半径;
由上式可以看出,在整个织造过程中,由于r1的值始终在变化,因此织机的转动惯量也会随之变化,r1等于:
上式中,δ为每层经纱片的厚度;rm为织轴满轴半径;n为经轴上经纱退绕的层数;Φ为经轴的角位移;
3式代入2式:
将式4中的r12代入式1中可得:
经纱的张力矩MT为:MT=iTR
式中i为减速比,T为张力,R为经轴半径;
2.2 经轴受力分析
经轴的受力情况如图1所示:对轴心位置列运动方程为:
上式中:JZ为经轴的转动惯量;CS为经轴主轴的粘性摩擦系数;ω为经轴的角速度;i为电动机主轴到送经主轴的传动比;M0为电动机的电磁转矩;JD为电动机的转动惯量;Jk为经轴空轴时的转动惯量。
张力的变化量为:
式中,v2为纱线卷曲线速度;v1为纱线退绕线速度;Kf为纱线张力系数;
根据式8绘制出纱线退绕的结构如图2所示:
由结构图看出,经轴装置的数学模型含有经轴半径立方项和4次方项,由此可见环节具有非线性和参数时变性,经轴半径和转动惯量在送经过程中均是时间的函数,导致系统的模型中出现经轴半径的4次方项和经轴半径与转动惯量乘积项,系统内部机理较为复杂。
在处理非线性环节时,通常在分析系统机理的基础上进行线性化处理,考虑到织机的织造速度相对较低,碳纤维纱线单层厚度非常小,因此,经轴半径在短时间内变化非常小,近似认为不变,相应地经轴半径的导数为零,得到如图3所示的经轴系统简化结构图。
根据图3求出以经轴张力为输出量和以电机电磁转矩为输入量的经轴系统传递函数:
经简化处理后,经轴装置的传递函数为二阶惯性环节。因此,可以进行送经轴的张力闭环控制算法的设计。
将经轴尺寸参数和碳纤维性能参数带入式(10),同时取经轴半径为0.5米,经轴对象传递函数为:
式11就是在对系统进行线性化之后获得的二阶系统传递函数。
3 经纱张力控制方案
3.1 传统PID控制
经纱的张力控制,就是通过对经纱张力的设置值与检测值之间的比较,然后通过对控制经轴的伺服电机的速度控制,达到为张力的控制:
PID控制器是一种线性调节器,它将设定的纱线张力与实际的输出张力作对比,获取张力偏差参数e(t),然后将偏差的比例、积分、微分通过线性组合构成控制变量,对张力进行控制,其控制原理为:
3.2 模糊参数自整定PID控制
模糊参数自整定PID控制器是以误差e和误差变化率ec作为输入,利用模糊控制规则,将PID控制中的比例系数、积分系数和微分系数与e和ec之间建立模糊关系,然后,通过模糊控制器对e和ec的实时监测,动态的改变三个控制参数,实现实时的动态调整,其控制原理如图:
模糊PID控制的核心思想就是利用系统的偏差和偏差变化率作为模糊控制器的输出量,借助隶属度函数,并基于一定的模糊规则对系统中的PID控制器中的参数kp,ki,kd进行实时的在线调整,从而对系统的动态变化进行有效的控制。
模糊控制器的输入量为张力偏差e和张力偏差变化率ec,输出变量U为ΔKp,ΔKI和ΔKD,因此是一个双输入,三输出的模糊控制器。
输入量e和ec以及三个输出量:ΔKp,ΔKI和ΔKD的隶属度函数采用三角形技术度函数,将论域分为7个模糊集,分别为:NB(负大),NM(负中),NS(负小),ZO(零),PS(正小),PM(正中)和PB(正大),根据模糊规则写出输入量与输出量之间的49条模糊规则,其模糊规则表见表1。
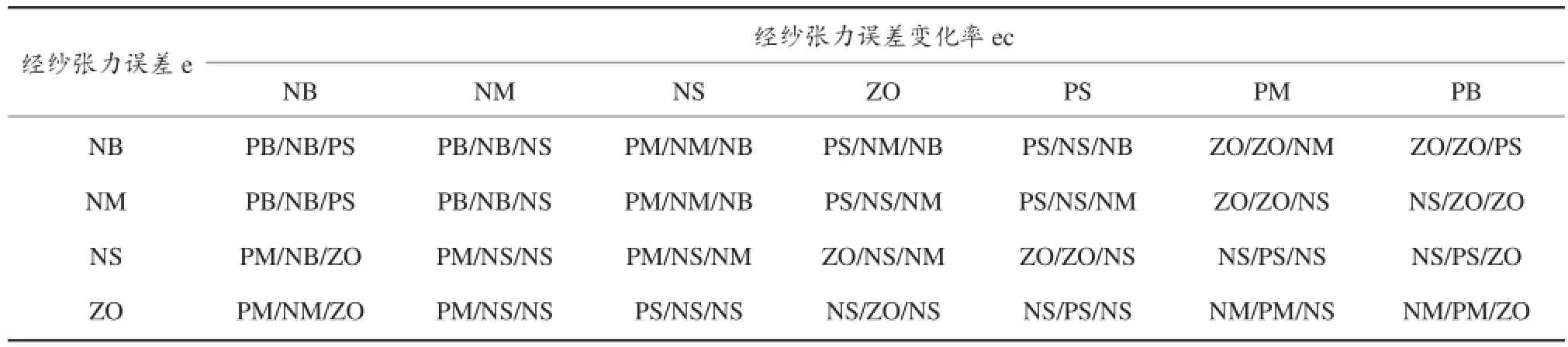
表1 ∆Kp/∆Ki/∆Kd的模糊规则表

续表1
模糊控制的决策中的模糊交(and)采用min算子,模糊或(or)采用max算子,清晰化(defuzzification)采用centroid算法。
利用清晰化后的参数ΔKp,ΔKI和ΔKD对PID控制器的参数进行修正,从而获得修正后的Kp,KI和KD参数。
4 基于Simulink 仿真
借助matlab中的simulink仿真模块,搭建出系统的仿真框图,采用阶跃信号作为输入函数,图中的Fuzzy Logic Controller是通过FIS编辑器设置的模糊控制器,根据专家经验,设置Kp的初始值为12,KI的初始值为2,KD的初始值为0.5,调整参数a,b,c设置为1,0.2和0.05,同时对普通PID算法与模糊PID算法进行仿真。
根据搭建的仿真框图进行仿真,仿真图如下图所示:
5 结论
从仿真结果可以表明,普通PID控制响应速度虽然略快于模糊PID控制,但是模糊PID算法的超调量仅为20%,并且系统达到稳定所需的时间仅为PID控制的50%,系统更加的稳定并且控制张力更加的精确,较普通PID控制算法能够更好地适应对经纱张力控制的要求。
[1] 郑 华. 电子送经卷取系统的研究与开发[D]. 上海:东华大学,2012.
[2] 陈家新. 剑杆织机经纱张力数学模型及仿真[J]. 上海:东华大学学报,2012.
[3] 李贤喆, 江 兵, 王 强, 李轩恺 . 模糊PID控制在轮式机器人直立系统中的应用[J/OL].计算机技术与发展, 2016(9). http://www.cnki.net/kcms/detail/61.1450.tp. 20160823.1112.008.html.
[4] 李 涛.剑杆织机送经卷曲运动的双控法研究[J].测控技术, 2015(34):67-70.
[5] 王 藩.经纱张力的模糊参数自整定PID控制研究[J].浙江理工大学学报,2009(26):165-168.
[6] 潘 亮.基于模糊PID主从式方法的多电机同步控制[J].微型机与应用,2016(35):5-7.
[7] 吴飞青.基于模糊专家控制的织机经纱恒张力控制研究[J].中国机械工程,2008(19):384-387.
[8] 马小鱼.模糊PID复合控制算法的有效改进[J].现代电子技术,2016(39):153-155.
[9] 杨小龙,涂鑫阳,马自会.基于改进模糊PID算法的空燃比控制策略研究[J].湖南大学学报(自然科学版), 2015(42):34-39.
[10] 谢 宏,杨 鹏,陈海滨,等.遗传优化模糊PID融合算法的5自由度机械手控制[J].电子测量与仪器学报,2015(29):21-30.
[11] 杨 璐,雷菊阳.基于MATLAB的参数整定模糊PID控制器的两种设计方法[J].计算机测量与控制,2015, 23(4):1212-1214.
[12] LI C S, ELBULUK M. A robust sliding mode observer for permanent synchronous motor drives[C]. Proceedings of IEEE IECON'02. Piscataway, New Jersey: IEEE Press, 2002:1014-1019.
[13] CHU J B,HU Y W,HUANG W X, et al. An improved sliding mode observer for position sensorless vector control drive of PMSM[C]. Proceedings of IPEMC'09. Piscataway, New Jersey: IEEE Press,2009:1898-1902.
[14] JanabiSharifi F. Design of a Self- adaptive FuzzyTension Controller for Tandem Rolling Source[J] .IEEE Transactions on Industrial Electronics, 2005,52(5):1428O1438.
Yarn tension control of warp yarn feeding system of carbon fiber loom based on fuzzy PID control
LIU Guo-hui2, JIANG Xiu-ming1,2, LIU Wei1,2*, XING Chao-qi2
(1. Advanced Mechatronics Equipment Technology Tianjin Area Major Laboratory, Tianjin 300387, China;2. School of Mechanical Engineering,Tianjin Polytechnic University, Tianjin 300387, China)
Accurate control of the carbon fiber angle contact loom tension change law is tension control is the key, and it as a loom five bodies sent by the system and is a key part of the loom tension control, in order to make up the shortage of ordinary control methods in the tension control, this paper in the establishment of the send system model based on the proposed a control strategy of PID controller based on fuzzy. In MATLAB through the comparison of the simulation of fuzzy PID and traditional PID control, the results show that the fuzzy PID control has the advantages of small overshoot, quick response, more applicable to the control of tension.
delivery system;tension model;fuzzy PID;carbon fiber loom;dynamics modeling
TS103.2
A
投稿日期:2016-10-30
刘国辉(1991-),男,硕士研究生,研究方向:机械工程。
