基于MasterCAM手机凸模的数控加工
2016-01-29张秀萍马春林
张秀萍,马春林
(1. 新疆轻工职业技术学院,新疆 乌鲁木齐 830021; 2. 石河子职业技术学院,新疆 石河子市 832000)
基于MasterCAM手机凸模的数控加工
张秀萍1,马春林2
(1. 新疆轻工职业技术学院,新疆 乌鲁木齐 830021; 2. 石河子职业技术学院,新疆 石河子市 832000)
摘要:分析零件的结构特点,应用Pro/E软件的设计模块构建零件加工图形,应用MasterCAM制造模块对零件进行加工模型的创建、加工设置、数控仿真和数控编程,利用MasterCAM的后处理功能,自动生成零件的数控加工NC代码,提高了零件的加工制造速度。
关键词:刀具路径;数控加工;自动编程
CNC Machining of Phone Convex Model Based on MasterCAM
ZHANG Xiuping1, MA Chunlin2
(1. XinJiang Institute of Light Industry Technology,Wulumuqi 830021,China;
2. Shihezi Vocational Technical College,Shihezi 832000,China)
Abstract:Based on analysis of structure characteristics of parts, this paper the module designed by Pro/E to generate the processing graphics for the parts. And the manufacturing module of MasterCAM is used to create a process model, process settings, NC simulation and numerical control programming. The post processing functions of MasterCAM can be used to automatically generate the NC code of the part for NC machining. This improves the processing speed of the parts.
Keywords:tool path; CNC processing; automatic programming
0引言
当今CAD/CAM技术日臻完善,在现代模具的设计制造中发挥着越来越重要的作用, CAD/CAM技术已成为现代塑料模具制造不可或缺的技术。手机行业的竞争和发展,带动了很多技术的发展和革新。以Pro/E和Mastercam软件为平台,对手机凸模进行三维建模,然后根据产品形状进行数控加工仿真,并设计加工工艺,缩短手机设计与制造周期,提高手机设计质量,降低企业生产成本。
1手机凸模建模
MasterCAM是美国CNC Software Ine公司开发的一款功能强大的CAD/CAM软件,CAD造型和CAM数控编程集成于一个系统环境中,可完成零件的几何造型、刀具路径生成、加工模拟仿真、数控加工程序生成与数据传输。设计模块集2D和3D的线框、曲面和实体造型于一体,具有全特征化造型功能以及强大的图形编辑、转化和处理功能。现采用Pro/E软件作为3D建模设计平台,对零件图(如图1)所示的手机凸模型进行3D设计,在生成3D实体后,导入到MasterCAM软件中,由 MasterCAM软件自动生成刀具运行轨迹的NC数据并传送给加工中心,由加工中心来完成零件的实际加工。
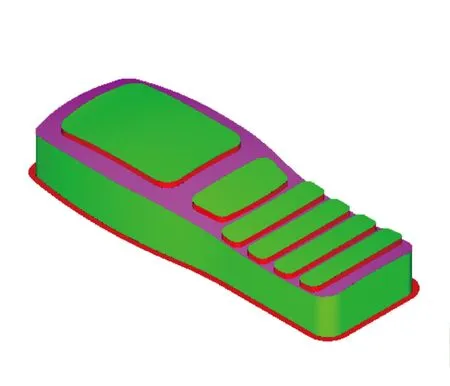
图1 手机凸模型
2手机凸模的零件分析
零件图样分析主要是分析零件的形状、尺寸、技术要求、定位基准及毛坯等。
2.1零件结构分析
手机凸外壳结构简单,但在加工中间间隙时难度较大。
2.2零件工艺分析
零件工艺包括毛坯性能、定位基准、装夹方式及加工切削用量、刀具的选用。
a) 零件特点
零件的材料为Q235A,尺寸为160mm×160mm×60mm,该零件主要是由圆弧面和槽组成.该零件形状结构并不是太复杂,多处转接圆角,使用的刀具比较多,由于材料是Q235A,切削性能比较好,选用高速钢刀具来加工。由于加工的是一个凸模,要特别注意切削深度和主轴的转速。
b) 选择安装基准、确定装夹方式
该零件是已磨了6个面的长方体,其任意一面可以作为基准平面。在装夹时,正确选择定位基准对保证表面间的位置要求(位置尺寸和位置精度)和安排加工顺序都有很大的影响。一个零件加工的基准包括设计基准、定位基准和装配基准。一般都是采用设计基准作为定位基准的基准重合原则,这样可以避免基准之间的误差。选择装夹时,在数控加工中心中夹具的主要任务就是保证零件的加工精度,夹具要有足够的刚性和强度。
确定加工顺序及走刀路线。一般都是采用先面后孔,基准先行,先粗后精的原则。
c) 选择数控刀具
加工中心最高主轴转速是4000r/min,刀具要具有较高的刚度和良好的断屑性能,刀头材料热脆性要好。鉴于这个零件结构,要用到平铣刀和球刀两大类,有d16的平刀、d12的平刀、d6的平刀、d3的平刀、d2的平刀、R2.5的球刀。
d) 制定工艺路线
1) 对于手机壳模的加工,只用到曲面铣槽粗加工、曲面等高粗加工、曲面平行粗加工、粗加工曲面平行铣、精加工曲面平行铣、平面铣槽、外形铣等加工方法。
2) 加工阶段的划分一般情况下,在加工中心的零件已在其他机床经过粗加工,加工中心只是完成最后的精加工,根本就不需要划分加工阶段,但由于零件对加工精度要求不高,加工余量又不是很大,又属于单件生产,可以充分地利用加工中心优势,把粗精加工合并进行。
3) 加工顺序的安排理想的加工工艺不仅要保证加工精度还要充分地发挥机床的功能,加工顺序一般都遵循先粗加工﹑再半精加工﹑然后精加工,尽量减少装夹数次,减少刀具空运行时间,把安全高度﹑下刀位置设低一点。
3零件加工编程及参数设置
MasterCAM 是一套具有优秀的数控编程功能,有效地解决了几何造型、零件几何形状的显示,交互设计、修改及刀具轨迹生成,走刀过程的仿真显示、验证等问题的软件。采用MasterCAM 对由Pro/E所生成的手机外壳凸模后,生成IGS文档进行NC 加工。参照前面手机外壳凸模的零件分析,考虑到精度问题,采用粗精加工相结合达到的加工效果如图2所示。

图2 凸模加工效果图
a) 手机外壳凸模的工件参数设定
在对手机外壳凸模粗加工前必须进行坯料工件参数的设定。如图3所示,工件是160mm×160mm×60mm的Q235钢,工件原点是(0,0,0),进给率的计算设为依照刀具,最大转速设为4000r/min。

图3 工作参数设置
1) 粗加工
首先对该零件整个外形进行三维曲面铣槽粗加工,选用d16的圆鼻刀平刀,为达到好的效率,设z下刀量为0.5mm,主轴转速为900r/mim,z轴下刀速率300r/mim,余量留0.2mm。曲面粗加工铣槽时采用螺旋下刀,但深度较深,刀径较大所以会有跳刀现象,为限制它的下刀高度先下到-25.5mm,限制它下刀的深度为-17mm。同时也要外型铣,粗铣留给的余量是0.2mm。切削间距是直径的75%,切削间距距离是22.65mm。
2) 半精加工
由于粗加工还留下0.2 mm作为精加工余量刀把余量清除掉。
为此再用d5的球刀对整个凸模进行曲面等高精加工,加工出来的效果为图4所示。
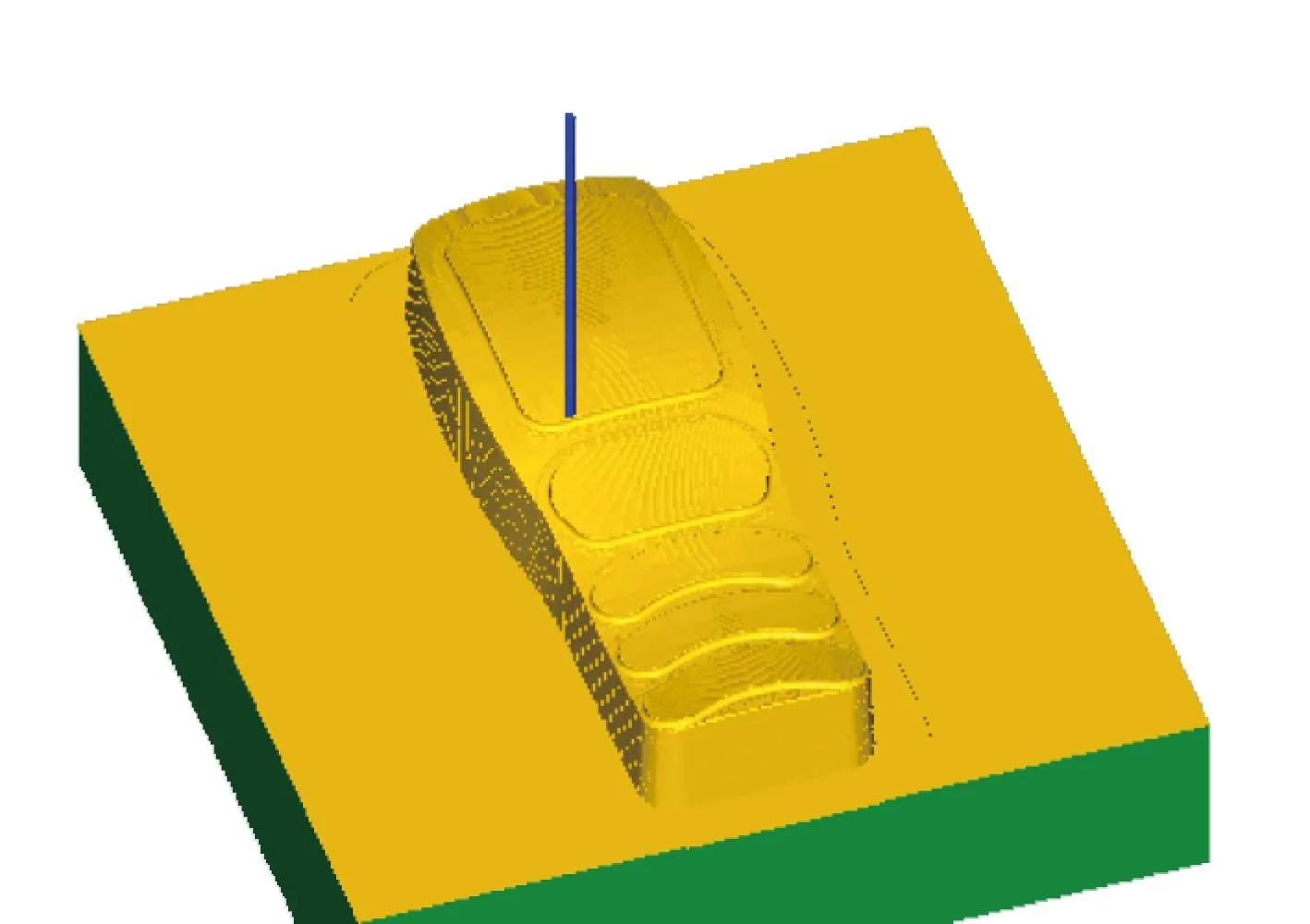
图4 精加工结果
b) CAM编程过程中的参数选项设置
MasterCAM中加工参数的设计是非常重要的,合理的参数要通过理论与实践的结合得出。不同材料的加工参数也不同,具体情况具体分析。在CAM编程过程中的参数选项设置都是通过查表和经验相结合而设定的。如选用d30的圆鼻合金刀,对整个外形做三维曲面挖槽粗加工,那可以在切削用量选择表中输入刀具的直径,就可以得到相应的参数。刀具参数如图5所示。
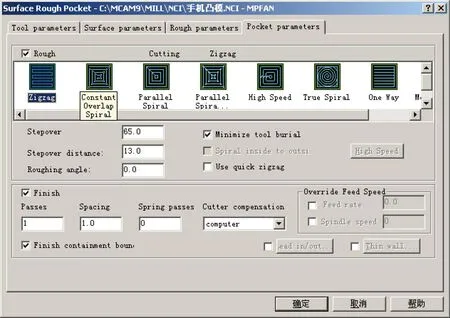

图5 刀具参数的设定
4Mastercam后置处理
Mastercam后置处理主要是使编程软件的代码和机床的编程代码相一致。一般不同型号的机床使用的代码也不同。所以编程时首先要熟悉所使用的机床编程软件的代码。由于学校的刀夹头有限,因此需要每一把刀出一个NC。当程序编好后还不能马上传输进加工中心,还需要调整。需要把G21的指令删去,因为这样可以区分公制和英制。把A0删掉,因为机床没第4轴,把M 6指令删去,因一把刀出一个程序没有换刀,同样还要把G43删去,因为没有刀具长度补偿。这些设定好后,就可以正式加工了。
5结语
MasterCAM软件能方便地建立零件的几何模型,设置好工艺参数后能自动生成数控代码,缩短编程人员的编程时间。特别对复杂零件的数控程序编制,可大大提高程序的正确性和安全性,降低生产成本,提高工作效率。
参考文献:
[1] 孙祖和. MasterCAM设计制造范例解析[M]. 北京:机械工业出版社, 2005: 121-129.
[2] 李凯. CAD /CAM与数控自动编程技术[M]. 北京:化学工业出版社, 2003: 56-72.
[3] 陈洪涛. 数控加工工艺与编程[M]. 北京:高等教育出版社,2001.


收稿日期:2014-01-07
中图分类号:TP391.73
文献标志码:B
文章编号:1671-5276(2015)04-0052-02
作者简介:张秀萍(1978-),女,四川安岳人,副教授,硕士,研究领域为CAD/CAM,数控编程与加工。
