穿孔机四辊定心装置液压系统的新设计
2015-12-28孙国庆
孙国庆
(太原科达重工成套设备有限公司,山西 太原 030027)
近年来无缝钢管在我国钢铁产量中所占的比重越来越大,由于其用途的广泛性和重要性,对其质量提出了较高的要求,而壁厚偏差是无缝钢管的一个重要质量指标[1-2]。穿孔是热轧无缝钢管生产中最重要的变形工序之一,毛管的壁厚精度直接影响热轧成品管的壁厚精度。在穿孔过程中,顶杆偏移、毛管甩动是引起毛管壁厚不均的主要原因。为了将顶杆准确地控制在轧制中心线上,限制毛管在轧制过程中的甩动,穿孔机后台设置有多架定心导向装置。通过四辊定心装置的优化液压系统,高效、经济地解决了这些问题。
1 机械方案设计
2013年太原科达重工成套设备有限公司给浙江某钢管公司设计了一套Φ720 mm穿孔机组,穿孔机后台设置5架三辊定心装置,由于穿孔机中心线距第1架三辊定心装置中心线为3 900 mm,造成穿孔顶头在穿孔时与支撑顶杆的第1架三辊定心装置形成悬臂梁结构,使顶头在穿孔过程中不规则跳动,造成顶头受力不均,引起壁厚偏差[2]。为了利于顶杆的稳定,在第1架三辊定心装置和穿孔机本体之间增加一套四辊定心装置,该四辊定心装置在不影响结构布置、操作空间下尽可能地靠近顶头,四辊定心装置安装在穿孔机牌坊出口侧,其中心线距穿孔机中心线为1 950 mm,大大改善了顶头在穿孔过程中受力不均的情况,四辊定心装置安装结构如图 1 所示[3]。四辊定心装置安装在穿孔机牌坊出口侧,液压缸的液压驱动上下滑块控制定心辊抱顶杆和抱毛管的位置;定心辊装配在上下滑块上,滑块在机架的U型滑道里上下移动,U型滑道保证了定心辊前后左右方向的定位;液压缸与滑块通过球面垫挠性连接,以防止滑块在上下移动中因摩擦力的不均衡而卡位,造成液压缸缸杆头部断裂。通过调整调节限位块2的位置来控制四辊定心装置的毛管开口度,同时也为液压系统2提供了校正基准。
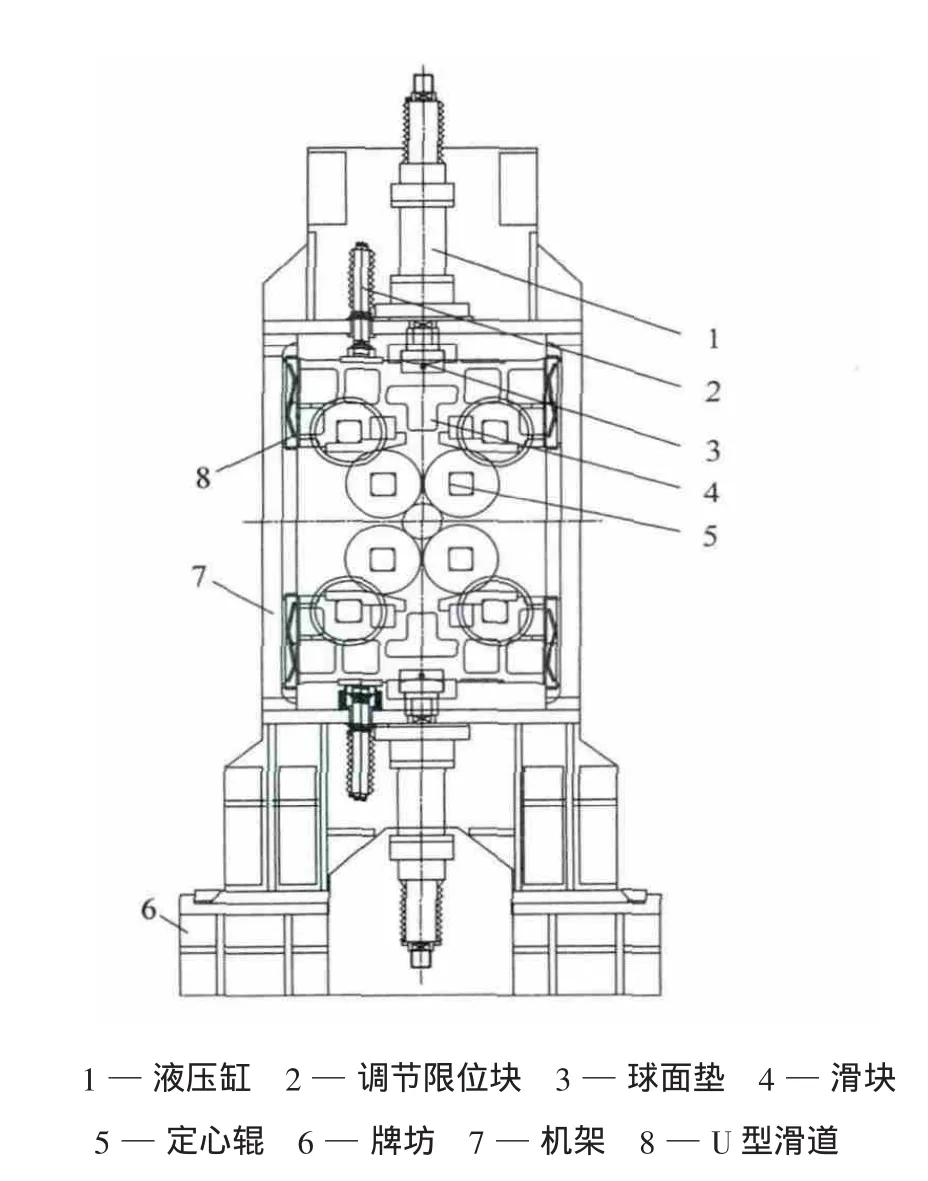
图1 四辊定心装置安装结构示意
2 液压系统设计
四辊定心装置在穿孔生产中的主要作用是:①定位顶杆,保证顶头的穿孔中心线与轧制中心线在一条线上;②支撑顶杆,与后台5架三辊定心装置共同使顶杆形成一个连续的梁,保证顶杆在穿孔过程中有足够的刚度,也使其能绕轧制中心线旋转;③导向毛管,毛管穿轧至四辊定心装置时,定心辊能快速有效打开,对毛管进行导向,使毛管中心线与轧制中心线在一条线上,减小顶杆的振动[4-7]。
液压缸带内置位移传感器与比例阀构成位置闭环控制(液压系统1)如图2所示,此液压系统使四辊定心装置能实现上述功能。
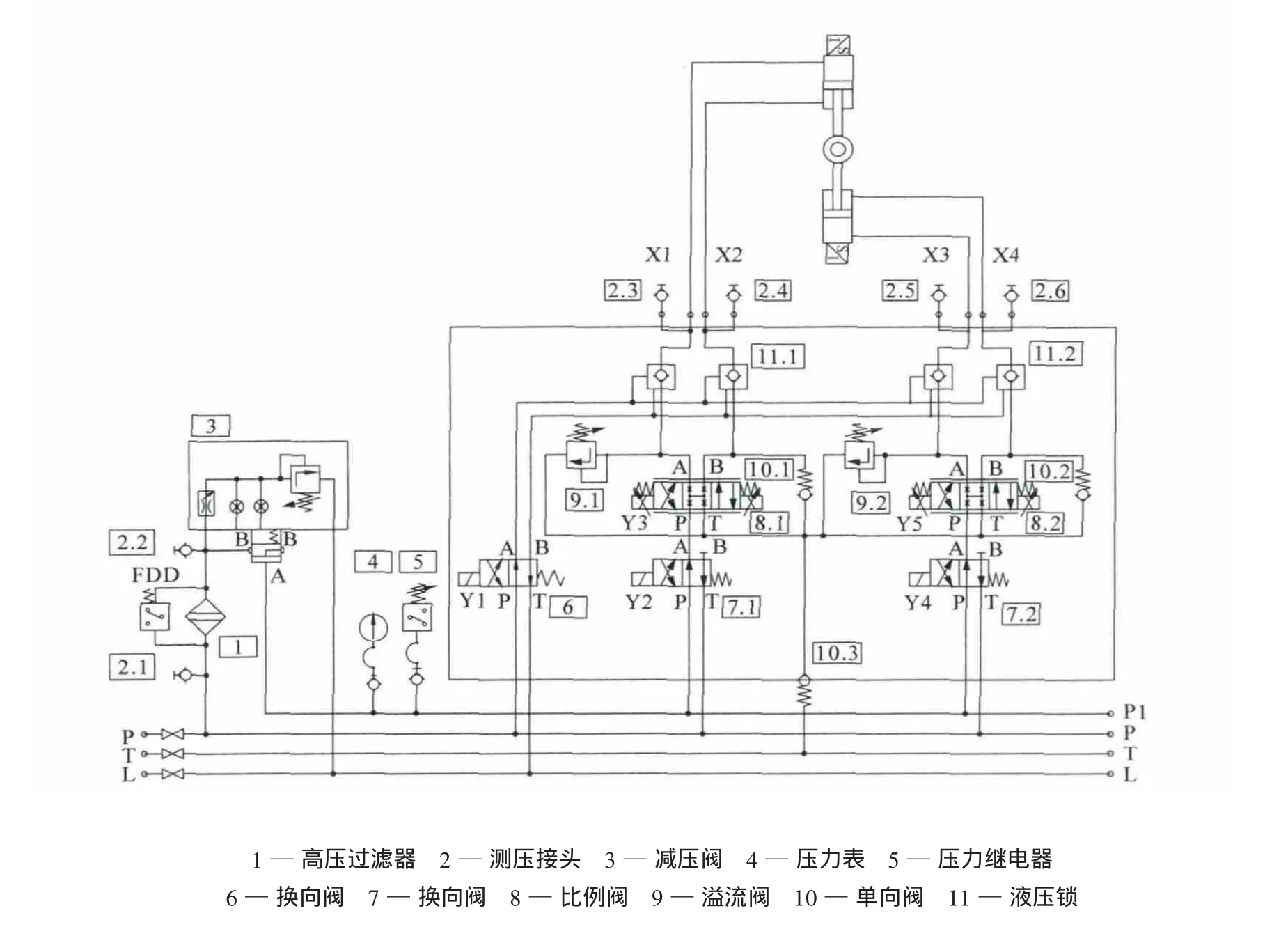
图2 液压缸带内置位移传感器与比例阀构成位置闭环控制(液压系统1)
常规采用液压系统1,但该液压系统一次投资大、运营成本高、维修难度大,且对现场点检人员和技术人员的水平要求高。因此采用全新的设计思路:去掉缸内位移传感器,增加两个调节限位块;设计出液压系统2,常规液压缸与常规阀构成串联同步控制回路(液压系统2)如图3所示。
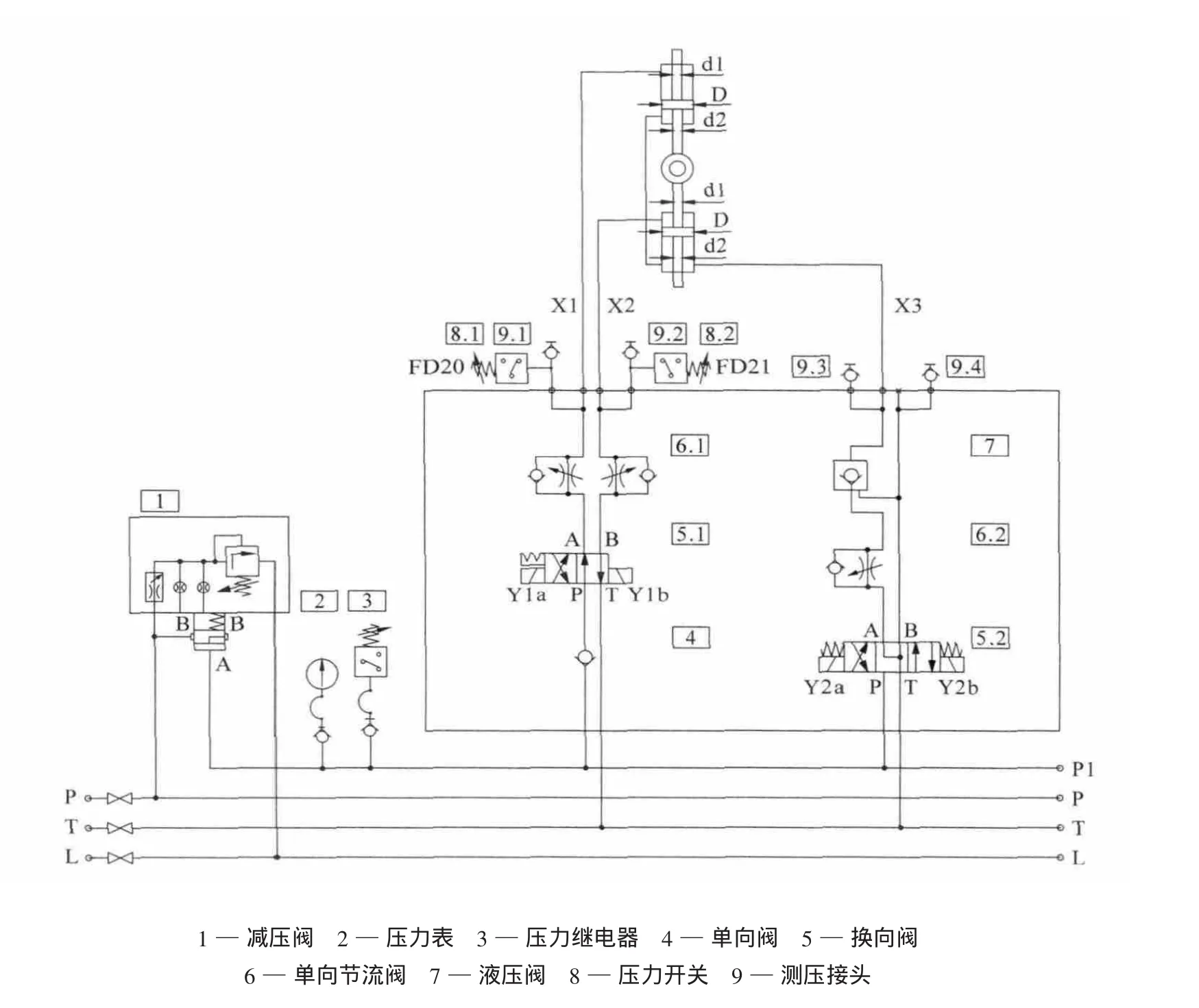
图3 常规液压缸与常规阀构成串联同步控制回路(液压系统2)
两种液压系统的工作原理如下。
(1)液压系统1通过位置闭环来实现定心辊抱顶杆位和抱毛管位。图2中减压阀根据毛管和顶杆规格设定不同值,保证定心辊有足够的力抱顶杆而又不抱死;定心辊抱毛管时压力需切换到系统压力,以保证其有足够的刚度对毛管进行导向;通过位移传感器与比例阀位置闭环控制毛管开口度的大小[8-11]。
(2)液压系统2通过串联油缸实现上下定心辊同步动作,换向阀5.1实现定心辊的抱顶杆和抱毛管,换向阀5.2实现定心辊的修正和标定[1,12-13]。减压阀1是保证定心辊有足够的力抱顶杆又不抱死,当顶杆小车带动顶杆(顶头)运行至工作位Y1b得电减压后的压力经单向阀4、换向阀5.1、单向节流阀6.1传入上缸上腔,由于上下液压缸的下腔通过钢管串接成连通体,上下缸同步运动,下缸上腔的油液回油箱,完成四辊定心装置的同步定心;当毛管穿轧至四辊定心装置时,热检发讯Y1a得电四辊定心装置同步打开至毛管位,四辊定心装置机架上的调节限位块调节毛管开口度的大小。由于四辊定心装置工作环境的恶劣、油液黏度的变化、活塞密封的老化以及管接头液压油的渗漏等原因会造成四辊定心装置的不同步和累计误差,直接影响顶杆定心不准,顶头偏离穿轧中心线,造成毛管壁厚不均[7]。为此设计了专门的补偿修正回路,在每次抱毛管位完成后FD2发讯Y2b得电对上下液压缸的下腔连通体进行泄漏补偿,保证每次抱顶杆都能将顶杆准确地控制在轧制中心线上。同时为了防止补偿油液的扰动造成下缸的过校正,在设计液压缸时,将上下液压缸的上活塞杆设计为Φ110 mm,下活塞杆设计为Φ125 mm,上腔面积为10 603 mm2,下腔面积为7 834 mm2,上下腔面积比1.35;同时在液压系统上增设进油节流阀6.2,通过调节进油节流阀的开口度,进一步防止液压油补偿时的扰动,双重保险保证了校正的准确性和可靠性。设置单向阀4可防止顶杆在穿轧过程中的不规则跳动,保证顶头中心线与穿轧中心线在一条线上。多方面考虑的设计,保证了四辊定心装置的准确定心和强有力的导向功能。
3 现场测试和使用效果
2014年5—8月该设备经过了3个月的现场调试工作,现已投入正常生产,试生产数据见表1。
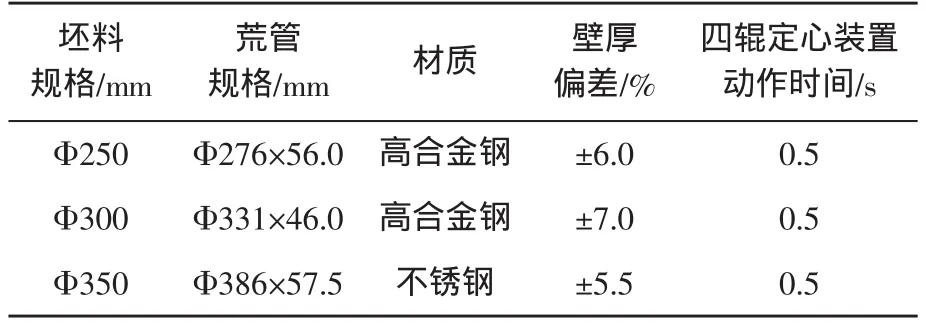
表1 2014年5—8月四辊定心装置的试生产数据
从试生产的数据看,荒管的壁厚偏差均达到甚至超过了国家相关标准要求,同时长时间观测顶杆运转动作:顶杆预旋转顺畅、轧制运转平稳不甩动、热检检测到荒管后定心辊能快速由抱顶杆位动作转到抱荒管位,完全达到四辊定心装置的功能设计要求。
4 结 语
穿孔机四辊定心装置液压控制思路新颖,投资成本低、运行成本低、维修保养方便。从四辊定心装置投入生产以来,定心准确,抱毛管稳定;液压系统运行可靠,长时间无故障、免维护、自修正;故障率、检修率同比大幅降低;完全达到设计要求,创造出良好的经济效益。
[1]韩观昌,李连诗.小型无缝钢管生产[M].北京:冶金工业出版社,1989.
[2]冯晓若.浅谈无缝钢管的壁厚偏差[J].机械管理开发,2002(2):40-41.
[3]岳胜,杨在安.穿孔机机架内定心机的改进[J].钢管,1999,28(2):31-32.
[4]张迎春,宁艳平,罗辉.三辊定心装置在无缝钢管穿孔机上的应用[J].锻压技术,2013,38(1):85-88.
[5]孙斌煜,张洪.三辊液压定心装置在穿孔机上的应用[J].钢管,2006,35(3):36-38.
[6]孙斌煜,杜晓钟,杜艳平,等.三辊液压定心辊装置[J].冶金设备,2001(5):16-17.
[7]邢裕恩,张根保.虚拟制造技术在三辊导向装置液压系统中的应用[J].起重运输机械,2009(5):99-100.
[8]张利平.液压阀原理、使用与维护[M].北京:化学工业出版社,2009.
[9]吴根茂,邱敏秀,王庆丰,等.新编实用电液比例技术[M].杭州:浙江大学出版社,2006.
[10]许益民.电液比例控制系统分析与设计[M].北京:机械工业出版社,2006.
[11]孙天健,胡俊,易坤.三辊定心装置电液控制系统的设计[J].液压与气动,2010(8):10-11.
[12]官忠范.液压传动系统[M].北京:机械工业出版社,1998.
[13]雷天觉.新编液压工程手册[M].北京:北京理工大学出版社,1998.
