解决齿轮热处理后变形问题的花键重拉刀
2015-12-27邱永红杨利
邱永红,杨利
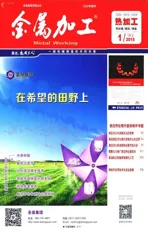
我公司生产的内花键小齿轮的基本结构如图1所示,其他齿轮的结构形式基本类似,齿轮材料有45钢和20CrMnTi两种。产品基本工艺路线如下:
45钢材料:下料→锻坯→粗车→精车→齿部高频感应正火→拉花键→滚齿→剃齿→齿部高频感应淬火→重拉花键→珩齿。
20CrMnTi材料:下料→锻坯→粗车→正火→精车→拉花键→滚齿→渗碳→齿部高频感应淬火→重拉花键→剃齿→珩齿。
由于此类齿轮是空心薄壁结构,按上述工艺路线加工时,在经过高频感应淬火后,发现不论是哪种材料的齿轮,都有部分产品的内花键在齿部高频感应淬火后发生了变形。内花键变形也不规则:有喇叭口、椭圆形、局部高点、个别键侧有毛刺高点等。用专用内花键塞规检测时,有部分产品花键塞规放不进去的情况。
经统计,此类由于热处理导致内花键变形的产品在我公司的不合格率曾一度达到了30%左右。不合格产品用花键拉刀再拉一刀后发现产品轴向圆跳动与径向圆跳动变大,无法满足产品质量要求。为了解决内花键的热处理变形问题,我们根据热处理变形情况设计制造了一种用于热处理后对内花键进行二次拉削修正的刀具——花键重拉刀。
该类型产品齿部高频感应淬火后,内花键硬度基本仍是正火硬度,变形主要是径向变形,且量小不均匀。再用普通花键拉刀拉削时主要是因产品拉削时受力不均匀产生产品倾斜拉削现象。根据这种情况我们按如下方案进行设计:
(1)导向部分花键尺寸只需比原尺寸略小且带微锥,导向长度比产品内花键长度略长,保证产品套上重拉刀时定位基本与原产品内花键重合。
(2)拉刀齿距比普通花键拉刀设计要短且键侧设计成0°切削角,保证拉削时基准与原产品内花键重合。
(3)因切削余量很小,拉削齿齿升量设计小,退削槽设计浅,同时拉削齿可大大减少。
(4)校正齿设计成负切削角,齿槽设计成全圆弧,尺寸按正超差设计,仅用来对花键拉削后的刮研修整。
针对图1产品拉刀具体设计如下:其与普通的花键拉刀结构基本一致,包括刀柄、前导部、后导部、切削齿及校准齿等几个部分。
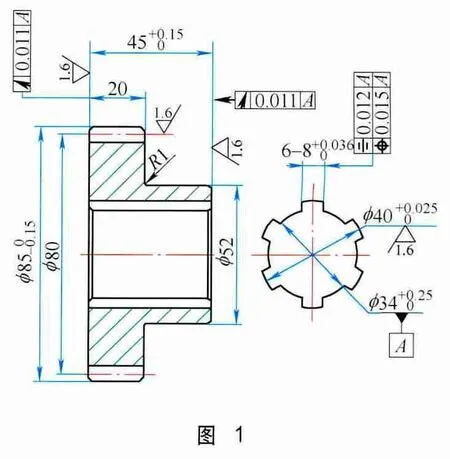
切削齿部分齿距设计成10mm,键侧0°切削角;因切削余量很小,退削槽深设计成4mm,第一齿按39.96mm设计,主要用来对毛刺等进行修整;第二齿、第三齿分别按39.99mm、40.01mm设计,分别主要用来拉削高点及椭圆度修整;后续按齿升量0.01mm设计,总齿数为6齿。
校准齿部分齿数设计为4齿,按-5°切削角设计;齿槽则按R2mm全圆弧深3.5mm设计;大径尺寸按正超差0.025mm设计,用来对花键拉削后的刮研修整。其他各参数设计详见图2。
拉刀材料采用W18Cr4V制造,W18Cr4V为钨系高速钢,具有高的硬度、热硬性及高温硬度。其热处理范围较宽,淬火不易过热,热处理过程不易氧化脱碳,磨削加工性能较好。
上述两类齿轮在用花键重拉刀拉削之后,产品内花键部分尺寸稳定,用专用内花键塞规检测合格。产品上花键芯棒检测轴向圆跳动也在要求范围内,完全满足工艺要求,保证了后续硬剃或珩齿精度。
总的来说,花键重拉刀的齿升量较小,齿数较少,齿间距较普通拉刀小,拉刀长度比普通花键拉刀短,制造成本较低。花键重拉刀在我公司已普遍使用,取得了显著的效果,是一种值得推广应用的花键修整拉削刀具。
图 2