英标500 M Pa级带肋钢筋的开发
2015-12-21李东旭冯治胜杨清山天津钢铁集团有限公司技术中心天津300301
李东旭,冯治胜,杨清山(天津钢铁集团有限公司技术中心,天津300301)
英标500 M Pa级带肋钢筋的开发
李东旭,冯治胜,杨清山
(天津钢铁集团有限公司技术中心,天津300301)
[摘要]天津钢铁集团有限公司为适应国外用户需求,开展了英标500 MPa螺纹钢筋开发工作。通过将铬元素的含量控制在0.30% ~0.40%,适当降低碳元素、硅元素、锰元素含量,制定合理的轧制工艺,在轧制速度控制为6.9~7.7 m/s,QTB出口温度为500~520℃,冷床温度为630~650℃的工艺条件下,成功开发出符合BS4449标准要求的螺纹钢筋。
[关键词]螺纹钢筋;淬透性;温度;性能
修回日期:2015-04-06
1 引言
螺纹钢作为现代建筑行业中的重要材料,一直受到极大关注。螺纹钢从最初的335 MPa级钢筋逐渐发展为400 MPa、500 MPa级别,甚至达到600 MPa级别。目前,500 MPa级螺纹钢筋成为国内外应用较为广泛的钢筋之一。B500是英标螺纹钢筋中的主要品种之一,根据不同的建筑要求,又分为A、B、C三类,天津钢铁集团(以下简称天钢)目前已具备生产B级B500螺纹的生产条件,并大量销售于国外,受到了用户的认可。之前我国对于加入硼元素0.0008%以上的出口钢材根据不同用途给予9%或13%的出口退税政策。然而近年来,随着含硼钢出口的激增,贸易摩擦也在不断地加重。国家于2015年1月1日正式取消含硼钢出口退税政策,同时出台了新的出口退税政策,新政策对于出口退税元素进行了重新界定,主要包括硅、锰、铬、镍、钼、钨、钒、钛、铌、锆等元素。天钢根据自身情况,从生产工艺、原料、利润空间等多发面权衡后拟定出口螺纹钢在原成分基础上通过调整碳、锰元素并添加铬元素的工艺来生产螺纹钢筋,经过反复优化调试,已经正式投入大生产中。
铬元素作为改变钢材性能的重要元素被广泛应用于现代冶金行业,在钢中加入适量的铬元素能够提升强度、硬度、耐磨性及淬透性。同时还能改变相变曲线,减弱晶粒长大倾向,使得钢材组织得到细化[1-2]。由此可见,螺纹钢在加入铬元素后工艺必定会发生改变,需要在反复调试中不断摸索,针对不同规格,不同切分方式都需从新制定工艺。本文仅对椎32 mm规格B500B钢筋进行介绍。
2 加铬钢筋B500 B的研制与开发
2.1技术要求
B500B螺纹钢筋执行英国标准BS 4449,其中关于定义、符号、常规检验、试验方法等项目可与英国标准BS EN 10080结合使用。其力学检测项目包括屈服强度、强屈比、最大力下总伸长率、正弯、反弯。其拉伸性能特征值以及钢筋化学成分要求如表1所示。
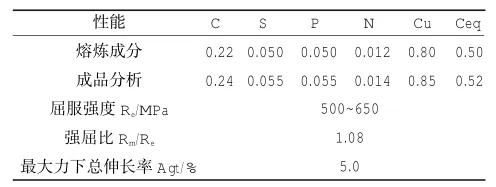
表1 B500B化学成分及性能要求 /w%
2.2成分设计与原理
由于硼元素与铬元素同属于提升钢材淬透性的合金元素,以铬元素替代硼元素不仅需要进行理论计算,而且还需结合自回火工艺等元素综合考虑。因此,在保证性能的前提下,应尽量降低铬元素的含量,合理控制淬透层深度、分配回火索氏体与铁素体珠光体的比例。通过反复调试,最终决定将铬元素的含量控制在0.30% ~0.40%。同时,由于性能相对偏高,在原成分的基础上碳元素降低了0.01%,硅元素降低了0.20%,锰元素含量降低了0.10%。我公司生产椎32 mm规格B500B螺纹钢筋坯料钢种为20MnSi,最终成分设计如表2所示。

表2 加Cr与加B螺纹钢成分对比
2.3工艺流程
高炉寅转炉寅吹氩、调温寅方坯连铸寅堆冷寅步进式加热炉寅粗轧寅中轧寅精轧寅QTB穿水寅冷床寅定尺剪寅收集寅标牌入库。
3 试轧工艺与试制结果
3.1冶炼与连铸工艺
3.1.1炼钢工艺
在原料上,对铁水和废钢均有严格要求,所有操作必须严格执行操作规程,以保证熔炼分析成分,废钢及辅料要求净洁、干燥。从高炉中运出的铁水在冶炼环节不进行铁水的预处理和精炼处理,而将脱P、S、控温、钢包合金化等任务全部放在转炉工序完成。在这种工艺条件下,对炼钢工序要求较高。首先,入炉铁水的磷、硫需要控制在一定范围内,一般要求S臆0.040%,P臆0.10%,Si臆0.85%。转炉出来的钢水终点碳含量须大于0.08%,杜绝后吹等操作,将终点温度控制在1 680~1 710益范围。出钢后要进行吹氩处理,吹氩时间不低于8 min,保证钢水成分均匀,并完成脱气、去除夹杂的任务。
3.1.2连铸工艺
在连铸过程中,为防止钢水二次氧化并进一步去除夹杂物,提高钢水纯净度,连铸过程采用全程保护浇铸,在钢水由钢包转入中间包及中间包转入结晶器过程中使用保护套管,在开浇前中间包要求进行氩气置换,并使用方坯专用保护渣和结晶器、终端电磁搅拌等手段,使得铸坯气体、夹杂上浮并细化铸坯晶粒。此外中间包要执行恒重和恒拉速连铸操作,避免由于钢水液面的剧烈波动而导致卷渣。
3.2加热制度与轧制工艺
钢材的加热过程简单来说就是钢的奥氏体化过程,同时也是降低钢材轧制抗力的过程。温度过低或者过高都会对轧制过程及轧后性能产生影响。一般来说加热温度越高,加热时间越长,奥氏体晶粒吞并长大现象越明显。但是,某些合金元素具有改变奥氏体形成温度,抑制奥氏体晶粒长大的作用,例如铬、镍、钛等元素。因此,钢中加入铬元素之后,钢材的性能就会发生一定改变,由于铬元素具有提高钢材淬透性和抑制晶粒长大的作用,在同样的工艺条件下含铬的钢坯轧后性能要高于未加合金元素的钢材。
3.2.1加热炉
天钢加热炉为蓄热式步进梁加热炉,燃料采用高炉煤气与转炉煤气的混合气,具有节能降耗、高效燃烧的特点,在保证完全燃烧的前提下,降低炉气内自由氧的浓度,并使炉内维持正压状态。加热炉内分三段加热:一段炉温为800益,二段温度为990~1 120益,均热段为1 090~1 150益。总加热时间不少于60 min。
3.2.2轧制工艺
天钢的轧制设备采用意大利达涅利公司棒材生产线技术装备,该设备采用6(粗轧)+8(中轧)+4(精轧)的轧机机组,轧制能力强,性能好,能满足各个规格、各个钢种的轧制需求。在中轧后预留有LTR水冷系统,精轧后拥有QTB水冷系统,可满足不同规格、不同性能的控轧控冷工艺要求。
天钢轧制椎32 mm规格B500B的工艺如下:步进梁加热炉寅6架粗轧寅8架中轧寅4架精轧寅QTB水箱穿水冷却寅倍尺剪寅冷床寅定尺寅收集、称重、入库。在粗轧与中轧阶段采用微张力轧制,精轧段采用活套无张力轧制。
3.2.3 QTB冷却系统
QTB冷却系统作为余热淬火工艺中非常重要的环节之一,有着极其重要的作用[3-4]。余热淬火工艺的原理是:将具有一定温度的钢筋(通常在奥氏体温度区间)穿过高压水冷系统,经过淬火处理使钢筋表层金属急速冷却至马氏体转变温度区间,形成马氏体组织。由于穿水时间和水压的影响,钢筋芯部温度并不会降低太多,在空冷过程中芯部温度通过热传导向表面传递,温度梯度由内而外,从而使马氏体组织温度升高,碳元素迁移、析出,产生回火现象,将硬而脆的马氏体相转变为韧性、强度平衡的回火索氏体。
3.3试轧结果分析
3.3.1力学性能
过去加硼螺纹钢筋的生产过程中,经过QTB穿水冷却后螺纹钢筋的温度一般控制在470~500益范围内,而采用去硼加铬工艺后,淬透性得到了一定程度的提升,在相同工艺温度范围内,经过轧制后发现钢筋性能过高,造成钢筋强屈比降低,韧性下降。因此,需将QTB出口温度提升以降低性能。经过反复调试后将QTB出口温度定在500~ 520益范围内,冷床温度为630~650益,轧制速度为7.2 m/s。从其中随机取了3组试样,其力学性能如表3所示。

表3 加铬螺纹钢筋力学性能
由表3可以看出,成品的屈服强度控制在中线左右,给生产留出了适当的调整余量,并给强屈比的保证奠定了基础。强屈比控制在1.20左右,处于合理区间,并有适当的安全余量。总伸长控制在9%左右,证明在用Cr元素穿水提高强度的同时,保证了良好的塑形。
3.3.2正弯反弯试验
对按照上述工艺轧制的成品取正、反弯试样各2支,按照BS 4449:2005规定进行正、反弯试验要求进行弯曲试验。实验完成后检查弯曲部分,发现表面良好,没有出现任何裂纹或肉眼可见的明显缺陷。由此可以证明,弯曲性能符合要求,韧性良好。
3.3.3微观组织形貌
从试轧钢筋上取小段进行抛光,随后用4%硝酸酒精浸蚀,在光学显微镜下观察可明显发现3种组织形态,如图1所示。其中图1(a)为表层组织(回火索氏体),图1(b)为过渡层组织(针状铁素体+珠光体+回火索氏体),图1(c)为芯部组织(铁素体+珠光体)。淬透层深度约为3.3 mm。

图1 B500B螺纹钢筋断面微观组织
4 生产结果
根据试制结果,在后续大生产中,天钢生产含Cr元素椎32 mm规格B500B时,QTB水箱出口温度控制范围设定为500~520益,冷床温度控制在630~650益,轧制速度为6.8~7.5 m/s。统计后续生产的20炉次椎32 mm规格B500B力学性能如表4所示。
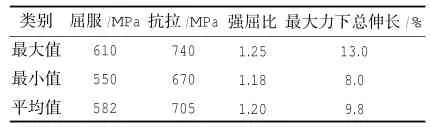
表4 椎32 m m规格B500B大生产数据统计
由大生产数据可以看出,屈服强度控制在550~610 MPa,平均值为582 MPa,强屈比仍然落在1.20左右,表明生产控制稳定;总伸长控制在10%左右,表明韧性较好。大生产总体控制稳定,各项指
(下转第19页)
5 结论
在此工艺条件下,经过一段生产实践的检验得出以下结论:在原坯料的成分中用0.3% ~0.4%的铬元素替换0.0008% ~0.0040%硼元素后,淬透性得到了提高,需要调节成分、轧速,并提高余热淬火温度以满足钢材性能要求。在实际生产中,将QTB水箱出口温度控制范围设定为500~520益,冷床温度控制在630~650益,轧制速度为6.9 ~7.7 m/s,可生产出各项性能合格的B500B螺纹钢筋。
参考文献
[1]伍翠兰,罗承萍,邹敢锋.20钢复合渗铬中的相变[J].金属学报, 2004,40(10):1 074-1 078.
[2]卢胜军,陈亮,霍林,等.铬对60Si2MnA盘条组织和力学性能的影响[J].金属制品,2009,35(3):26-27.
[3]董天真,梁云科,马天右.英标460B高强度钢筋的开发[J].天津冶金,2007(4):37-40.
[4]杨清山,刘宝超,孔磊,等.Q460C圆钢的研制与开发[J].天津冶金,2014(4):20-22.
Developm entof500 M Pa Grade Ribbed Reinforced Barwith British StandardLIDong-xu,FENG Zhi-shengand YANG Qing-shan
(Technology CenterofTianjin Iron and SteelGroup Co.,Ltd.,Tianjin 300301,China)
AbstractUpon the demand by foreign customers,Tianjin Iron and SteelGroup Co.,Ltd.proceeded the developmentof500 MPa grade rebarin accordance with British Standard.The said rebarin com原pliance with BS4449 Standard was successfully developed underthe process condition of6.9~7.7 m/s rollingspeed,500~520益QTB exittemperatureand 630~650益coolingbed temperature,through con原trolling chromium contentwithin 0.30% ~0.40% ,properly lowering the contentofcarbon,silicon and manganeseand formulatingreasonablerollingprocess.
Key wordsrebar;hardenability;temperature;performance
收稿日期:2015-03-15
doi:10.3969/j.issn.1006-110X.2015.04.002
作者简介:李东旭(1986—),男,辽宁锦州人,硕士,主要从事棒材工艺研发工作。
