用路径模型导解废轮胎资源化难题(续)——从方法论角度介绍超细胶粉母料等的创新
2015-12-16陈汇宏胡嘉庆鱼伟令沙良宝
文/ 陈汇宏 胡嘉庆 鱼伟令 沙良宝
(上接第8 期第58 页)
三、实验验证模导路径
前面介绍的举旗评判和建模探究,对废轮胎可持续资源化循环利用的研发工作虽是以往上位工作的缺失,笔者团队对此作了补缺的工作,但决定研发工作是否最后成功,还是要取决于能否拿出符合实际的技术方案。
如图4 所述,走出废轮胎可持续资源化循环利用迷宫的路径方案是否可行,关键是在工业化装置上要能求证E3、E2 和E1、E4 的可行性,以及最后得到产物bx——超细胶粉母料的应用品性是否理想。
经笔者课题组在工厂化装置上试产样品和将其发送客户的应用实验研究,最后都获得预期的求证:
(一)用普通间歇式静态罐或普通连续式裂解炉,来实施热裂解干馏法的干馏装备,能处理整胎或/ 和胶块与纤维、钢丝混合物,得到高质高值的钢丝和燃料油类产品,即图4 中所述的E 3 在现有热裂解装置上是能实现的;
(二)常温精细胶粉法的细碎装备能处理弹性体与刚性体的混和物料,并能在处理后得到85% 以上过100 目筛的弹性体与刚性体粉末的混和物料,即图4 中所述的E2 在常温精细胶粉法的细碎装置上是能实现的;
(三)热脱硫再生胶法的装备,能将软化剂与胶粉(20~100 目范围)之比高于80/100 的混合物仅经70~100℃的密闭搅拌过程处理、即可获得软化剂与硫化胶的牛油状混合物,且此过程和产物皆能实现无污染,即图4 中所述的E1 在热脱硫再生胶法的装置上是能实现的;
(四)用现实的粉体混合机械能在常温下大剂量快速处理过100 目筛的弹性体、刚性体粉末的混和物料与牛油状混合物的复混处理,即图4 中所述的E4 在粉体混合机械装置上是能实现的;
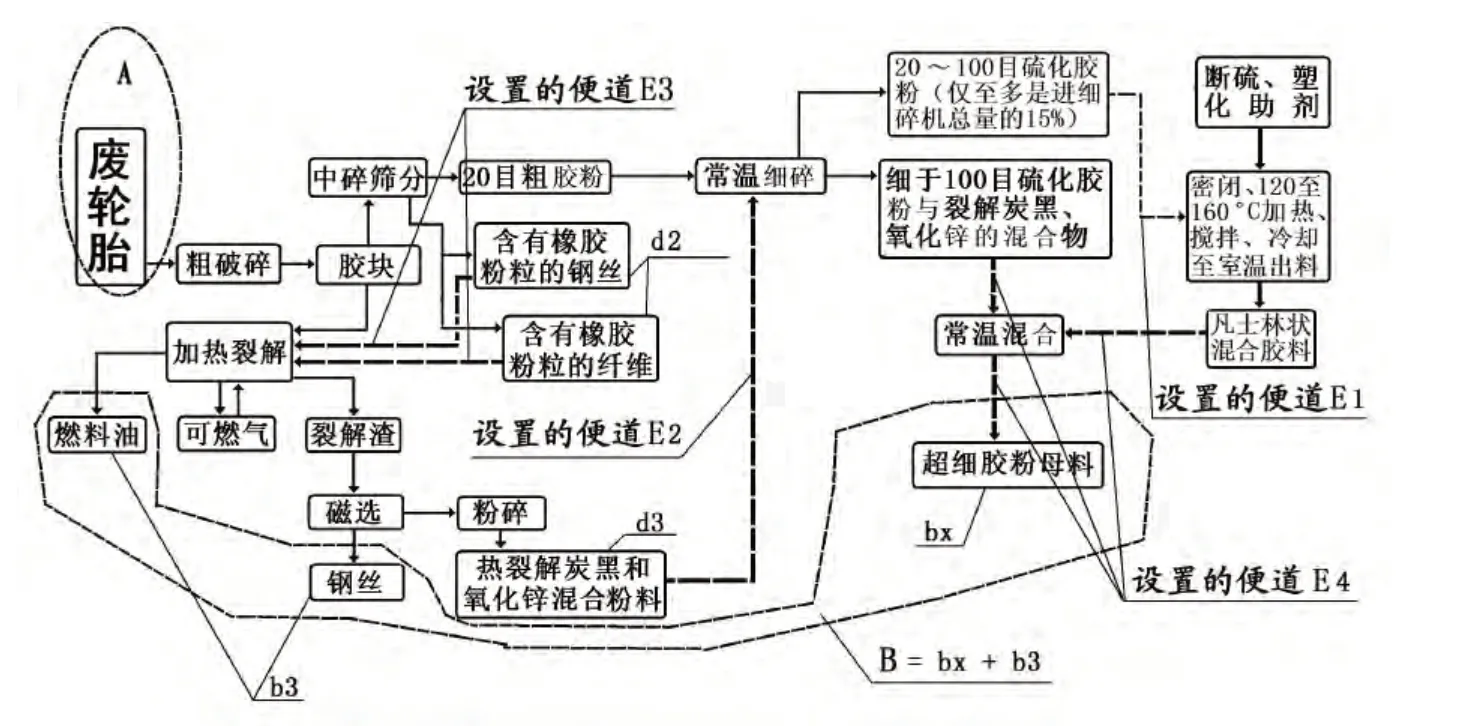
图4 废轮胎可持续资源化循环利用路径方案图
(五)用笔者课题组所研发的超细胶粉母料1 吨,发送由上海橡胶工业同业公会所推荐近10 家橡胶制品企业作进一步的配方应用实验,最后从上海裕浩轮胎有限公司、上海西郊橡胶制品厂、上海康艳橡胶制品有限公司等数家试用企业反馈的测试报告汇总,确认超细胶粉母料至少具有如下11 项具体特性(具体的实验数据省略):
(1)粒度细细于100 目且经塑化处理,用其掺入胶料,在模压硫化胶料的刀切断面中看不到明显的胶粉颗粒;
(2)比重小约为1.17~1.3(远小于普通炭黑的1.8);
(3)含胶多大于等于40%;
(4)复原佳能保留原废轮胎中硫化橡胶拉伸强度的2/3 左右(拉伸强度一般在12MPa 以上),并能保留胶粉所携原轮胎料中的多种助剂的原物性;
(5)磨耗低超细胶粉母料样品在加入量不多于60 份时,其混合硫化胶的磨耗不会高于被加入的背景胶料;在加入量等于20~30 份时,其混合硫化胶的磨耗会有一明显远低于背景胶料的磨耗下降[ 如:57~45(mm3/40m)];硫化温度从155℃~180℃范围内,不会引起磨耗曲线的增量变化,当超细胶粉母料被大剂量加入时,如30~240 份范围,其磨耗曲线仅呈平坦缓慢的上升直线[ 如:上升斜率为0.235(mm3/40m)/ 份(超细胶粉母料)];
(6)分散快入辊即能成团,混炼方便,有助于降低混炼能耗;
(7)功能广能改进硫化胶料的某些物理性能,如改善其硬度,定伸应力,疲劳生热等指标;在橡胶制品硫化过程中比普通精细胶粉具有更强的消汽效应,能使产品合格率上升;能减少或省略塑炼工序(因其中含有嚼解剂组份);具有良好的压出性;
(8)环保好超细胶粉母料所用的配合剂中不含煤焦油、松焦油、芳烃油、妥而油等有臭有毒物料,即使是在180℃左右的硫化温度下,被掺加的胶料也没有发出传统再生橡胶的特征性恶臭烟雾,被掺加的胶料与未加的对比胶料在热硫化出模时无明显的气味差异、无发烟现象,故符合环保清洁产品的要求;
(9)掺量大橡胶制品配方中超细胶粉母料掺入量大,在24~8Mpa 拉伸强度的高、中档制品胶料配方中,通常至少可掺入15 份(如在预硫化胎面胶)至400 份(如在皮鞋底胶料),这已是常规再生胶或/ 和精细胶粉在同类制品中3 至6 倍的加入量,由此引发的产业链绿色循环利用效益是颠覆性的;
(10)配合易加工中不掺入碳酸钙、陶土等体质填料,既能方便地配入不用碳酸钙、陶土等体质填料的高档胶料,也能与掺入碳酸钙、陶土等体质填料的中档胶料配方相衔接;
(11)性价优超细胶粉母料,至少能以1.17 至1.3比重和9 至14MPa 的扯断强度等优异指标,等重量或等体积地替代以大于等于1.4 比重和8 至12MPa 扯断强度的新通用型橡胶、炭黑、氧化锌、体质填料等新原料的集合,来配方生产各种通用型橡胶制品,使受超细胶粉母料掺配的通用型橡胶制品的性/ 价或性/ 本本比得以优化。
以在2014年7月中国市场相关原料市场价为例,新天然橡胶(1.6万RMB/吨)、丁苯橡胶(1.3万RMB/吨)、顺丁橡胶(1.25万RMB/ 吨)、普通有臭大于8MPa 的废轮胎再生胶(0.45万RMB/ 吨),超细胶粉母料价格即使是在远高于普通有臭废轮胎再生胶价的0.75万元/ 吨出售,按等体积、等物性原则进行比较价格,仍较新料配方价要低约10%,产品在中高档通用型橡胶制品客户群中仍有需方;其价格已属高值类的绿色二次橡胶原料产品,从使用和制造角度看,超细胶粉母料的性/ 件或性/ 本比都具有明显的价格优势。
最后,所有源于用上位理论导出的结果,都得到了满意的求证。如上成果,本研发团队以“用全额绿色高值节能化四项全扣合式组合法将废轮胎制成超细胶粉母料新技术”为题,作成果申报。
2014年11月28日,中国物流与采购联合会组织由中国轮胎循环利用协会的朱军会长带领的专家组来江苏江阴华西,经现场查看和评审,顺利通过对本成果的鉴定(此为省部级的国家鉴定,证书号:中物联科鉴字[2014]第13 号),所获鉴定的最后评语是:国际先进。
四、对路径模型应用的举一反三
首先,路径模型所示的A 至B 的互相间无传质往来的传统路径Ci,它们同处橡胶产业大环链上的静脉回流链段,在现时的热脱硫再生胶法C1(再生胶)、常温精细胶粉法C2(胶粉)、热裂解干馏法C3(裂解)的传统路径上,对废轮胎原料呈争抢的对立竞争状态;而此成果证明,同处废轮胎利用静脉链上的各路径C1、C2、C3,可发生C1 至3 链间的比例化耦合协同联动,而由此组合出的新路径Cx,产业化后有望形成C1、C2、C3 之间按比例有效益地啃吃废轮胎的互利协同状态;
其次,单从路径模型上看,废轮胎的可持续资源化循环迷宫的出口之解应有无数种,至少不会仅有开发超细胶粉母料等产品集合的这一种解;超细胶粉母料产品集合还仅是偏重于【废轮胎源硫化胶粉物料的】常温细碎路径开发的一种出口之解,若仅从对称原理猜想,一定还可由偏重于【(是或/ 和非)废轮胎源硫化胶粉物料的】高温处理路径,也能开发出的某种出口之解;或还可由偏重于【(是或/ 和非)废轮胎源物料的】热裂解处理路径开发的某种出口之解等。
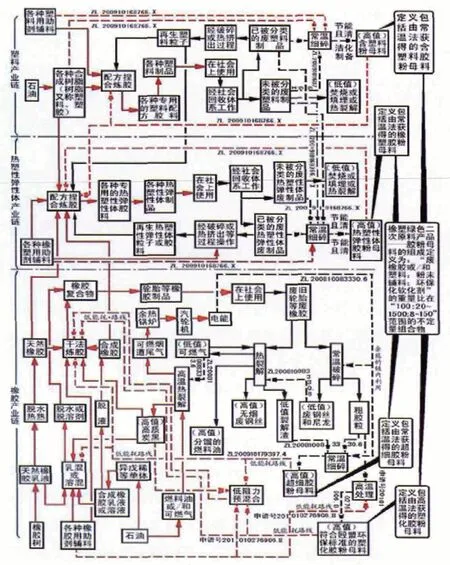
图5 传统橡塑产业链中加入链节间和谐衔接新关系的路径路线图
在路径模型的扩展应用上,如将前述路径模型中的A 换成现时橡胶乃至整个橡塑产业链中的某个物料X 作起始点,将现时由前述某个物料X 的下游产品定义为路径模型这中的B,再按笔者在二-(二)-2 所介绍的方法类推操作,最后获得了在《传统橡塑产业链中加入链节间和谐衔接新关系的路径路线图》(图5 所示),项目组曾将此图中的橡胶产业链部分的成果“橡胶产业链和谐链接新技术”在上海参加了2010年12月23日的第二届上海发明创新大赛,获上海发明创新二等奖。
如图5 所示,其中的虚线就是新设的过程,所新创的过程都已获中国专利的保护。
图5 中所示的红线为产业的动脉链,黑线为产业的静脉链,虚线为本技术研发团队开发的节点间的传质新通道。
在图5 中超细胶粉母料仅是研发体系中已成熟而露出水面成果的冰山一角,从图5 中的粗箭头标注可知,超细胶粉母料仅是隶属于橡塑绿色二次原料产品——胶粉母料中的一种,按胶粉母料的上位定义:“废橡胶或/ 和塑料:粉末辅料:环保化软化剂”的重量比在“100:20~1500:8~150”范围的不定量组合物;胶粉母料又衍生出另三个表兄弟系列:
高温法获得的废橡胶塑化胶粉母料,常温细碎法获得的热塑性弹性体胶粉母料,常温细碎法获得的含塑料粉母料;如图5 中所示,属于胶粉母料定义下的这些橡塑绿色二次原料产品,都与动脉链间建立了传质联系(如图5中的红虚线所示)。
概括地讲,从超细胶粉母料的扩展性开发研究又获得了诸多专利技术,这些后续技术的集成实施,将会对产业链形又成新的撬动作用,这些所述的作用至少在于:“创新橡塑绿色高值再生,拓展杂多再生资源领域,打通余能副产利用断路,尽数利用低弹粘性物态,支持园区实施绿色产链”的和谐化作用。
五、由模型所导出技术发明的现实意义
由路径模型所导出的对废轮胎的组合法资源循环利用方式,率先于国内外实现了废轮胎(废橡胶)的资源绿色可持续循环利用,解决了国际橡胶业界多年的技术难题,能有效处理每年大量生成的废轮胎,具有成为我国废轮胎资源循环利用的主导、主流技术潜质。