具有最佳热传导性能的喷涂铝-铁气缸套
2015-12-15AumillerBuchmannScherer
【德】 M.Aumiller M.Buchmann V.Scherer
具有最佳热传导性能的喷涂铝-铁气缸套
【德】 M.Aumiller M.Buchmann V.Scherer
Federal-Mogul公司开发了1种新型的热喷涂“Sprayfit”薄壁气缸套,为发动机喷涂铝机体中的铁基气缸套提供了1种新的解决方案。这种型式的气缸套首次使热传导性能达到了气缸内壁热喷涂的水平。
气缸套 热喷涂 发动机轻型结构 热管理
1 在摩托车上经受考验
铝作为发动机轻型结构的材料具有越来越重要的意义。为了在铝气缸套曲轴箱中调整活塞环组与气缸套工作表面之间摩擦状况,促使其达到材料配对的最佳状态,多采用不同结构的气缸套或直接在机体气缸工作表面热喷涂内部涂层。当今,气缸套应用不仅采用镶铸或压入各种不同壁厚的灰铸铁气缸套,而且也应用复合结构气缸套。这种灰铸铁气缸套外部有AlSi12涂层,以改善其与铝气缸套曲轴箱的结合牢度。
Federal-Mogul公司利用热喷涂工艺制造铁与铝复合材料整体喷涂气缸套,其中铁内层类似于内部热涂层,提供了相同的摩擦性能优点。而气缸套的外部铝涂层则能获得最佳的热传导性能,几乎能达到缸孔内壁涂层的水平。这种性能与工业上创立的滑动配合方法相结合,因此这种“Sprayfit”(“喷涂配合”,与滑动配合相对应)工艺是可靠性与创新的最佳结合,将热结合气缸套优点与内部涂层功能性能融合起来。
Sprayfit气缸套在摩托车赛运动和道路摩托车使用中已经证明了其可靠性,而在轿车汽油机和柴油机上,也已经在台架试验中证实了其良好的功能性,并计划在2016年年底首次投入量产应用。
2 Sprayfit气缸套的结构
新开发的Sprayfit气缸套采用机械或热工艺方法,壁厚仅1mm,适用于轻型结构发动机。出于质量原因,铁(Fe)的份额应优化到摩擦学所必需的最小值。Sprayfit气缸套是由1层采用电弧金属丝喷涂工艺形成的0.4~0.6mm碳钢内层和1层采用相同工艺直接喷涂在内层上的0.4~0.7mm铝喷涂层组成,在内径珩磨后,包括剩余的0.1~0.3mm铁气缸衬套在内的最终气缸套壁厚为1mm。Sprayfit气缸套可制成20~300mm缸径的气缸套。图1示出了轻型结构发动机常用的气缸套工作表面工艺的概况,除了灰铸铁气缸套之外,还示出Nikasil(NiSi碳化物)涂层、热喷涂内部涂层(等离子自动输送金属丝电弧喷涂(PTWA))和最新的Sprayfit气缸套[1]。
3 Sprayfit气缸套的一般性能
因铁的份额较少,Sprayfit气缸套在质量方面与镶铸气缸套相比具有明显的优势,例如1台4缸发动机可减轻2kg,与质量优化的热结合灰铸铁气缸套相比,Sprayfit气缸套可使每个气缸套曲轴箱的质量减轻0.5kg。
除了质量减轻之外,Sprayfit工艺的第2个优点是其薄的铁涂层优化了从燃烧室至气缸体曲轴箱的热传导。在上面所述的铁涂层厚度情况下,Sprayfit气缸套的导热能力接近于缸孔内壁直接热涂层的水平。图2示出了各种不同气缸套工艺在相同的情况下有限元(FEM)模型中的气缸壁面温度。在嵌入式气缸套上的热传导测量证实了这些数据。铁涂层的厚度可以在热喷涂时灵活地进行调整,因此能够利用这种自由度精确地确定从燃烧室传导出来的热量,甚至必要时可限制散热。
由于现代发动机的爆发压力越来越高,而气缸之间鼻梁宽度越来越小,整个发动机机体的热管理成为重要的研究课题,因而在部分鼻梁宽度非常小的情况下,气缸之间鼻梁中要钻冷却水孔,以避免鼻梁温度过高而降低强度。在这种情况下,气缸套的热膨胀性能是十分关键的。在嵌入式灰铸铁气缸套的情况下,着火运行状态时铝机体的膨胀要比气缸套大得多。为了在热状态下气缸套与机体之间具有足够紧的挤压配合,在室温下两者之间必须选择足够大的过盈量,这样在冷态时会产生足够大的机械负荷。表1表明具有较小过盈量的Sprayfit气缸套在温度变化的过程中仍能保持不变的过盈配合,而且气缸之间鼻梁的负荷要比灰铸铁气缸套小。
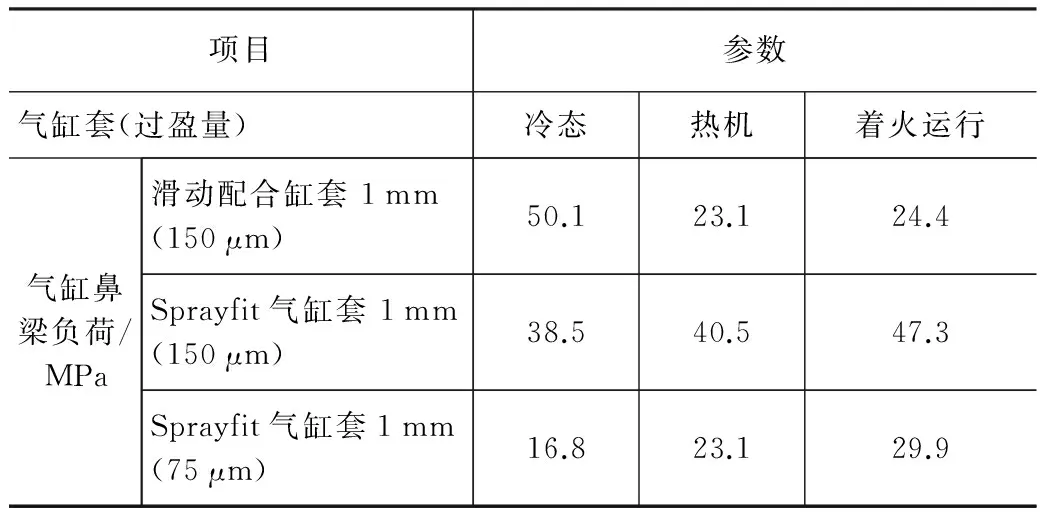
表1 在各种运行状态下使用嵌入式气缸套时的气缸鼻梁负荷
就摩擦学而言,Sprayfit气缸套与缸孔内壁铁涂层优于镶铸式灰铸铁气缸套。有关这个主题的众多公开出版物表明[2],在一定条件下Sprayfit气缸套在摩擦和磨损方面的数值有所改善。当然,对于燃烧室内的运动件的最佳配合间隙而言,始终要考虑到所有的部件,而所选择的珩磨工艺、活塞环涂层、活塞环设计和活塞设计对此具有重大影响。
在腐蚀方面,与灰铸铁气缸套或直接在铁基上的缸孔内壁涂层并无明显的差异。根据要求也可以用热喷涂工艺制成高耐腐蚀的FeCr涂层(Cr含量>13%)。
4 在摩托车上的使用经验
在摩托车赛运动的使用中, Sprayfit气缸套已显示出比通常使用的NiSi碳化物(NiSi-Karbid=Nikasil)电镀涂层具有更好的耐久性(使用寿命超过10次比赛)。这两种目前所应用的涂层类型在几次比赛运行(0.5 L单缸风冷发动机,52 kW、8 500 r/min)后显示出明显差异(图3),NiSi碳化物电镀涂层已显示出明显的磨损,即在垂直方向上拉出了沟槽,硬的SiC颗粒(深灰色)并没有承受活塞环的机械负荷,而是被压在软的Ni点阵中,珩磨组织也被完全毁坏。而Sprayfit气缸套均匀的硬铁基工作表面经过可相比的比赛运行持续时间后并无磨损,珩磨组织也仍然存在。
即使在摩托车上,与直接在缸孔内壁上的涂层相比,Sprayfit气缸套也具有优势,有必要时可方便更换,成本也较低,而且无需重新进行缸孔内壁涂层。
5 在轿车发动机上的试验
在Sprayfit技术成功地应用于摩托车上后,在轿车发动机上,通过发动机台架试验,与传统技术进行了对比。Sprayfit气缸套曾在1台升功率超过63kW/L和爆发压力大于18MPa的现代柴油机上进行了试验,发动机在4000r/min全负荷下运行。这种量产机型原装备嵌入式灰铸铁气缸套,在上述试验条件下量产机型的机油耗为9~11g/h,而Sprayfit气缸套的发动机对比试验结果的机油耗为6~9g/h,处于略低的水平。发动机所有其他性能数据表明2种气缸套并无偏差。Sprayfit气缸套与气缸工作表面直接涂层的另1种对比证实,前者在润滑机油中的铁残留物份额要少得多,这表明Sprayfit气缸套具有特别高的涂层品质。
此外, 将Sprayfit气缸套在1台1.8L排量和175kW功率的汽油机上进行了试验,证实并无出现任何异常情况。
6 与气缸内壁直接喷涂的比较
在轿车发动机铝气缸套工作表面内部直接喷涂的情况下,采用同样热喷涂的方法,但因边界条件的不同,气缸内壁直接喷涂是1种较复杂和较昂贵的制造工艺:(1)铝气缸套曲轴箱必须铸造得无微孔,这对铸造工艺提出了最高的要求[3-4];(2)铸造表面必须活化,即表面粗糙化,并紧接着清洗和干燥;(3)为了避免废品率过高,在表面活化后气缸工作表面的品质必须进行单独检验;(4)缸孔底端必须封闭,以防止带入曲轴箱中无法控制的物质;(5)在进行气缸内壁喷涂时,喷涂器具必须伸入到缸孔中,并要在其中旋转,当气缸直径小于70mm时,实际无法操作,这就限制了这种场合的应用,特别是小排量发动机;(6)当气缸内壁喷涂过程中发生差错时,整个气缸套曲轴箱将会报废,Sprayfit气缸套的品质要按制造工艺过程进行检验,工艺过程中产生的废品应立即挑选出来,然后仍可将这些气缸套曲轴箱再嵌入灰铸铁气缸套用于量产。
由于Sprayfit气缸套的生产方法是从外面喷涂在1个回转的圆柱形载体上,因而存在产生最佳涂层结合的自由度,即获得高的过程动力学和抽走飞溅颗粒的可能性,这也在与发动机运行中常用的气缸内壁涂层进行直接比较中显示出来。因高的过程动力学,能够获得非常紧密和良好压紧结合,因此Sprayfit气缸套的结合甚至在极端负荷下都无法使其分离(图4),而在窄小缸孔中的内壁涂层却表现得差得多,但是其结合牢度用于当今发动机仍然是足够的。
除了缸孔外面形成的喷涂层的品质一般,Sprayfit气缸套制造方法还为优化工作表面提供了许多其他自由度,因此未来这种功能性还能通过掺入硬质材料进一步优化,也能通过使用高铬含量材料形成抗腐蚀的气缸工作表面。
7 结语
气缸套能够采用热喷涂方法制造,能将气缸内壁涂层的技术优点与嵌入式气缸套的经济性和耐久可靠性结合起来,Sprayfit气缸套将缸孔涂层从气缸体曲轴箱中移出来,并转变成1个气缸套,它在气缸体的设计参数、涂层工艺和材料选择等方面具有很大的自由度。总之,Sprayfit技术提供了1种创新的经济和可靠的解决方案,满足了对发动机轻型结构和热管理方面的重要要求。
[1] Bobzin K. Thermal spraying of cylinder bores with the plasma transferred wire arc process[J]. Surface and Coatings Technology,202(18),2008:4438-4443.
[2] Schommers J, u.a. Reibungsminimierung bei verbrennungs-motoren[J]. MTZ, 2013,74 (7-8):566-573.
[3] Beer S. Optimised pressure die-castings for linerless aluminium cylinder blocks[J]. ATZ produktion worldwide, 2009(5-6):16-20.
[4] Ernst F. Gießtechnische anforderungen an aluminium-kurbelgeh-äuse für die beschichtung mit eisenbasisschichten mittels thermis-chen spritzens[J]. Giesserei Rundschau,2013 (60):235-241.
范明强 译自 MTZ,2015,76(4)
何丹妮 编辑
2015-06-10)