2150精轧机工作辊挡板缸改造实践
2015-12-04张海安王海峰董喜荣陈晓楠高光河
张海安,王海峰,董喜荣,陈晓楠,高光河
(鞍钢股份有限公司热轧带钢厂,辽宁 鞍山 114021)
鞍钢股份有限公司热轧带钢厂2150热连轧机组承担着宽、厚、硬等难轧带钢品种的生产任务,设计年产量500万t。该产线精轧区共有6架轧机,其设备稳定性对整条生产线的产量有直接影响[1]。精轧工作辊挡板系统的作用是把上下工作辊锁在精轧机机架内,使其在轧钢过程中不会因轴向力发生轴向窜动,以保证轧制的稳定。在每架轧机上,工作辊挡板系统由操作侧传动侧上下共8个挡板缸组成,通过液压驱动挡板动作。自投产以来,工作侧挡板缸故障率居高不下,造成油品的大量浪费,并且制约工作辊换辊时间及生产节奏,成为困扰生产的难题。为解决此难题,对造成2150精轧机工作辊挡板缸缺陷的原因进行了分析,制定出有针对性的具体改造方案并加以实施。
1 工作辊挡板工作原理及故障概述
2150精轧机操作侧工作辊挡板的关闭和打开是靠一个双柱塞液压缸的往复运动实现的,每个液压缸后部安装一个机械弹簧极限装置,原工作辊挡板缸结构见图1。
挡板打开时,尾部柱塞克服弹簧力将机械检测杆向后顶,触发打开位置的金属检测极限开关,表明挡板缸打开到位;挡板关闭时,液压缸柱塞缩回,弹簧自动复位,机械检测杆向前移动,触动关闭位置的金属检测极限开关,表明挡板缸关闭到位。
在生产过程中,该套挡板缸装置经常产生设备故障,主要表现为:后压盖密封损坏漏油、前透盖螺栓断裂导致液压油泄漏、前透盖密封损坏泄漏。经常出现工作辊更换时挡板打不开的问题,延长了工作辊更换时间。2011年下半年至2012年上半年,对这些挡板缸发生的漏油事故频次和挡板打不开的频次进行了统计,具体情况见表1。挡板缸故障时泄漏的液压油量约为2000 L/月,直接经济损失约3万元/月。
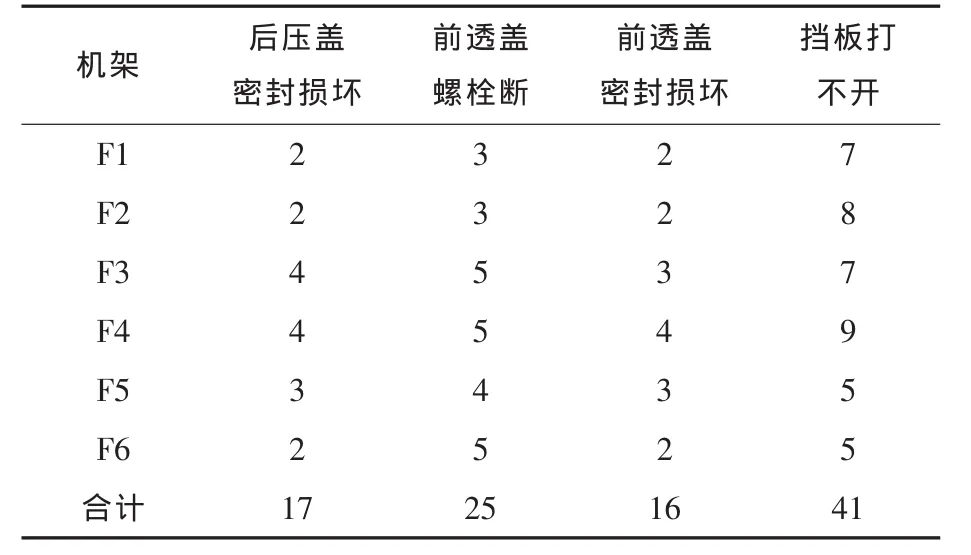
表1 各架轧机挡板缸损坏频次统计 次
2 缺陷分析及改进措施
2.1 后压盖密封易损坏原因及改进措施
因工作辊挡板缸原设计为双柱塞活塞杆,当窜辊回零位、挡板打开时,后柱塞杆移动至固定块圆孔内。圆孔直径为72 mm,活塞杆直径为70 mm,活塞杆与圆孔配合间隙为2 mm。但实际当窜辊回零时,由于回零误差及各部间隙积累,2个月左右挡板缸柱塞与这个固定块圆孔之间的位置偏差就能达到6~7 mm,易造成后活塞杆与圆孔边缘之间出现干涉、刮划,引起活塞杆表面研伤、变形,进而刮伤密封、刮坏压盖密封槽,造成严重漏油。当泄漏量太大时,就会导致挡板功能失效,影响生产。另外,此部位设备集成度很高,维修时需拆卸窜辊缸及移动块,极不方便。这些问题严重影响工作辊更换效率,制约2150线达到更高的产量。
为解决此问题,曾将后柱塞杆直径减小至65 mm,使其与固定块孔的配合间隙最终达到7 mm,虽有一定效果,但没有从根本上消除缺陷。进一步决定将原有双活塞杆设计改为单活塞杆,并在活塞内安装检测磁环,改制后的挡板缸结构见图2。
后压盖由透盖改为闷盖,并在其上安装检测杆。检测数据线由移动块上新设计的孔内引出,在检测杆内设有挡板缸打开和关闭两个位置的检测开关,开关容量24 V DC/0.1 A。带限位开关的压盖结构见图3(a);在活塞上安装了磁钢,使其与限位开关配合使用,带磁钢的活塞杆结构见图3(b)。
挡板缸柱塞改成单杆活塞后,关闭状态时的工作载荷增加,为确保现有设计满足新要求,对相关螺栓进行了校核。
压盖螺栓的规格为8.8级M12螺栓,前压盖为6颗,而后压盖为8颗,液压缸承受的最大工作压力为18 MPa,液压缸柱塞半径为70 mm。
挡板缸的最大工作载荷为:
通过查询机械设计手册可知:8.8级M12螺栓螺纹应力截面积为84.3 mm2,其最小拉力载荷为67 400 N,安全因数选择1.3,则前压盖螺栓的最小拉力载荷为:
经过实际校核验算,原有的6颗M12螺栓完全可以满足实际工作载荷要求,不需更改配置。
2.2 前压盖螺栓易断原因及改进措施
精轧机操作侧工作辊挡板缸前压盖原设计结构形式如图4(a)所示。导套、前压盖贯穿在一起,挡板镶嵌在导套内。在使用过程中发现,前压盖把合螺栓经常断,并且断口部位大部分都在压盖与移动块的结合面处,致使前压盖密封漏油,造成挡板打开功能失效,影响工作辊更换。
经过对故障现象的研究分析,判断引起螺栓断裂的原因为:在工作辊上下动作过程中及轧钢时,外部负载对工作辊挡板导套造成圆周向的旋转力,进而造成挡板缸前压盖螺栓被剪切断。
针对前压盖挡板螺栓失效的原因,决定采用单独固定、功能分开的方案:将挡板缸前压盖及导套独自固定,即将压盖直接固定在移动块挡板缸上,承受轴向力,只是起到液压缸密封作用。在导套和移动块配合的圆周上设计了加强键,克服挡板所受的圆周力,同时将加强键用螺栓固定在移动块上,对导套起到轴向固定,克服挡板运动时产生的轴向摩擦力。其结构如图4(b)所示,这种功能分开的做法,可避免螺栓被切断导致挡板失效及漏油。
改制后的挡板缸装置与原有装置的主要区别为:前压盖7与导套2的固定方式发生改变,原有设计用六根螺栓贯穿二者并将其固定在移动块上,改制后将二者分别固定。前压盖7上加工沉头孔,用螺栓6单独固定;在导套2与移动块1上加工三个键槽及螺纹孔,用三块键5将导套2固定在移动块1上,限制其圆周向和轴向自由度。这种变化实质上是将挡板的功能与液压缸功能分开,消除了原有缺陷。
3 应用效果
2012年末改造完成后,1年多的生产实践证明,改进效果良好,主要体现在以下几个方面:
(1)通过对操作侧工作辊挡板缸位置极限检测方式缺陷原因分析及技术改进,弥补了因窜辊归零不准、误操作、灰尘颗粒等因素造成的由于缸杆划伤、密封损坏导致的挡板无法关闭、液压油泄漏等缺陷,保证了换辊时间,降低了大量液压油品消耗及环境污染,既减少了设备维护人员的工作量,又提高了生产效率,达到了预期目标。
(2)通过对挡板缸前压盖及导套装置结构形式的改进,弥补了原结构设计的不足,使挡板缸工作的可靠性大幅度提高,避免了因前压盖螺栓被剪切断而导致液压油泄漏、挡板打不开、无法换辊等缺陷,同样降低了油品消耗,节约了修复及维护成本,提高了设备作业率。
(3)改造前的挡板缸故障频次为48次/年,改造后降低为8次/年,而相应的因该挡板缸故障所损失的液压油量由原来的2000 L/月降低为现在的50 L/月,节省油品所带来的直接经济效益约36万元/年。改造前因工作侧挡板缸故障打不开引起的故障频次是41次/年,改造后一年多再没有发生过类似故障。
4 结语
在对故障原因进行深入分析后,制定了改造方案,对挡板缸的结构形式和位置极限检测方式从根本上进行了改进,实施后弥补了原有设计的不足,降低了油品和备件消耗,减少了维护人员的工作量,同时提高了设备作业率。
[1] 高光河,张海安.2150 mm精轧机入口导卫标高装置的改进[J].鞍钢技术,2011(2):59-62.
