基于触摸屏控制的煤列抑尘剂自动配料系统设计研究
2015-11-30沈志娟范时成
沈志娟,范时成
(上海鹰峰电子科技有限公司,上海 201617)
基于触摸屏控制的煤列抑尘剂自动配料系统设计研究
沈志娟,范时成
(上海鹰峰电子科技有限公司,上海 201617)
煤列抑尘剂的配料在煤列抑尘过程中是一个首要任务,自动配料系统能够精确地控制配料的精度。对自动配料系统的结构进行设计,采用S7-300 PLC可编程控制器控制自动配料系统的给料、混合和搅拌,并且设计了一个现场操作面板供现场操作人员进行设备维护;然后在Wincc flexible2008 SP4软件平台上进行人机界面开发,通过触摸屏控制系统,从而最终实现了煤列抑尘剂的自动配料。
煤列抑尘剂;S7-300PLC;触摸屏;自动配料
0 引言
在今天这个经济与科技飞速发展的时代,煤炭的使用已经逐步受到了来自各行各业的限制,主要是因为煤炭行业造成的污染比较严重,与实现经济可持续发展的战略相违背,但是它在生活与生产方面的使用依旧难以取缔。现如今必须要解决的是煤炭运输过程中煤尘对铁路旁边的居民区、庄稼及交通设施的严重污染[1-2]。因此在煤炭运量难以减少的情况下,煤列抑尘就变得非常重要。煤列抑尘剂的配料是一个重要的环节,配料的精确性直接影响着煤列抑尘的效果。为了能够精确地进行煤列抑制剂自动配料,提出了采用S7-300PLC和触摸屏来设计。
1 自动配料系统的工作原理及工艺图
系统主要是由PLC、触摸屏、称重传感器、电磁阀及一系列的电动机组成[3]。该系统作用是实现固体料和自来水进行一定比例的混合得到最终需要的抑尘剂。工作原理如下:在触摸屏上先设置好所需的配料总重量与配置比例,根据比例计算出固体料和自来水的重量,并利用皮带秤的称重传感器和搅拌罐的液位传感器分别控制它们的重量;然后先将自来水放入搅拌罐中,再将固体料输送到搅拌罐中,利用搅拌电动机进行搅拌;搅拌完成后将其输送到沉淀罐中,进行一段时间的沉淀;沉淀完成后将其输送到缓冲罐中,抑尘剂配料完成。工艺流程图如图1所示。
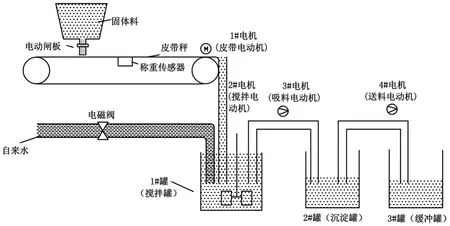
图1 自动配料系统的工艺图
2 自动配料系统控制电路分析及设计
系统实现自动配料的主体控制设备是S7-300 PLC,根据控制系统的要求,S7-300PLC选择CPU314-2DP型号。由于控制电路设计的好坏直接影响着整个设计系统的性能和运行情况,因此控制电路设计非常重要。
2.1 系统I/O端口的分配
根据系统设计的具体控制要求,系统中应设置电源指示、高低液位指示和报警指示[4-5],I/O端口分配见表1。
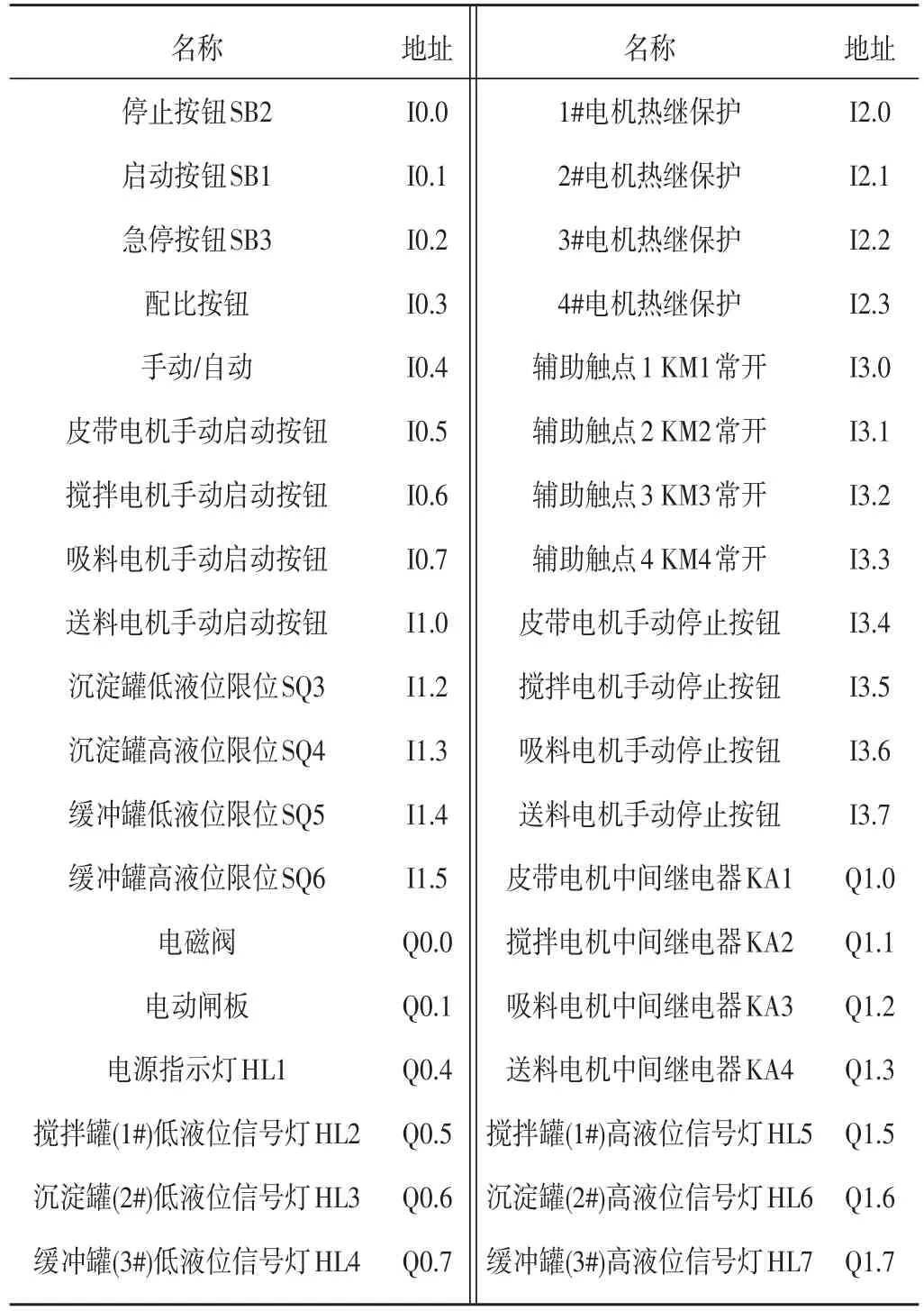
表1 自动配料系统I/O端口的分配表
2.2 系统控制电路设计
在控制电路设计中,由PS307电源模块给扩展模块SM321、SM322、SM331和SM332提供24V的直流电源;AC220V给PLC供电[6-7]。系统的PLC输入输出端子接线图如图2所示。
3 现场操作面板设计
触摸屏放在控制室内,不方便操作,而且现场环境恶劣对触摸屏的寿命有影响,为了现场工作人员控制方便,故而设计一个现场操作面板。现场操作面板设计如图3。
4 PWM触摸屏设计
由于自动配料系统要实现对配料的自动控制,因此需要设计一个人机界面来进行信息的输送,根据系统的设计要求,采用触摸屏来进行人机界面(HMI)的开发。根据Wincc flexible软件的特点,采用Wincc flexible软件开发PWM触摸屏[8]。
在触摸屏上利用Wincc flexible2008 SP4软件设计监控界面,为了能够更好、更快和更全面地实现自动配料的功能及辅助作用,在监控界面设计了初始画面、登陆画面、现场操作画面、系统画面和报警画面这五个画面,这些画面可以在初始画面上实现相互切换。这五个画面的设计如下。
(1)初始画面:系统设计的五个画面能够通过初始画面进行不同画面的切换,在系统中初始画面起到画面之间切换连接的作用。
(2)登陆画面:用户可以通过账号和密码进入自动配料系统。
(3)现场操作画面:在现场操作界面上能够实现系统自动和手动运行的切换,并对系统中的四个电动机的手动启动、停止进行设置,这个现场操作界面的设计有助于系统设备的检修与维护。
(4)系统画面:在系统画面中,系统的启动、配料总量和比例的设置都实现了操作保护,只有在输入账号和密码正确的情况下,才能对这些按钮和参数进行设置。并且在这个画面中能够直观地显示系统的运行情况与实时数据,画面如图4所示。
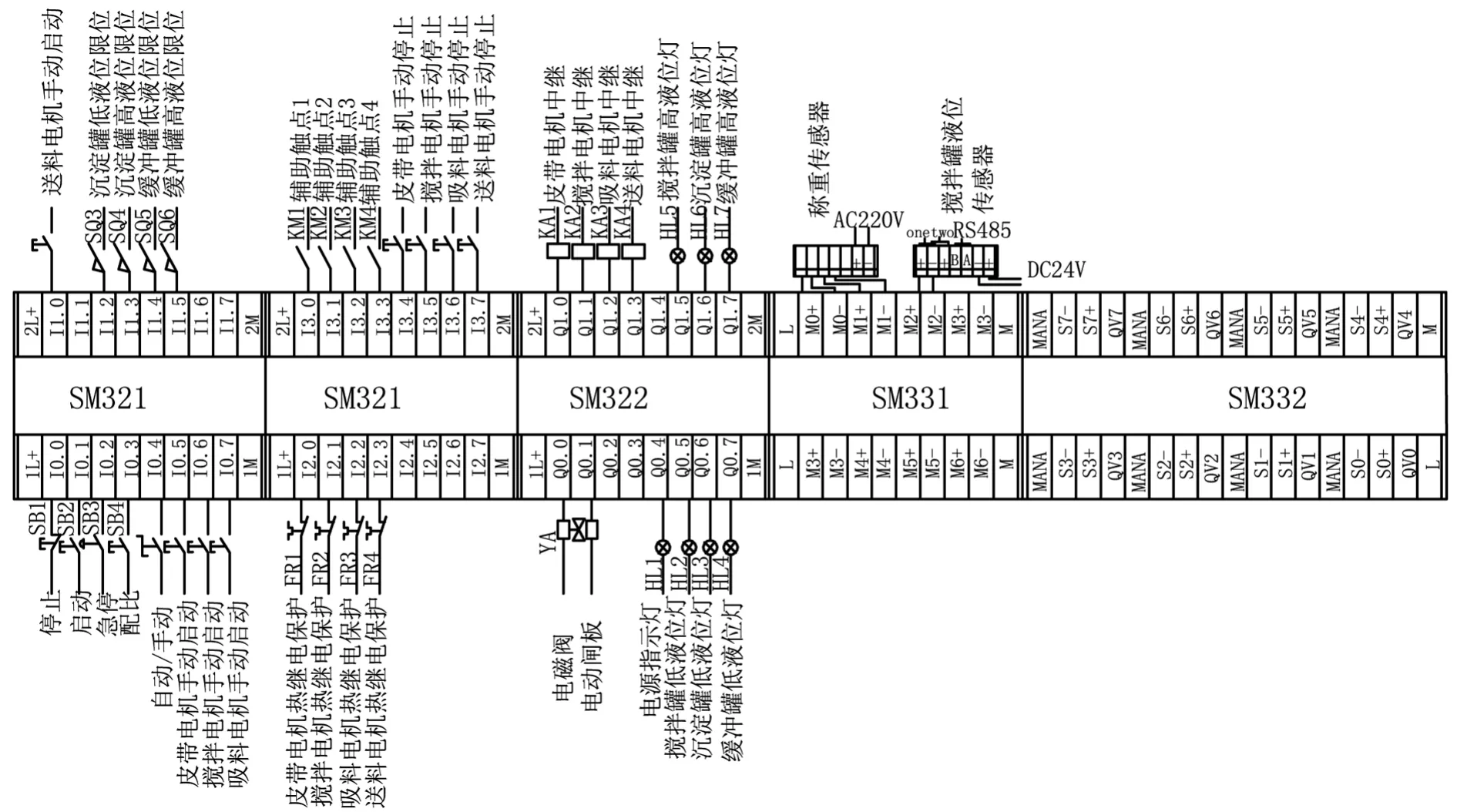
图2 自动配料系统PLC输入输出端子接线图
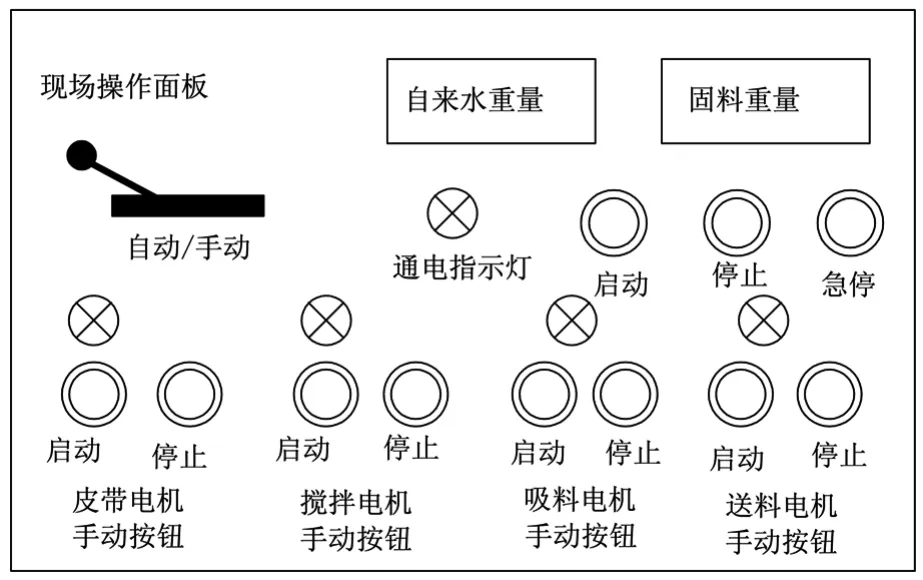
图3 现场操作面板图
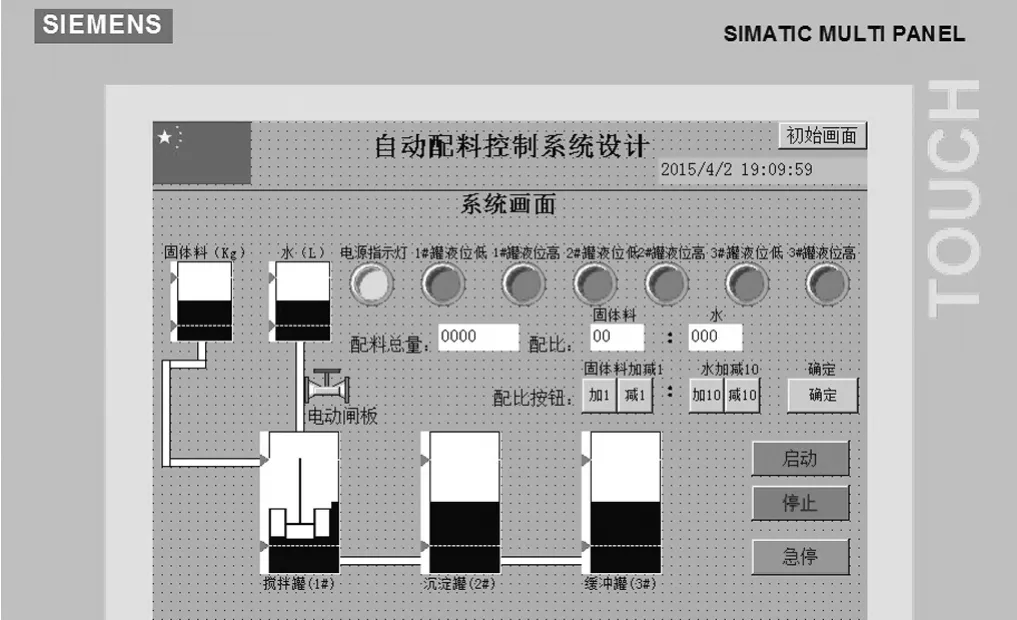
图4 系统画面
(5)报警画面:能够在画面中监测到系统的报警情况。
5 软件设计
软件设计是整个系统设计的一个重要部分,主要包括项目集成和程序设计。
5.1 项目集成
Wincc Flexible项目与STEP7的集成采用创建一个独立的Wincc Flexible项目,并且设置好后再将它集成到STEP7中。
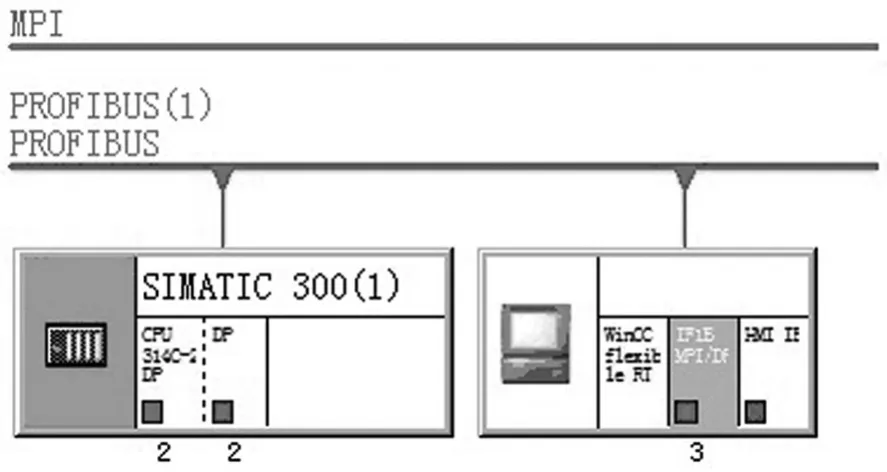
图5 NetPro工具组态DP网络
由于项目中数据需要传输到PLC中,因此它们相互之间要进行通信来实现,通信方式采用PROFIBUS-DP通信协议;为了达到PLC和HMI设备之间的数据交换[9],在STEP7集成软件平台上采用网络组态工具NetPro来实现,如图5所示。
5.2 程序设计
采用S7-300 PLC进行编程来实现系统的要求,PLC的程序主要由初始化程序、配比比例设置程序、模拟量转换程序和报警程序等部分组成。在STEP7软件平台上设计程序,主要由OB1组织块和FC1、FC2功能块共三个模块组成。这三个模块功能如下:OB1组织块主要包含主程序的循环控制;FC1模块主要是设置配料总量和配料比例,并利用称重传感器和液位传感器采取信号,对信号进行转换计算出固体料和自来水的重量以及对其进行重量的控制;FC2模块主要功能是将系统转换成手动运行。
由于在系统中采用3 m×3 m×3.2 m的容器进行配料,因此计算固体料和自来水的重量以及它们的控制程序如图6所示。
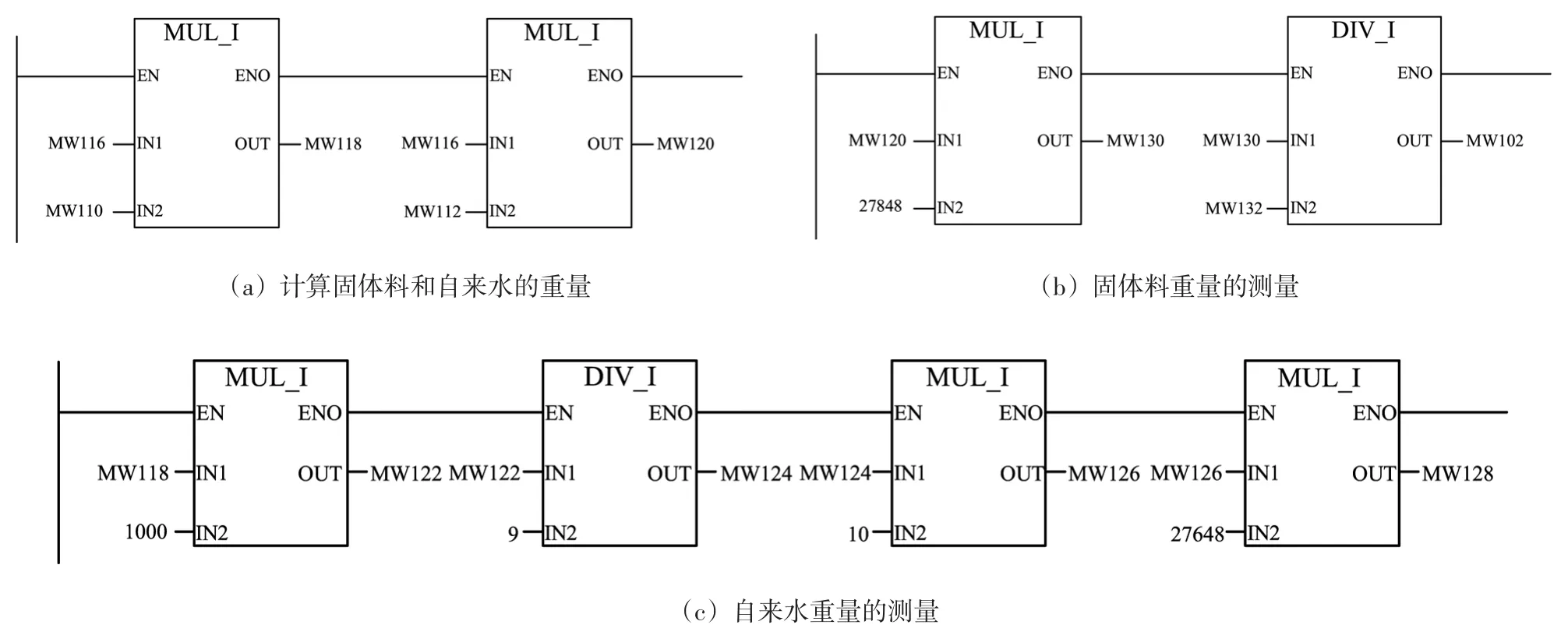
图6 固体料和自来水重量计算及控制
6 结论
在自动配料系统设计中进行了触摸屏的开发,操作人员可以在触摸屏上进行配料总量和比例等一些参数的设置,并且能够直接监控设备的运行状态,这样就能够精确地控制配料的比例来进行煤列抑尘剂的配料和保证设备的运行情况稳定可靠。自动配料系统不需要操作人员的繁琐操作、降低了操作人员的工作强度和生产成本,从而实现了高精度、高效率、全自动地进行煤列抑尘剂的配料。
[1]李艳影,盛文燕,卢健康,等.铁路煤炭抑尘剂生产与喷洒一体化设备设计[J].煤炭与化工,2013(9):54-59.
[2]魏光平,侯凤才.国内外湿润型抑尘剂研究与应用[J].中国矿业,2007,16(9):90-92.
[3]朱月志.基于Profibus-DP总线的自动配料控制系统[D].重庆:重庆大学,2006.
[4]熊伟.基于PLC与组态软件的自动配料系统的设计[J].自动化博览,2006(5):66-68.
[5]赵兴森,文生平,徐永谦.基于PLC的自动配料控制系统设计[J].计算机测量与控制,2013,21(4):962-964.
[6]刘国汉,韩根亮.自动配料系统的设计与实现[J].甘肃科学学报,2013(3):95-99.
[7]周建洪.自动配料控制系统的研制[J].工矿自动化,2003(6):27-29.
[8]王建,徐洪亮.触摸屏实用技术[M].北京:机械工业出版社,2012.
[9]廖常初,陈晓东.西门子人机界面(触摸屏)组态与应用技术[M].北京:机械工业出版社,2012.
Research on Coal Dust Suppressant Automatic Batching System Based on Touch Screen
SHEN Zhi-juan,FAN Shi-cheng
(Shanghai Eagtop Electronic Technology Co.,Ltd,Shanghai 201617,China)
The coal dust suppressant batching is a primary assignment in the process of coal dust suppression,and automatic batching system can accurately controls the precision of the ingredients.In this paper,to design the structure of automatic batching system,using the S7-300 PLC that is programmable controller to controls the automatic batching system for feeding,mixing and stirring,in addition to design a site operation panel for field operation personnel to maintenance these equipment,then to develop the man-machine interface on the Wincc flexible2008 SP4 software platform to achieve the touch screen controlling,so it achieves the coal dust suppressant to automatic batching at last,this is of great significance in practical application in the future.
coal dust suppressant;S7-300 PLC;touch screen;automatic batching
TP273
A
1009-9492(2015)10-0097-04
10.3969/j.issn.1009-9492.2015.10.024
沈志娟,女,1992年生,内蒙古自治区商都人,大学本科,工程师。研究领域:自动化控制系统和TRIZ创新理论。已发表论文2篇。
(编辑:向 飞)
2015-04-08
