酸性水罐腐蚀的联合保护
2015-11-29邹积强
邹积强
(大连西太平洋石油化工有限公司,辽宁 大连 116600)
随着国内炼制进口原因总量的加大,酸性水罐暴露出的腐蚀问题日益突出,无论是中石化、还是中石油、中海油等炼化企业,酸性水罐的内腐蚀问题。已经成为各炼化企业的一个共性腐蚀问题。迄今为止,就酸性水罐的腐蚀成因,已经有了一个广泛的共识,但就所采取的防腐蚀措施也相对简单单一,大都采用环氧玻璃钢或环氧玻璃鳞片防腐,从北到大庆南到惠州、东部沿海大连石化、镇海石化、西部新疆几家大型炼化企业,酸性水罐的腐蚀问题似乎在这几年呈井喷式爆发,所采取的措施效果不一,难以判定某一防腐方法成熟可靠。尝试找出共性问题,期望探索出一条使用效果相对稳定、实施便利、造价不高的防腐蚀技术方案。中国石油炼化分公司四川某石化公司(以下简称“四川某石化公司”)2015 年两台5 000 m3酸性水储罐采取传统防腐方法未达到预期效果,从而提出在国内几家单位使用效果尚可的联合防腐保护的技术方案。
四川某石化公司硫磺回收装置195-T-3001A和195-T-3001B 两台5 000 m3酸性水罐因腐蚀已危害到装置的平稳运行,拟重新制定内防腐技术方案,以满足设备下一个检修周期的防腐使用要求。
方案采用国内炼化企业已经成功使用的联合防腐保护理念,即采用MO 专用酸性水罐防腐涂料和高活化铝阳极进行联合保护的防腐技术方案。使用寿命可以达到4 a 以上(一个检修周期)的使用效果。
1 酸性水罐腐蚀机理初析
195-T-3001A 和195-T-3001B 二台酸性水罐使用设计温度为60 ℃,其腐蚀机理简述如下:
酸性水腐蚀主要是应力腐蚀开裂,原因是酸性水罐内含有大量的酚、氨、S2-和CN-等腐蚀性介质,由于这些介质及金属罐在制作时产生的应力共同作用使罐体发生应力腐蚀开裂。罐体腐蚀穿孔部位70%发生在焊道及其附近,这是由于酸性水中NH3,S2-和CN-的含量都很高,构成了H2S-HCN-NH3-H2O 腐蚀环境:

钢铁在H2S 水溶液中,不只是由于电化学反应生成FeS 而引起的一般腐蚀,而且主要发生的是应力由于焊接过程中不可避免地残存有缺陷,又极易诱发焊缝的晶间腐蚀和缝隙腐蚀等,对焊道附近产生破坏作用。
当酸性水pH 值大于6 时,钢铁表面为FeS覆盖,有较好的保护性能。但由于存在CN-,溶解了FeS 保护层,加速了腐蚀反应的发生,反应式如下:

由于酸性水中含有大量的NH3,NH3与H2S发生反应,致使H2S 在水中溶解度大大增加,亦即HS-含量增大。

NH3溶于水后,提高了水的pH 值,从而为FeS 与CN-的反应提供了良好的条件。
酸性水中酚对酸性水罐腐蚀影响很大。酚与氨、水等小分子共同作用,有很强的渗透性,穿透普通防腐蚀层到达金属基体表面而使防腐蚀层鼓泡,造成金属与防腐蚀层之间形成较小的缝隙,造成缝隙腐蚀。再加上H2S 和NH3在一定温度的联合作用,使腐蚀加剧,最终导致防腐蚀层脱落和失效。
2 防腐设计依据及注意事项
参照GB50393—2008《钢质石油储罐防腐蚀工程技术规范》,对于液态烃球罐(含合格、不合格液化气、石脑油、汽油球罐等)的防腐涂层厚度应达到300~400 μm。
中国涂料工业协会行业规范HG/T0001—2006《石油储罐导静电防腐蚀涂料涂装与验收规范》4.1.1.1b“原油罐内底板及下部积水部位外,其它内壁各部位要求具有导静电防腐功能的配套涂料,涂层厚度不小于350 μm。中间产品罐(金属〉热喷涂+导静电配套涂层封闭,涂层总厚度不小于400 μm。
综合上述防腐规范及四川某石化酸性水汽提装置的酸性水罐实际腐蚀状况,酸性水内防腐设计厚度为300 μm。
3 防腐方案设计
3.1 设计依据
中石化《加工高含硫原油贮罐防腐蚀技术管理规定》
中石油2011 年油炼化170 号文件
GB13348—92《液体石油产品静电安全规程》
GB50393—2008《钢质石油储罐防腐蚀工程技术规范》
NACE standard RP0575—95,Internal Cathodic Protection Systems in Oil-Treating Vessels
SY0007—1999《钢质管道及储罐腐蚀控制工程设计规范》
SY/T0047—1999《原油处理容器内部阴极保护技术规范》
3.2 表面处理
罐内全部做涂料防腐处理,表面处理采用喷砂达Sa2.5 级。
3.3 阴极保护联合防腐设计方案
罐内壁全部采用MO 酸性水罐专用防腐涂料,设计厚度300 μm,其中,罐底板、罐壁采用增设AR 专用牺牲阳极进行联合防腐保护[1]。
罐内壁增加AR 高活化牺牲阳极阴极保护,按照国内酸性水罐调查情况酸性液的电阻率取于200 Ω·cm 进行内壁阴极保护设计。
保护电流密度取30 mA/m2;
碳钢的自然腐蚀电位为-0.65 V(相对饱和Cu/CuSO4参比电极);
罐底板、罐壁保护面积:1 391 m2
阴极保护所需电流:

设备保护期间所需要的平均保护电流:

设计使用寿命:8 a
牺性阳极的理论用量设计公式

式中:Q 为设计所需阳极的理论总质量,kg;I为设计的保护电流密度,A/m2;S 为实际所需保护的面积,m2;T 为设计所需保护时间,h;K 为所选牺性阳极的理论发电量,A·h/g。
根据上式计算可以求出理论所需要的牺牲阳极的总质量

AR 牺牲阳极规格为7 kg/块,合成198.4 块
取整数为199 块,AR 牺牲阳极重量为:1 393 kg(每台)
两台AR 牺牲阳极重量合计2 786 kg,两台AR 阳极数量为398 块
罐底板安装AR 牺牲阳极49 块,罐壁部位每台安装AR 牺牲阳极150 块。分4 个层面布设阳极,每个层面间隔约2.6 m。每个层面阳极数量见图1。罐壁AR 牺牲阳极分布情况见图2。
AR 牺牲阳极安装注意事项:
不可在焊缝部位施焊牺牲阳极。

图1 罐底板阳极分布简图
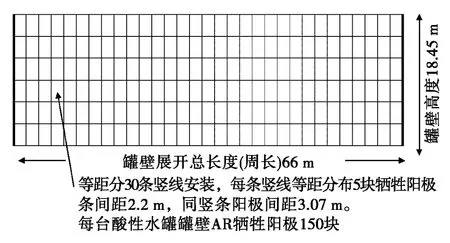
图2 罐壁AR 牺牲阳极分布情况
阳极块支腿与罐低(壁)焊接牢固,并用气焊烘烤10 分钟左右,温度降至环境温度后焊点做防腐处理。目的是消除渗氢、消除局部残余应力,降低发生应力腐蚀和析氢的风险,提高酸性水罐的安全使用系数。
使用过程中当阳极消耗掉占初始质量的85%时,可利用清理罐机会进行更换。
3.4 防腐涂料施工技术要求及用量
为获得良好的防护涂层,表面处理很关键。一般认为,涂层使用寿命缩短的原因,除锈除油质量差的因素约占40%。
(1)涂层设计厚度为300 μm 以上。
涂料用量:2 000 m2× 10 × 0.25 kg/m2=5 000 kg(每台)
二台酸性水罐涂料用量大约为10 t,牺牲阳极用量398 块,2 786 kg。
(2)涂装前先进行喷砂除锈,达到Sa 2.5 级,粗糙度达到20~40 μm,确保涂层与基体的结合力。
(3)喷砂处理完成满足要求达到Sa2.5 级检查合格后,焊接牺牲阳极。
(4)为达到Sa2.5 级表面处理及施工过程中为防止二次污染,应采取:①用洁净的石英砂、金刚砂等;②用经过滤无油的压缩空气;③最终处理后应彻底吹除浮尘,并尽快施涂。
4 结语
四川某石化公司进行的酸性水罐内防腐联合保护防腐设计,是基于大连西太平洋石化公司采取的MO+AR 联合防腐保护的实践基础上而设计的,大连西太平洋石化公司采用该方法进行防腐的酸性水罐最长使用记录已达到6 a,尽管涂层个别部位由于检修人员踩踏等造成涂层损伤,但由于采用牺牲阳极,个别涂层部位即便出现涂层破损、针孔等,由于牺牲阳极的有效补充保护作用,使得酸性水罐采取环氧玻璃钢、环氧玻璃鳞片防腐的使用寿命由1~2 a,达到现在的6 a 仍在使用的良好效果,值得推广和借鉴。
[1]冯明,胡杨.炼油污水系统的安全运行管理[J].石油化工腐蚀与防护,2010.27(2):48-50