基于3D Max与UG复杂曲面设计与NC加工
2015-11-27袁惊滔
袁惊滔
基于3D Max与UG复杂曲面设计与NC加工
袁惊滔
(陕西工业职业技术学院 陕西咸阳712000)
复杂曲面模型不论是在软件造型方面还是在机械加工方面都是制造业中的难点,采用3D Max与UG相结合加工复杂曲面的方法,并以复杂曲面(人头)为例,介绍了3D Max 2010曲面建模,进行图形文件格式的转换,将其导入UG NX 8.0,通过对复杂曲面的加工工艺分析,实现对复杂曲面的数控仿真加工以及程序的后处理。
复杂曲面 3DMax 仿真加工 UG
UG是现代制造业领域应用广泛的CAD/CAM软件之一,具有强大的建模造型和仿真加工功能,但是一些复杂的自由曲面比如人头的造型设计,在UG中基于图片进行建模的任务是很难完成的。3D Max是目前世界上被广泛应用的人物角色三维造型和动画软件,强大的三维造型功能使得它更方便快捷的基于图片对复杂曲面进行建模。本文采用3D Max基于图片建模和UG的加工模块进行仿真加工,将两者结合起来实现对复杂曲面(人头)的仿真加工的方法。
1 3D MAX人头模型制作
1.1 人头建模素材准备
利用图片进行建模,需要将主视图、侧视图的图片分别设置为3D Max的主、侧视图背景,人头主侧视图中的人头图像需要高平齐,人头模型轮廓的左右宽度由主视图确定、前后宽度由侧视图确定。从设置的背景图片中人头的轮廓提取线条来绘制多边形,再使用多边形进行建模,通过主、左视图对多边形进行调节,最终达到建模要求。人头建模的主视图、侧视图图片,如图1所示。
图1 人头视图
1.2 人头建模工作流程
1.2.1人头模型建模法则
(1)保持较精简的精度。
(2)尽量使用四方形,三角形在有必要的情况下才使用。我们不应该完全避免三角形,虽然这样会造成模型变得不完美,但能帮助我们节约不必要的循环“边”和“面”。
(3)避免产生五边形。如果出现五边形,就从五边形的五个点中的某一个点,向点的对边引垂线,这样即可化解五边形为两个四边形。
(4)避免极点。极点是超过4条边相交的点,虽然完全避免极点出现是不可能的,但应该尽量把这些点隐藏在肌肉运动幅度小的地方或主视线以外的地方,因为极点会造成模型光滑后不完美。
(5)布线疏密有度。一般情况下,越简单的刻画出结构越好,但有时太少的先会导致肌肉变形不可控。疏密的安排基本可遵循一个规律:动则平均,静则结构。即运动幅度大的地方线条密集且排布均匀;变形小的地方,在布线时可不用考虑伸展性,只要求表现出结构上的细节。
(6)多边形应尽可能地饱满或四方,避免长窄或扭曲(有些在生成皱纹的时候可以接受)。
(7)面部或表情的“边”的走向不应该交叉产生,最不理想的情况是面部的拓扑沿45°交错向下。
(8)最困难的事是在尽量展现模型细节和控制面数之间找到平衡点。模型的边数和面数越多,效果就越真实且准确,但是编辑起来就越困难。
采用3DMax对复杂曲面(人头)进行造型,对其建模有多边形建模(Polygon Modeling)、细分建模(Sub-D Modeling)、雕刻建模(Zbrush/Mudbox Sculpting Modeling)等多种建模方式,但多边形建模是最流行、最基础、最重要且最直接的一种建模方法[1]。因此采用多边形建模方式对复杂曲面(人头)进行建模造型,建模操作流程如图2所示。

图2 人头建模工作流程
1.2.2人头模型制作
通过创建平面模型,对人头的各个部位进行覆盖,从而将平面模型转化为可编辑多边形,进而对多边形的点,参照主、左视图中导入的图片背景,在立体空间中调节修改实现复杂曲面(人头)的造型建模如图3所示,得到的模型如图4所示。最后切换到NURBS状态下,得到的模型如图5所示。
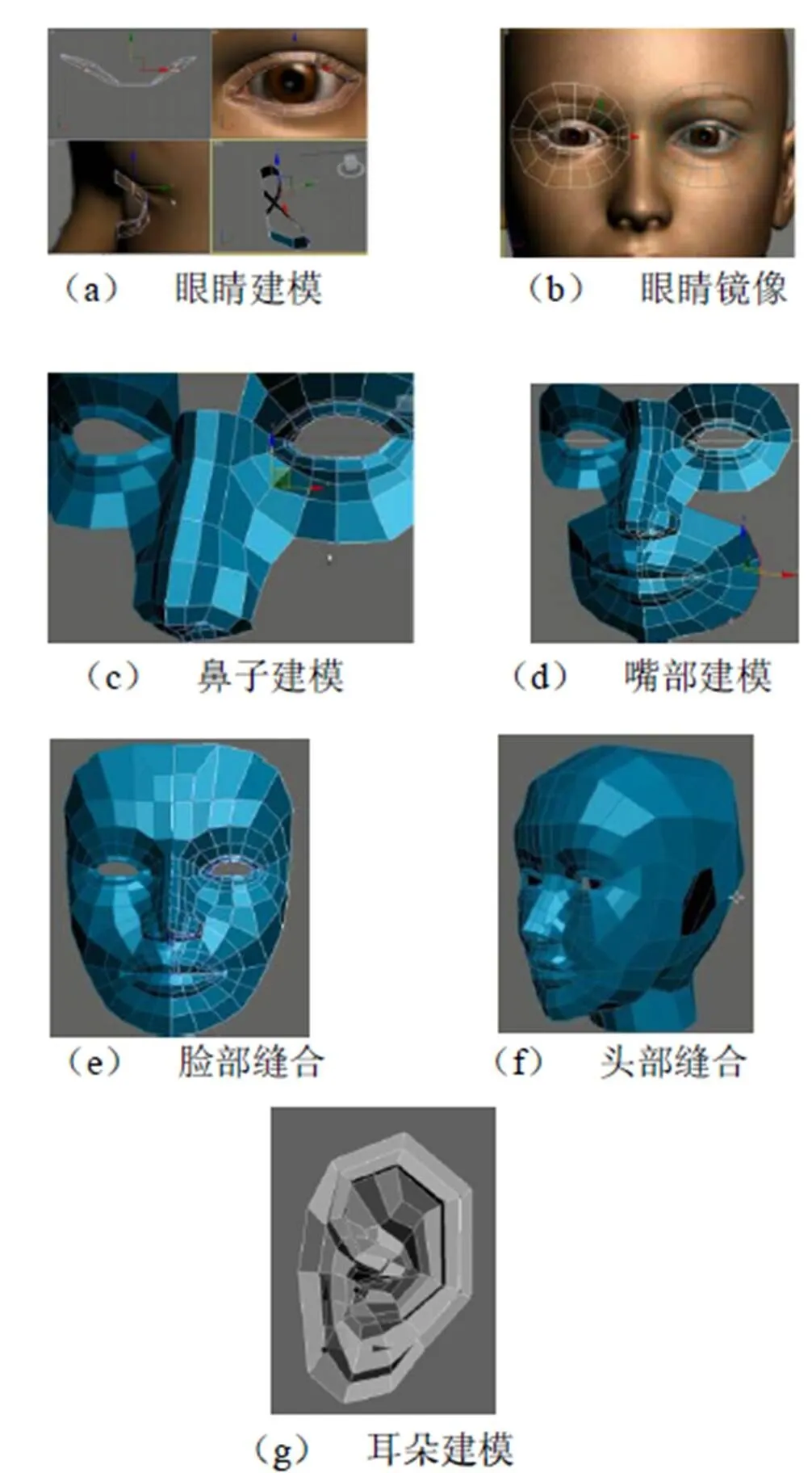
图3 人脸各部建模效果图

图4 人头造型建模

图5 NURBS状态模型
2 人头模型仿真加工过程
STL是一种为快速原型制造技术服务的三维图形文件格式。3D Max将图5所示的模型导出并保存为STL格式的文件,再将该文件导入到UG,模型为小平面体几何图形,再用加工模块进行仿真加工。
从3D Max导入UG后的人头模型,是一种小平面体几何图形,且这种小平面体在UG建模模块中无法通过相关的操作进行修改达到实体化或将曲面分割,采用“变轴轮廓铣”时,从驱动几何体上产生的驱动点无法投射到部件几何体(人头)上[2]。因此刀具无法从驱动点沿着投射方向移动接触到部件几何体,从而无法产生刀轨,即“变轴轮廓铣”的加工对象不能是小平面体模型。最终加工工艺如下[3]。
2.1 粗加工
铣削方式的确定:由于是进行大量材料的切除,选“型腔铣”[4]。
加工方式的确定:先加工人脸,再加工人脸的两侧,由于两侧对称,故在加工完人脸后选用先加工右侧,后加工左侧。
加工余量的确定:根据《机械制造技术基础》确定其余量为1mm。
刀具的确定:在粗加工的时候要进行大量余料的切削,且为了使刀能承受较大的切削力,所以选择直径为20 mm的立铣刀。
刀轴的确定:加工人脸时刀轴选择轴负方向,加工右侧时刀轴选择轴正方向,加工左侧时刀轴选择轴负方向[5]。
刀轨设置的确定:由于粗加工是用于大量余料的切削,为了节约时间,(切削层厚度分别为:人脸切削层厚度140 mm,右侧切削层厚度135 mm(侧面顶垂直向内),左侧切削层厚度140 mm;)每刀的深度设置为4 mm;切削参数的设置为顺铣(为了保证表面质量);余量为1mm;非切削移动的设置为开放区域选“圆弧”进刀类型;主轴速度的设置为3 000 rpm(其它自动计算),其它采用默认值。刀轨如图6所示。

图6 粗加工刀路
2.2 半精加工
铣削方式的确定:由于人头模型的曲面较为复杂,部分粗加工后所留材料残余较多,故选“型腔铣”和“固定轴轮廓铣”去除,以便于精加工。
加工方式的确定:先利用“型腔铣”去掉人头模型头顶的粗加工的大量材料残余,其它部分采用“固定轴轮廓铣”,由于是固定轴,所以采用的方法和粗加工一样。
加工余量的确定:根据《机械制造技术基础》确定其余量为0.3mm。
驱动方法的确定:采用“固定轴轮廓铣”的部分选择“曲面驱动方法”,切削模式采用“往复”,“步距”采用设置为“数量”,再根据加工的方位设置不同的数值。
投影矢量的确定:采用“固定轴轮廓铣”时,由于是固定轴,故选“刀轴”。
刀具的确定:在半精加工时,切削量较小且为了使加工的曲面展现出来,所以选择直径为10mm的球头铣刀。
刀轴的确定:“型腔铣”时由于是固定轴,所以加工人头头顶时,刀轴选择正方向;采用“固定轴轮廓铣”时,由于和粗加工同样的原因,所以加工右侧时刀轴选择正方向,当加工左侧时刀轴选择负方向。
刀轨设置:采用“MILL_SEMI_FINISH”,在切削参数中设置为:顺铣(为了保证表面质量),余量为0.3 mm;非切削移动的“进刀类型”设置为“圆弧—平行于刀轴”;为了提高表面质量,主轴速度的设置为:4 000 rpm(其它自动计算)。刀轨如图7所示。

图7 半精加工刀路
2.3 精加工
由于前面所述原因,小平面体模型无法采用变轴轮廓铣。因此人头模型精加工仿真同样采用固定轮廓铣。人头模型精加工仿真时,部分区域采用驱动方法为螺旋式。刀轨如图8所示。

图8 精加工刀路
(1)对于人的脸部、右耳朵部分、左耳朵部分,脑后部分采用驱动方法为螺旋式,其最大螺旋半径分别为100 mm、80 mm、80 mm、80 mm。刀轴的指定矢量分别为轴正方向,轴正方向,轴负方向,轴负方向。
(2)由于采用驱动方法为螺旋式精加工仿真的四部分,刀轨无法全部覆盖人头模型四周,因此对人脸两侧再利用驱动方法为曲面进行精加工,去除残余材料。其操作方法与半精加工固定轮廓铣相同,将步距数设置为300。
(3)人头模型顶部,在以上精加工过程,由于采用固定轮廓铣,刀轴始终平行,无法将头顶的材料残余完全去除,所以采用驱动方法为螺旋式的固定轮廓铣对头顶进行加工。
最终利用UG仿真加工得到的复杂曲面(人头)如图9所示。
图9 最终加工结果
3 结语
采用3D Max与UG相结合加工复杂曲面的方法,并以复杂曲面(人头)为例,用3D Max 2010曲面建模,进行图形文件格式的转换,将其导入与UG NX 8.0,通过对复杂曲面进行加工工艺分析,设计复杂曲面的加工工艺,利用UG的加工模块在电脑上实现对复杂曲面的数控仿真加工。最终通过仿真加工的获取代码进行后处理,从而得到相应的数控加工程序。
由于从3D Max导入UG后的复杂曲面模型,是一种小平面体,并且这种小平面体在UG建模模块中无法通过相关的建模操作进行修改。现代CAD/CAM技术日趋成熟,实体建模技术在各种软件中的相互兼容性也愈来愈强大,图形格式逐渐标准化,我们还可以寻找实现3D Max 2010与UG NX 8.0之间的图形转换或者通过中间软件以及编程实现对接的方式。
[1] 张晓,李奇.3ds Max 2011三维艺术设计[M].北京:化学工业出版社,2011.
[2] 李强,其木格.基于UG的数控编程及加工过程仿真[J].机械设计与制造,2007,8:107-109.
[3] 贾振元,王福吉.机械制造技术基础[M].北京:科学出版社,2011.
[4] 谢龙汉.UG NX 8.0数控编程[M].北京:清华大学出版社,2013.
[5] 高长银,李万全,黎胜容.UG NX 7.5多轴数控加工典型实例详解[M].北京:机械工业出版社,2011.
