卡套式管接头的应用研究
2015-11-23杜春臣林立峰
杜春臣,林立峰
(上海柴油机股份有限公司,上海200438)
卡套式管接头的应用研究
杜春臣,林立峰
(上海柴油机股份有限公司,上海200438)
介绍了卡套式管接头的结构及密封原理,详细分析了卡套式管接头预装及正装时的技术要点,提出了预防密封失效的措施。
卡套管接头预装配密封失效
1 简介
卡套式管接头由于其连接牢固、耐压能力高、密封性能好以及良好的拆装性能,在小直径管路连接中得到了广泛的应用。此外,它与钢管连接时不需要焊接,有利于防火、防爆和高空作业,并能消除焊接带来的弊端,因而是液压气动系统中较为理想的连接件,适用于油、气、水等。但是,卡套式管接头需配用冷拔钢管、优质卡套以及重视装配过程中的技术要点等要求,国内部分企业还没有完全掌握合理的结构设计和卡套的热处理技术,同时缺乏相应的工艺技术,容易引起泄漏,导致卡套失效[1]。本文从卡套式管接头的密封原理、装配工艺等方面详细介绍,并提出预防失效的措施。
2 卡套式管接头的结构特点及工作原理
2.1 卡套式管接头的分类
卡套式管接头型式较多,但能代表其共同特点的基本结构却比较简单,只有接头、卡套和并紧螺母三个基本零件,见图1。其中卡套是关键零件。卡套式管接头按卡套结构形式可分为单卡套式管接头和双卡套式管接头,单卡套式管接头按刃口数目,又可分为单刃式和双刃式(又称渐进式多刃卡套),其具体形式见图2。

图1 卡套式管接头连接示意图
国外的卡套式管接头产品已发展到第四、第五代,而国内还停留在第一代,其标准(GB/T 3764—2008)也无较大改进[2],且国内常见的卡套多为单刃式卡套。本文以单刃式卡套管接头为例,通过介绍其密封原理及装配工艺,提出降低失效风险的措施。单刃式管接头结构简单,对材质及装配要求高,在国内得到广泛应用;双刃式管接头起到双密封作用,可靠性提高,但卡套加工困难;双卡套式管接头的密封和卡紧效果更佳,易于安装,但零件数量增多,安装扭矩较大,在国外有着广泛的应用,见图3。

图2 卡套式管接头连接示意图
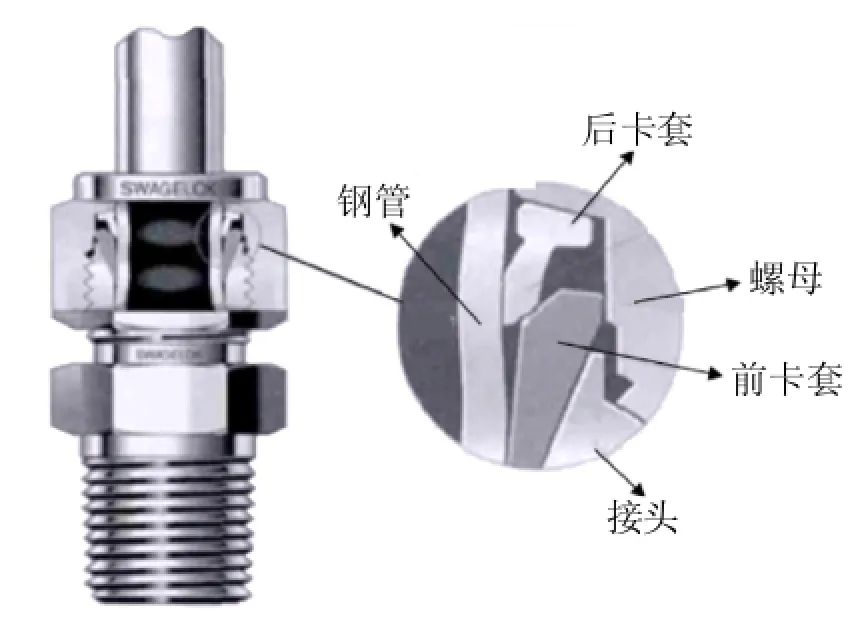
图3 双卡套式管接头
2.2 卡套式管接头的密封原理
在装配过程中,卡套处于接头、并紧螺母和钢管三者之间形成的环形空腔内,如图4所示。随着并紧螺母的旋转,螺母90°内锥面和接头24°内锥面之间轴向距离缩小,接头24°内锥面压紧卡套前端环形棱边,产生压力F,使卡套前端径向收缩,同时起到外密封作用,卡套尾端86°锥面与并紧螺母90°内锥面接触,产生压力F′。卡套两端在F和F′的径向分力Fy′和的作用下产生径向收缩,逐步消除其与管子外壁之间的间隙,继而其锋利的刃口切入管壁,在管子表面切出一条闭口环槽,卡套刃口嵌入环槽内,起到内密封和抗拔脱作用。卡套中部不受径向力作用,稍有拱起,增强了卡套的弹性,使得其有足够的作用力F和F′,从而保证密封性、抗振性,也对螺纹起到放松作用[3]。
2.3 卡套式管接头的性能分析
根据GB/T 3764-2008“卡套”中的规定,卡套式管接头的最大工作压力为10 MPa~63 MPa,其压力值与管径有关。从理论上分析,卡套式管接头结构简单、装配方便,但从实际使用效果来看,单刃口卡套式管接头并不是一种最佳的管路连接方式,仍存在一些不足之处。
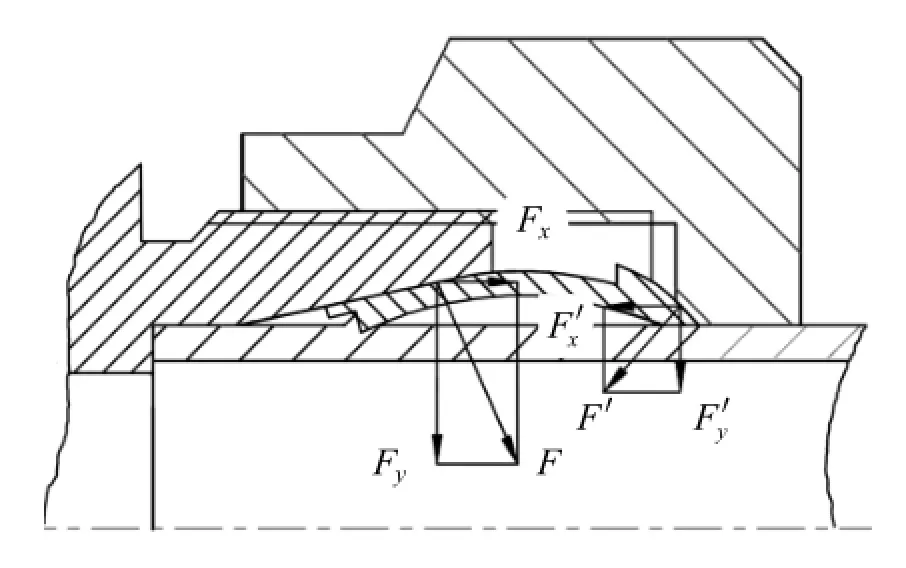
图4 卡套受力分析图
首先,单刃口卡套没有很好的温差补偿功能,当用于温度变化较大的环境中,其密封性能会大大降低。另外,接头及钢管等零件材质不同,其热膨胀系数不同,温差变化较大时三者之间有可能形成间隙,产生泄漏。
卡套作为密封的关键零件,装配时很难确保刃口处均匀地切入钢管表面深度0.25 mm~0.5 mm,且产生此变形需要相当大的外力。根据有关资料[4]显示:装配Φ6 mm~Φ10 mm卡套的拧紧力为64 N~115 N,Φ16 mm为259 N,Φ18 mm为450 N。因此,在装配之前必须先在专门的卡套预装器上进行预装,才能达到理想切入效果。否则,一次装配合格率低于60%[2]。
此外,单刃口卡套式管接头重复拆装,其性能较差。由于刃口切入钢管,导致二者产生永久变形,多次拆装后,因卡套与接头体没有装配补偿量,易出现泄漏。单刃口卡套式管接头一般仅应用于低压、管径小于Φ20 mm、且不需多次装拆的场合。
因此,为保证单刃口卡套式管接头的密封效果,需要从材质、加工工艺及装配等方面严格要求。
3 卡套式管接头的装配分析
3.1 零件选材及加工要求
按照国标要求,钢管一般选用经退火处理、消除应力的20#精拔管或10#冷拔(或冷轧)无缝钢管。钢管材质对卡套的刃口切入性能提出了较高的要求。此外,对于钢管的圆度也有一定要求,否则易导致卡套式接头出现漏油和脱拔现象。
钢管在切割过程中,为保证割管端面的垂直度,使钢管垂直插入接头,可以利用V型锯管导向器,见图5。切割后的管口应去毛刺和倒角(最大倒角为0.2×45°)。对于需要弯折的钢管,从钢管端面至弯曲部位的直线段长度应不小于2倍并紧螺母的长度,如图6所示。
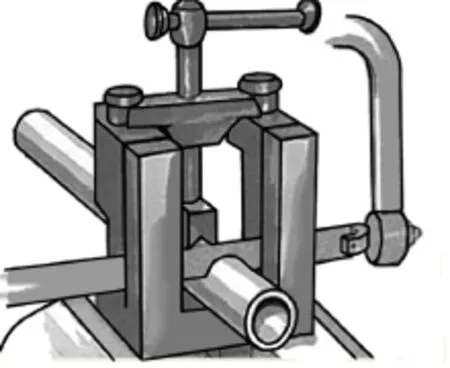
图5 V型锯管导向器
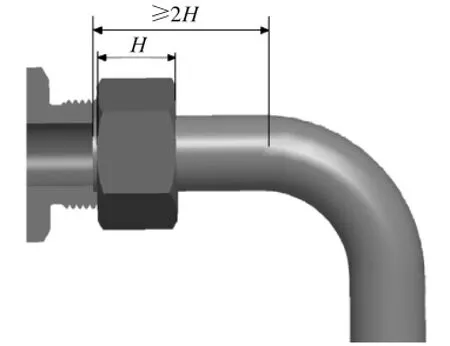
图6 弯管直线段长度
卡套由于精度要求高且为薄壁零件,需要考虑因切削力引起的卡套变形,否则会影响其密封性能及可靠性。卡套的刃口部分,结构复杂,尺寸小,加工精度控制较困难,这也是国内卡套企业急需解决的关键加工技术。
接头的设计尺寸应满足国标GB/T 3764-2008中的要求,重点是控制24°锥面的粗糙度值(1.6),以及内锥深度值7.5 mm(按管径值选取)。
3.2 卡套式管接头的预装配
如前所述,为使卡套能理想地切入钢管表面深度达到0.25 mm~0.5 mm,提高正式装配效率,卡套式管接头在正式装配前应该进行预装配。预装配的方法有两种:一种是手工预装;另一种是机器预装,即在专用设备上进行预装。在结合已有资料的基础上,分别对两种装配方式进行介绍[5]。
3.2.1 手工预装配的操作方法
(1)先在预装工具的内锥面及外螺纹处涂适量润滑脂,以减少对零件的磨损。
(2)将并紧螺母和卡套套在钢管上,将钢管插入预装模具的内锥形孔内,使钢管端面与模具的内孔端面贴紧。如果没有预装模具,也可使用实际装配的接头作为预装工具,但同一接头不宜超过5次预装。
(3)预装时用手将并紧螺母拧到预装模具上,同时慢慢左右转动钢管,但要保证钢管的端面与预装工具内孔端面始终垂直,以保证卡套均匀地切入管口。
(4)当并紧螺母拧紧到不能手动转动钢管时,根据经验值,再将并紧螺母拧紧1~5/4圈,即可以达到要求的紧固程度,如图7所示。

图7 手工预装拧紧示意图

图8 机器预装内锥模具
3.2.2 机器预装配的操作方法
与手工预装相比,机器预装是靠外力(如液压、电动等)推动内锥模具,推行一定行程后,使卡套刃口切入钢管,达到要求的切入量。预装完成后,可通过剖面检查效果。若发现卡套的外圆锥面有圆弧叠起变形时,说明推力过大;当发现切入深度不足时,应适当提高推力,直至理想状态。由此可见,推力大小是机器预装的关键因素,其值需要通过大量试验来确定。此外,内锥模具的形状对卡套变形也起到关键作用。以M26×1.5螺纹为例,内锥深度为7.5 mm,锥面角度为24°,见图8。部分企业将内锥模具的24°锥面调整为27°或28°,将使得卡套的弯曲变形更加明显,在正式装配时更容易与接头贴合[6]。其次,将内锥深度7.5 mm缩小,避免实际接头深度值偏小,有顶死的风险。有资料显示,卡套刃口距钢管端面的距离一般为3~4mm,否则容易顶死。该值的大小需要试验来确定。
目前,由于机械预装具有良好的一致性及预装效果,正在取代手工预装。
3.3 卡套式管接头的正式装配
对已预装过的卡套接头,正式装配就相对简单,具体操作如下:
(1)正式装配前应再次检查已预装好的卡套、管子及接头,防止在运输过程中产生划痕和污物等。
(2)在卡套的密封锥面和接头体的内锥面以及外螺纹处涂抹适量的润滑脂油(一般适用于管径20 mm以上的装配),防止拧紧螺母时造成密封面的磨损。
(3)将钢管插入接头时,不能用力过大,避免将预装时已切入管壁的卡套刃口退出。
(4)拧紧螺母时,要使用扭矩扳手来控制紧固力矩的大小。根据经验值,当力矩开始突然增大时,再将并紧螺母拧紧1/6~1/4圈即可。不能过大或过小,否则均可引起泄漏。
4 卡套式管接头密封失效的预防措施
卡套式管接头由于密封失效引起泄漏的位置主要有两处:卡套刃口与钢管接触的内密封处,卡套与接头锥面接触的外密封处。
由于内密封需要卡套预装来保证,因此,对预装的卡套应进行抽样检查。首先,预装后卡套允许微量转动,但不能轴向窜动;其次,进行剖面检查。查看卡套刃口是否嵌入钢管外壁,且确认刃口是否有局部崩裂现象,凹槽是否均匀规整;第三,预装完成后进行耐压试验,试验压力为工作压力的2倍,不允许有泄漏[7,8]。
与内密封相反,外密封需要靠正式装配来保证。除上述正式装配操作要求外,其余注意事项为:
(1)严禁在卡套内涂抹密封胶等填充物,以防密封胶被冲后泄漏并堵塞管路。
(2)装配力矩不宜过大或过小。力矩过小,使其密封压力不足;力矩过大,使卡套屈服变形而丧失弹性。
(3)管路连接时应避免其承受侧向力,侧向力过大会造成密封不严。
(4)连接管路应尽量一次性拧紧,避免多次拆卸,否则会使密封性能变差。
5 小结
卡套式管路连接方式是一种先进的管路连接方式,在机械、液压、空调、航天等领域应用广泛,工程设计中可以优先考虑采用。尽管现阶段国产卡套式接头的可靠性和进口接头相比还有一定差距,但只要从预装、正装等关键工序注意相关技术要点,还是可以达到良好的密封效果。
[1]程芳玲.金属卡套是管接头装配工艺[J].机车车辆工艺,2011(1).
[2]陈胜.船用高压卡套式管接头及其配套设备研究[D].浙江大学浙江海洋学院,2013.
[3]汪恺.机械设计标准应用手册[M].1997.
[4]雷雄.(单)卡套式与双卡套式管接头的密封性能对比[J].液压气动与密封,2002(4).
[5]郑金生.卡套式管接头的密封及泄漏的分析[J].机床与液压,1992(4).
[6]陈友明.卡套式管接头的预装[J].工程机械,1995(5).
[7]李明昕.卡套式管接头的应用探讨[J].机械与自动化,2014(7).
[8]朱瑞松.压力容器[J].机械与自动化,2013(6).
Application&Research of Bite Type Pipe Joint
Du Chunchen,Lin Lifeng
(Shanghai Diesel Engine Co.,Ltd,Shanghai 200438,China)
Bite type pipe joint of construct and seal principle are introduced,Detail analysis bite type pipe joint preassembling and assembled technology main point,put forward the prevention measures of seal failure.
bite type,pipe joints,preassembling,seal failure
10.3969/j.issn.1671-0614.2015.04.009
来稿日期:2015-06-29
杜春臣(1987-),男,硕士,主要研究方向为发动机零部件设计及性能研究。
