糠醛精制装置脱水流程的优化设计
2015-11-05任峰等
任峰+等

摘要:介绍了中国石化济南分公司糠醛精制装置脱水系统的原理及流程现状,针对现有流程存在的问题,提出初步优化解决方案,通过分析论证,确定完善的优化方案并实施。结果表明,该方案完全解决了加工量瓶颈问题,显著提高了装置的安全环保生产水平。
关键词:糠醛精制装置;脱水流程;优化方案
中图分类号:TE6263文献标识码:
Optimization Design for Dehydration Process of Furfural Refining Unit
REN Feng, YNG Peng, YNG Jun, ZONG Jun
(SINOPEC Jinan Company, Jinan 25010 China)
bstract:The principle and existing process of the dehydration process in Furfural Refining Unit of SINOPEC Jinan Company were introduced To solve problems of the existing process, the preliminary optimization solution was proposed Through analysis and demonstration, the perfect optimization scheme was determined and implemented The results show that the problem of processing capacity bottlenecks is solved completely and the safety and environmental protection production level of unit is improved significantly
Key words:furfural refining unit; dehydration process; optimization scheme
0引言
糠醛精制是润滑油基础油加工工艺的重要工序,其主要作用是利用溶剂的选择性,实现理想组分和非理想组分的分离。中国石化济南分公司糠醛精制装置于1992年5月投产,原设计加工能力250 kt/a,2012年扩能改造后达到了350 kt/a。装置精废液回收分别采用先闪蒸后汽提和五塔三效蒸发流程,降低了干燥脱水系统的负荷。生产过程中产生的含醛水溶液要通过水回收系统进行回收,其运行情况的好坏直接影响到整个装置的平稳生产。随着环境保护要求的日益提高,现有脱水流程的不足逐步显现。
1脱水流程存在的问题
11脱水由来
(1)精制液经过一次闪蒸、抽出液经过三效蒸发和一次闪蒸后,仍然含有少量的糠醛溶剂,不能直接外放,为此采用了先闪蒸后减压汽提的方法,从而达到产品的质量要求。
(2)汽提塔顶的醛水共沸物经过冷却后进入醛水分离罐(D-1)进行沉降分离,一格内为含水6%的湿醛溶液[1],进入干燥塔(C-6)进行干燥;二格内为含醛68%的水溶液,进入脱水塔(C-7、C-8)进行回收。
12脱水原理
糠醛和水能形成共沸物,常温下的共沸点为975 ℃。含醛水溶液从脱水塔上部进入,经分配盘分配后均匀向下流动,在汽提蒸汽的作用下将醛水共沸物从塔顶蒸发出来,不含醛的污水从塔底排出。
13流程现状
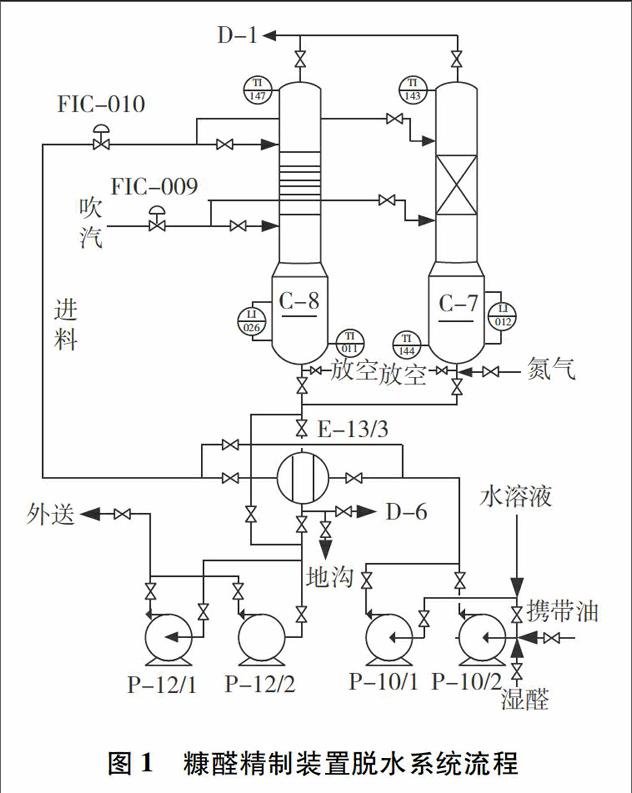
糠醛精制装置脱水系统流程见图1。
糠醛精制装置脱水系统流程
(1)糠醛精制装置有两座脱汽塔,分别是含10 m Q-1型填料段的填料塔(C-7),含20层圆泡冒塔板的塔盘塔(C-8),单独使用。
(2)设置有进料与排水换热器(E-13/3)和C-7底部氮气反吹流程。
(3)液位无自动控制手段,物料直排下水系统。
1存在的问题
(1)两塔并存,却无法同时使用。
(2)精废油汽提塔吹汽为进料量的3%~5%(质量分数),在低负荷正常生产时,脱水系统可正常运转;处理量超过2 t/h时,脱水塔底易含醛,成为加工量提升的障碍。
(3)开停工过程中,醛水分离罐内油含量较多,易造成脱水塔进料含油,现只能通过切放线排至地下罐(D-6),再倒入停工物料罐(R-109),D-6为多方共用,压力较大。
()进料表和控制阀出现故障的概率较高,维修期间采用副线控制,操作被动。
通过上述分析可知,对现有流程进行优化调整的必要性很大。
2流程优化的目标
21实现两塔可同步操作
优化的主要目的是要提高脱水系统处理量,实现特殊情况下的两塔并行操作。通过计算可知,两塔并用时,处理量可达到35 t/h,对应原料加工量为70 t/h,可以满足装置最大加工量的要求。
22节约投资,降低能耗
减少投资的主要途径是充分利用现有的控制点、机泵和管线,减少新增工程量;降低能耗的主要措施是充分考虑近阶段正常生产时的处理量,在可实现双塔运行的前提下,有效利用换热流程。
23操作方便
[JP2]在操作人员逐步减少的情况下,设计流程更加突出实用、方便和灵活。如两座塔的控制手段可实现互为备用,当一组出现问题时可及时转为另一组等。
2突出环保
脱水流程本身是一个环保项目,在装置实现平稳运行过程中起着相当重要的作用。随着环境保护的日益严格,脱水塔底污水直排地井的方式满足不了日益严格的环保要求,优化过程中要充分考虑。
3优化设计的初步方案
31工艺流程
糠醛精制装置脱水系统流程优化初稿见图2。
(1)图中线①是为了实现单独投用某塔时,均可使用E-13/达到节能的目的;而两塔同时运行时,只能是一个走换热器,一个不走换热器。
(2)图中线②是为了实现单独投用某一塔时,塔底液控阀可实现互为备用。
(3)图中线③是为了两底泵互为备用。
33优缺点
(1)塔底实现了互为备用流程,但流程较乱。
(2)进料和吹汽实现了分开控制,但流量表和控制阀不能互为备用。
(3)未考虑开停工携带油较多时的处理方案。
优化设计实施方案
1工艺流程
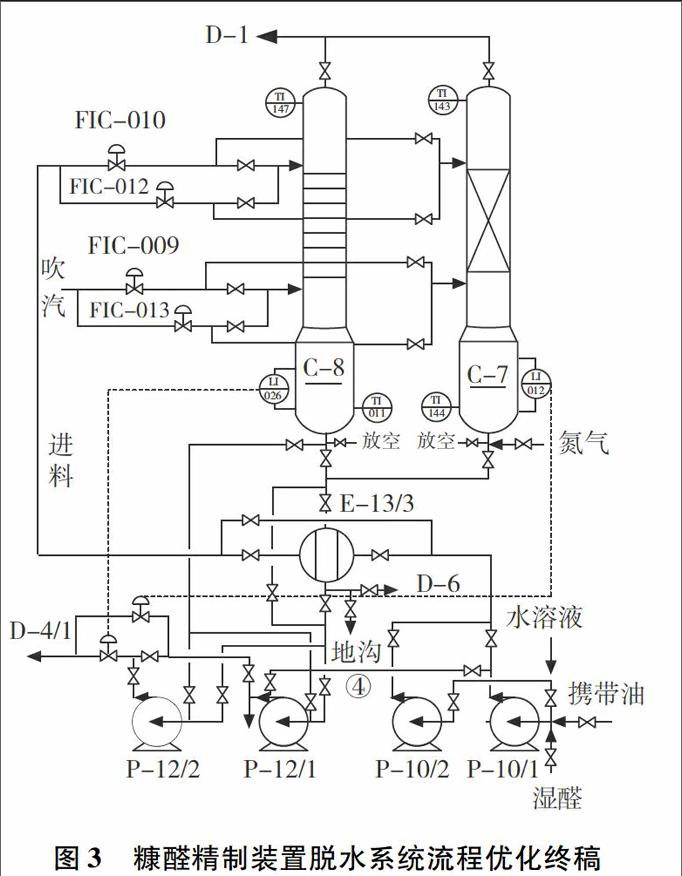
糠醛精制装置脱水系统流程优化终稿见图3。
2说明
(1)汽提蒸汽采用从主管给汽,分两路流控控制;单独投用某塔时,可用FIC-009控制,也可用FIC-013控制。
(2)进料通过换热后,分两路控制;单独投用某塔时,可用FIC-010控制,也可用FIC-012控制。
(3)塔底物料在原有流程不变的前提下(可实现单独投用某塔时的换热节能效果),通过C-8底接分支至塔底泵(P-12/12)入口,相当于每台泵各有两个入口。各泵出口分别由LIC-012和LIC-026控制液位,液控阀前有联通线,实现互为备用。液控阀后物料混合,进入废水回收罐(D-/1),打入硫磺回收车间污水汽提装置进行回收,实现密闭排放。
各塔底均保留直排流程,一作为维修机泵时的应急措施,二作为日常检查排水含醛情况使用。
(5)图中④为P-10/2出口分支至P-12/1的连接线;P-10/2为多功能泵,可同时抽D-1内的湿醛、水溶液和携带油等物料,在开工或停工期间,D-1内物料可直接通过此线送往R-109,一方面保证脱水塔的正常操作,另一方面可减轻R-109的负担。
3优缺点
(1)现有管线和机泵全部利旧,增加了必要的控制阀和仪表,并与废水回收项目和开停工难题相结合,用最少的资金解决了最多的问题。
(2)现场施工时,一并考虑了防冻凝因素。
(3)流程更加灵活,增强了控制阀和仪表的抗风险能力,提高了装置的环保生产水平。
效果评价及结论
201年,利用装置停工机会,对优化方案进行了现场实施,标定结果如表1所示。
参考文献:
[1]郑灌生 润滑油生产技术问答[] 北京:中国石化出版社,2011
