LNG低温工艺球阀的施工安装出现问题及应对策略
2015-10-21欧阳文婷姜少敏李景武
欧阳文婷 姜少敏 李景武
中海浙江宁波液化天然气有限公司 浙江宁波 315000
1 LNG低温工艺球阀的技术特点
LNG 接收站低温工艺球阀设计温度在- 165℃左右,其主要特点为:加长阀杆设计、防吹出阀杆、防静电设计、顶装/ 侧装结构、可在线维护及具有阀腔泄压功能。
在低温工况下要求阀门必须克服三大危险因素,即:阀门在启闭过程中残留在中腔的低温介质因环境(大气)温度引起急速汽化而导致的异常升压;低温向填料函传导引起填料失效,从而引起填料函处泄漏;承压件抵抗低温冲击的能力。因此,低温球阀不仅要有良好的密封性,结构上要能防止低温对填料的影响,克服在低温条件下材料的变形和热应力集中可能对阀门的破坏,同时能及时排泄异常升压.特别是所选用的低温钢要有良好的耐冲击性能。
2 深冷球阀施工出现问题及解决策略
2.1 深冷阀门水压试验问题
2.1.1 常见的问题
按照常规要求,阀门出厂到现场后在安装前,应按规定比例对壳体进行压力试验,试验压力应为阀门公称压力的1.5 倍,试验结果应符合设计文件规定的相应的阀门标准。
但用于国内LNG 接收站的低温球阀,阀门供应商均声明低温阀门不宜在现场进行水压测试,可采用气压试验,否则水压试验后若干燥不充分,残留液体在LNG 进料后易结冰卡死或损坏密封件。而根据GB50235,当管道的设计压力小于或等于0.6MPa 时,可采用气体为试验介质并采取有效的安全措施;高于0.6MPa 不宜在现场进行气压测试。且低温球阀一般采用对焊(大于等于2in.)或承插焊(小于2in.)连接形式,球阀两端要求有管道短管,短管长度要求为在线焊接时不损坏阀内部构件。施工单位缺乏此类阀门的试压经验,若焊接盲板进行水压试验,试验后再切除盲板,工序繁杂且焊渣易进入阀腔损坏密封。
2.1.2 针对低温阀门水压试验问题的策略
(1)免除现场压力测试。根据SH3501- 2011 章节5.3.7 的条文说明“考虑到目前石油化工工程建设中,不少项目采取用户或者其委托方(如专业质量检测机构)到制造厂进行监造的实际情况,规定用户或其委托方到制造厂进行逐件见证压力试验并有见证记录文件的阀门可以免除现场压力试验”。因此若项目执行此标准,业主/ 承包商委托第三方检验机构驻厂见证生产过程与出厂检验,则可免除压力试验,若是进口阀门驻厂见证试验的费用较高;
(2)委托工厂进行气压测试。考虑现场气压试验的安全隐患及标准要求,可委托项目附近有资质及能力的阀门厂进行气压试压,小尺寸阀门可采用夹具进行测试,使用夹具的气压测试照片如图1 所示;
(3)现场采用水压试验,但需采取有效措施彻底吹扫干燥并加强现场检验监督。
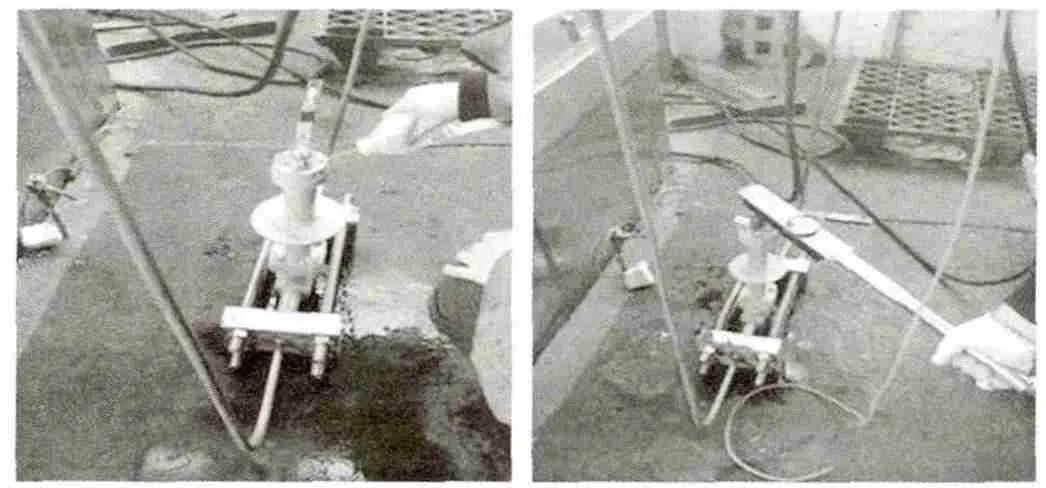
图1 使用夹具的气压测试
2.2 管道试压吹扫后阀腔积液
2.2.1 常见问题
现场工艺管道安装完毕、热处理和无损检测合格后,对于设计压力小于或等于0.6MPa 进行水压试验。水压试验后进行正常吹扫干燥程序,发现露点一直无法达到要求,吹扫后仍阀腔积液。
2.2.2 针对低温阀门水压试验后阀腔积液的策略
可用连续吹扫+ 电拌热方法对阀门进行干燥。
(1)水压测试完成后,打开阀体下部的排污口(drain)将阀腔中的积液排放干净。需与厂家确认阀门是否有排污孔孔,可在阀门订货时要求低温球阀需进行水压实验并且应设置相应的排水塞;
(2)积液排放干净后,如采用电拌热的方式干燥阀腔内部残留水分,在加热过程中,温度应控制在1100C 以内,在此温度范围内,阀门密封件的承受时间没有限制;
(3)采用露点分析仪测量阀腔内的气体,根据测量的露点值来判断干燥是否达到要求。
2.3 库存阀门内漏
2.3.1 常见问题
对于一些在工厂的维修或改、扩建工程,会需要使用一期工程建设时的库存阀门,考虑库存时间可能需要对阀门重新检验后再使用,检验后发现不少阀门出现内漏,将阀门解体后,发现问题主要归纳为:
(1) 阀门内腔存在不同数量颗粒状杂物,50%内腔存在较多的污水,40%阀门内存在零件锈蚀问题;
(2) 部分球体表面划伤或生锈;
(3) 存在不同程度球体不圆,或球口部位凹陷,或高低不圆,一些球体经测量发现圆度超差0.1mm 以上;
(4) 阀座密封圈表面划伤,部分阀座圈划痕较深。阀座背面石墨有压痕,部分唇形圈已发生塑形变形,不能提供足够的压缩量;
(5) 阀体与阀座连接密封处的光洁度较差,部分有划痕;
(6) 部分盖轴孔内有少许颗粒物及黄色铁锈等污物;
(7) 中道密封垫经过测量发现压缩量同样变小,部分缠绕垫有损坏。阀门解体过程发现问题的典型照片如图2 所示。
2.3.2 针对低温库存阀门内漏的上述问题的检修步骤
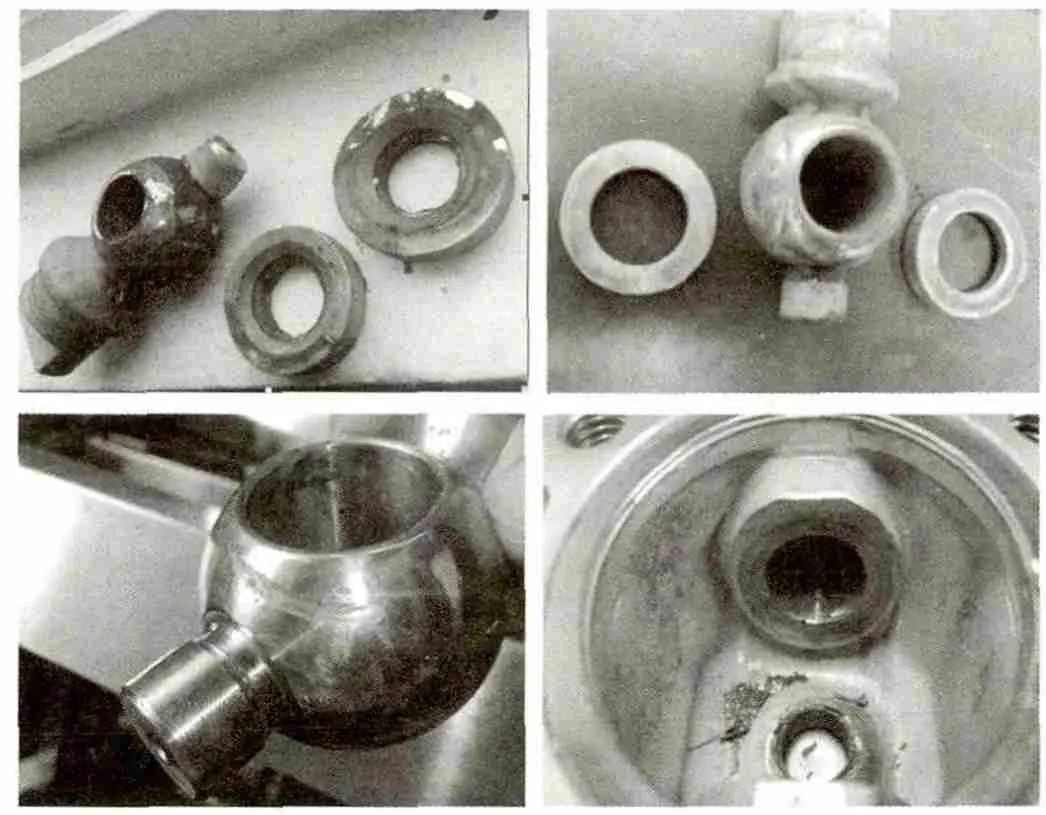
图2 阀门解体过程发现的问题
(1) 车掉原有的短接管,焊接新的短接管;
(2) 清洗阀门各个零件;
(3) 研磨抛光球体,修复划痕,损伤严重球体更换新加工的球体;
(4) 更换阀座密封圈并与球体配磨;
(5) 更换阀座背面的密封石墨圈和唇形圈、阀体底部垫片,更换变形的板簧、中道垫片;
(6) 研磨阀体与阀座连接密封处;
(7) 装配完成后做常温气压试验,常温合格的继续做低温测试、恢复常温测试直至完全合格。
2.3.3 阀门检维修后的低温测试
现场低温阀门检维修后,不但应进行常温测试,还需进行低温测试。该测试不同于阀门的出厂测试,为提高效率缩短测试周期,常温测试后,可考虑在出厂测试的基础上对低温测试步骤进行适当简化。低温测试过程如图3 所示。
(1) 将阀门内腔通入0.5MPa 的氦气,通过液氮喷淋的速度来控制温度达到阀门的测试温度;
(2) 达到测试温度之后,根据阀门大小保冷至少60min 稳定阀门各个部位的温度;
(3) 阀门半开,冲入0.2MPa 的氦气,循环5 次后关闭阀门测量阀门的关闭扭矩,保压5min,测量泄漏量完成后,测试开启、半开扭矩;
(4) 循环5 次并阀门半开,按照BS6364 压力增量要求(可适当合理调整)分步骤充入数据表规定压力值的氦气,每个增量稳定3min。在每个压力增量下,测量阀座泄漏量并记录。当达到数据表规定的压力时,关闭阀门并测量扭矩,保压5min,测量泄漏量完成后开启阀门测试半开、开启扭矩;
(5) 按照BS 6364 低温泄露标准对阀门进行判定,阀门处于开启位置时,将阀体增压至密封试验压力。保持此压力15min,检查阀门的填料压套、阀体/ 阀盖的连接处的密封性,应无可见泄露。
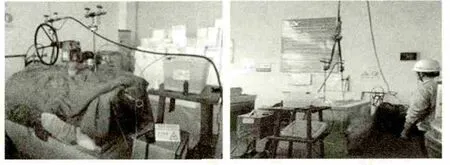
图3 阀门低温测试过程
除上述分析的问题外,现场安装还经常出现阀门安装方向错误等问题,对于深冷球阀的安装来说,关键是要确定正确的泄压方向。深冷阀阀体外侧标有”VENT”或其他泄压标识,此标识标在阀门哪个端部,就代表该阀门的向那端泄压,安装时应检查确保有泄压标识的阀门端与P&ID 图纸上要求的泄压方向一致。
低温球阀的现场安装施工、检维修和检验实际过程中,还会遇到其他问题,需不断总结经验,让低温球阀为工艺系统投运提供有效切断、隔离的安全保障。
1 刘进.阀门常见故障原因及处理方法[J].科技创新导报,2011(21).
2 鹿彪,张立红.低温阀门设计制造与检验.现代化工,1999年第3 期(第6 页)
